1 I
Изобретение относится к электрохимической размерной обработке токопроводящих материалов и может быть использовано при изготовлении с большей точностью сложных фасонных по- : верхностей.
Известен способ размерной электрохимической обработки, при котором производят установку величины рабогчего межэлектродного промежутка методом с фиксацией металлического контакта электрода-инструмента и заготовки и включением технологического напряжения СП .
Недостатками известного способа являются низкая точность обработки и качество обработанной поверхности из-за того, что формообразование про изводят при величине рабочего межэлектродиого зазора порядка 0,03 0,05 мм.
Целью изобретения является повьшение точности обработки и качества поверхности.
Поставленная цель достигается тем, что при способе электрохимической размерной обработки, при котором производят установку величины рабочего межэлёктродногр промежутка методом ощупывания с фиксацией металлического контакта электрода-инструмента и заготовки и включением технологического напряжения, последнее производят при достижении электропроводности рабочего межзлектродного промежутка ее значения при сухом металлическом контакте электродов.
Электрохимическую размерную обработку ведут следующим образом.
аначале электрод-инструмент подводят к обрабатываемой детали так,что он касается обрабатываемой детали, производят измерение электропроводности контакта между электродом-инструментом и обрабатываемой деталью н после чего полученный в ходе измеpeifflH при достижен1 и электропроводности рабочего нежэлектродного промежутка ее значения при сухом металлическом контакте электродов, сигнал после его соответствующей обработки используют как хшгнал управления активного сопротивления, включенного последовательно в электрическую цепь с рабочей электрохимической ячейкой и служащего для ограничения электрического тока, протекающего при обра5ртке по электрической цепи, затем
45101
после установления регулирующего оргаиа активного сопротивления в требуемое положение, определяющее величину активного сопротивления, через 5 специальное коммутнрукщее устройство пропускают импульс тока, coздaвae в IЙ источником питания, после пропускания данного импульса тока электрод-инструмент отводят от обрабатываемой детаtO ли, после чего электрод-инструмент останавливают.
Электрод-инструмент и обрабатываемая деталь связаны с источником питания через специальное коммутирующее
fS щее устройство, включащее его только после достижения определенного значения электропроводности и отключающего его перед отводом электрода-инструмента в исходное положение.
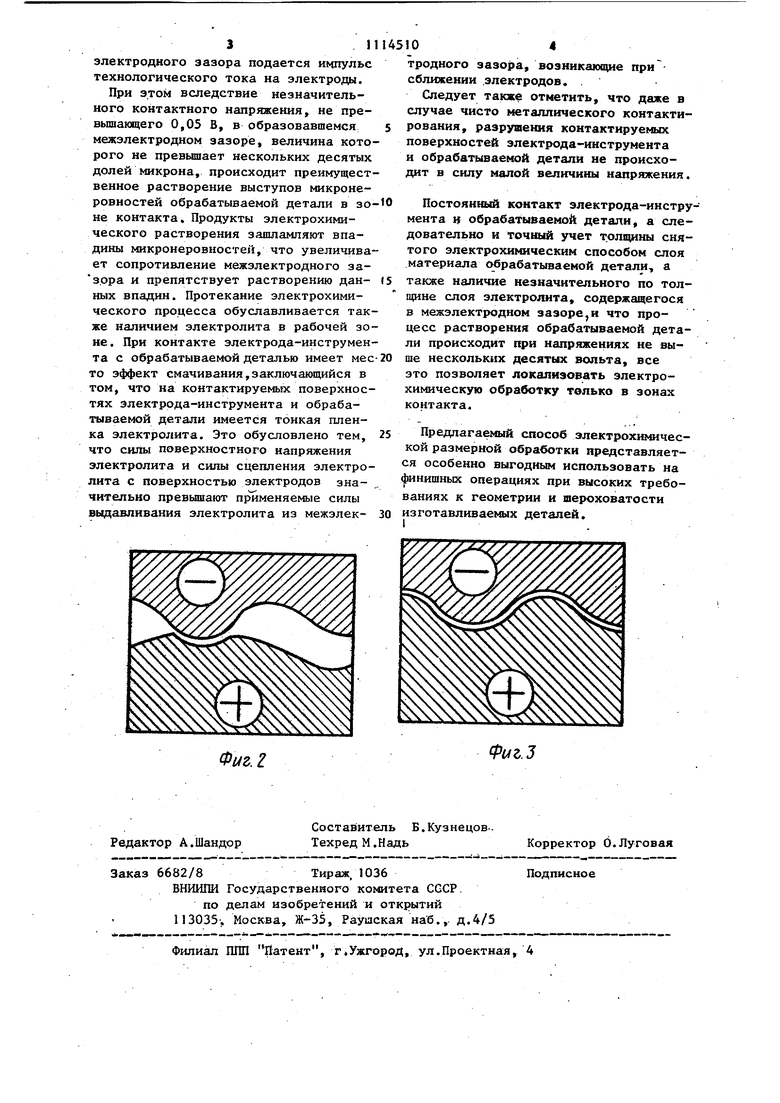
20 На фиг.I представлена в увеличении схема зазора в начальной стадии его формирования при величине шероховатости электрода-инструмента, значи,тельно уступающей величине шерохова5 тости обрабатываемой детали;на фиг.2то же, промежуточной фазе формирования, когда микронеровности рабочей поверхности электрода-инструмента частично копируются на сопрягаемой
0 поверхности обрабатываемой детали; на фиг.3 - то же, в окончательной стадии формирования, когда микронеровности рабочей поверхности электрода-инструмента полностью копируютJ ся на сопрягаемой поверхности обрабатываемой детали.
