1
Изобретение относится к области размерной электрохимической обработки, а именно к способам получения фасонных поверхностей.
Известен способ электрохимической обработки, использующий дискретную систему слежения за величиной межэлектродного промежутка, в котором установку межэлектродного зазора осуществляют посредством периодического ощупывания электродом-инструментом обрабатываемой детали с подачей пакета импульсов в момент установления заданного межэлектродного зазора. После касания электродов инструмент отводят на заданную величину межэлектродного зазора, а затем включают рабочее напряжение при рабочем движении электрода-инструмента от изделия или к нему.
Недостатком известного способа является то, что при уменьшении рабочего зазора до 0,03 мм и менее, разведение электродов при включенном напряжении не устраняет опасность коротких замыканий, что приводит к порче инструмента и детали. Таким образом, невозможность уменьшения межэлектродного зазора менее 0,03 мм ограничивает возможности данного способа.
Цель изобретения - повысить точность формообразования.
Для этого амплитуду импульсов в каждом пакете постепенно уменьшают, причем величину амплитуды первого импульса выбирают не выше напряжения пробоя межэлектродного промежутка, а величину амплитуды последнего импульса - не ниже потенциала разложения.
При этом электрод-инструмент может быть либо неподвижен, либо перемешаться как в направлении к изделию, так и от него.
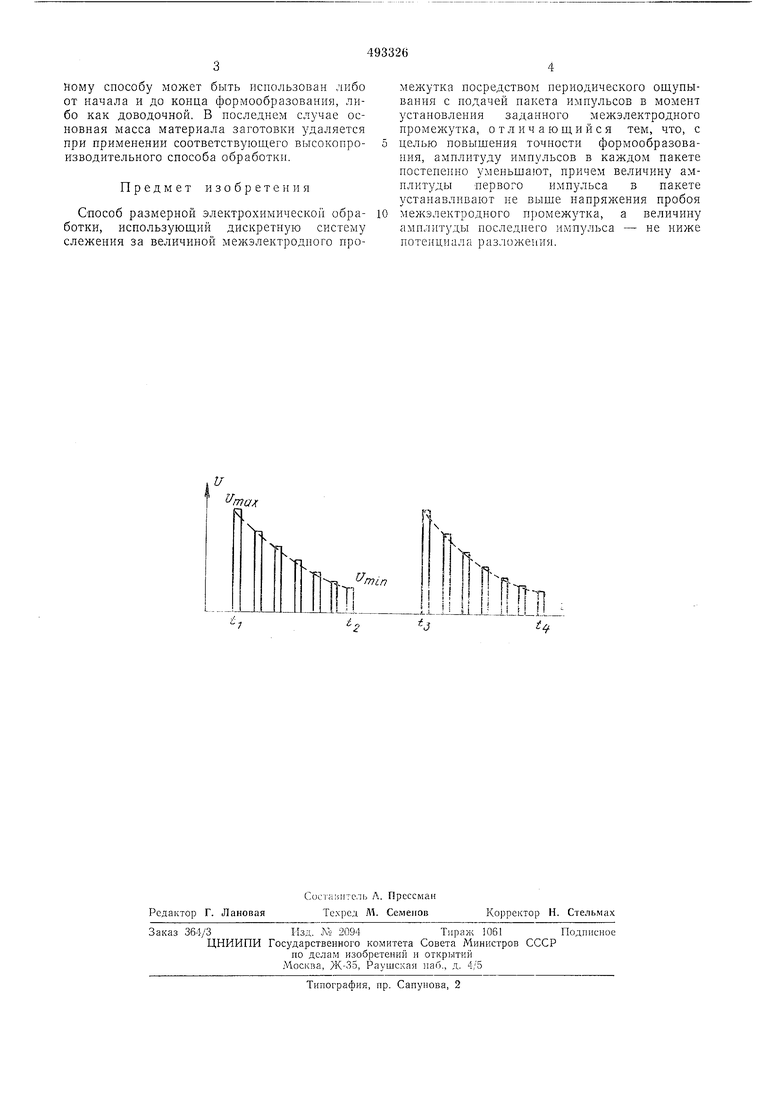
Па чертеже ириведена схема подачи импульсов рабочего напряжения на электрохимическую ячейку для двух рабочих циклов в координатах «время - напряжение.
В момент ti (Гз) в начале рабочего цикла на межэлектродный зазор подается импульс напряжения максимальной амплитуды t/maxАмплитуда максимального напряжения t/max может выбираться, например, из соображений отсутствия электрического пробоя. К концу рабочего цикла /г (4) амплитуда имиульса имеет минимальное значение f/mm- Максимальное значение напряжения Lmm может быть равно, например, напряжению разложения. Спад амплитуды импульсов технологического напряжения производится, например, по экспоненциальному закону, наиболее просто реализуемому в электрических цепях.
Исходя из требуемой производительности, процесс электрохимической обработки по данНому способу может быть использован либо от начала и до конца формообразования, либо как доводочной. В последнем случае основная масса материала заготовки удаляется при применении соответствующего высокопроизводительного способа обработки.
Предмет изобретения
Способ размерной электрохимической обработки, использующий дискретную систему слежения за величиной межэлектродного промежутка посредством периодического ощупывания с подачей пакета импульсов в момент установления заданного межэлектродного промежутка, отличающийся тем, что, с целью повыщения точности формообразования, амплитуду импульсов в каждом пакете постепенно уменьщают, причем величину амплитуды первого импульса в пакете устанавливают не выше напряжения пробоя межэлектродного промежутка, а величину амплитуды последнего импульса - не ниже потенциала разложения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО МИКРОФОРМИРОВАНИЯ | 2004 |
|
RU2255843C1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 1972 |
|
SU323243A1 |
| Способ размерной электрохимической обработки | 1977 |
|
SU625893A1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2006 |
|
RU2330746C2 |
| Способ высокоточной непрерывной импульсно-циклической размерной электрохимической обработки деталей осциллирующим электродом | 2020 |
|
RU2747436C1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2002 |
|
RU2226142C2 |
| СПОСОБ ЗАЩИТЫ ОТ КОРОТКИХ ЗАМЫКАНИЙ ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКЕ | 2001 |
|
RU2198075C2 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2177391C1 |
| Способ размерной электрохимической обработки | 1980 |
|
SU908562A1 |
| Способ размерной электрохимической обработки | 1981 |
|
SU1114510A1 |