Межэлектродный зазор в случаях, представленных на фиг.2 и 3, не превышает нескольких десятых микрон.Точ0 ность обработки для данного способа может достичь нескольких десятых микрон, т.е. полностью согласуется с точностью изготовления детали и жесткостью С1ЩЦ, чего нельзя достичь преж5 ними способами электрохимической размерной обработки.
Шероховатость получаемой в процессе
электрохимической размерной обработ-. ки поверхности соответствует шерохо. ватости поверхности электрода-инструг«меита.
Способ осуществляют следующим образом.
5 После контактного соприкосновения электрода-инструмента с обрабатываемой деталью и достижения определенного значения электропроводности меж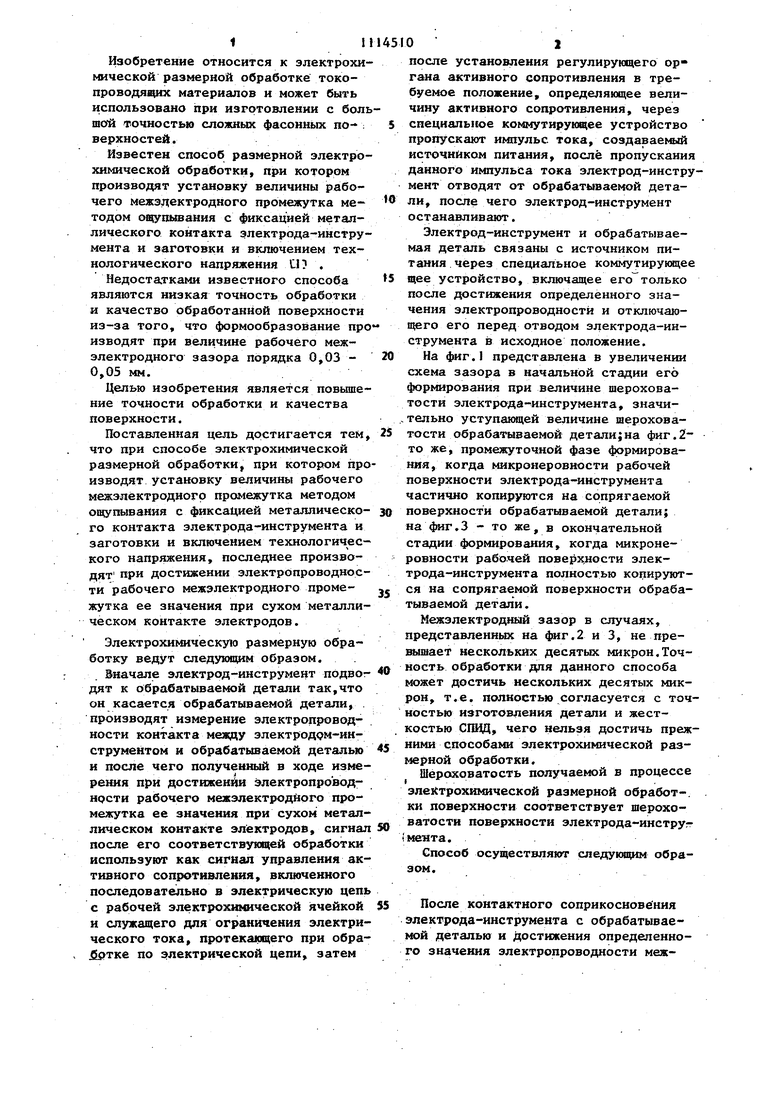
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДВУСТОРОННЕЙ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2011 |
|
RU2448818C1 |
| Способ высокоточной непрерывной импульсно-циклической размерной электрохимической обработки деталей осциллирующим электродом | 2020 |
|
RU2747436C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2192942C2 |
| Станок для электрохимической размерной обработки | 1987 |
|
SU1407714A1 |
| Способ электрохимической размерной обработки и устройство для его осуществления | 1980 |
|
SU979064A1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРОТКИХ ЗАМЫКАНИЙ ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКЕ | 2001 |
|
RU2198075C2 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВКИ ИЗ МЕТАЛЛА | 2021 |
|
RU2770397C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2005 |
|
RU2306211C1 |
| Способ защиты от коротких замыканий при электрохимической размерной обработке | 2021 |
|
RU2768409C1 |
| Способ изготовления электрода-инструмента для размерной электрохимической обработки | 1982 |
|
SU1144815A1 |
СГЮСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ, согласно которому устанавливают рабочий межэлектродный зазор методом ощупывания с фиксацией металлического контакта между электродами, отличающийс я тем, что, с целью повышения точности обработки и качества поверхности, технологическое напряжение на электроды подают в момент достижения металлического контакта. СД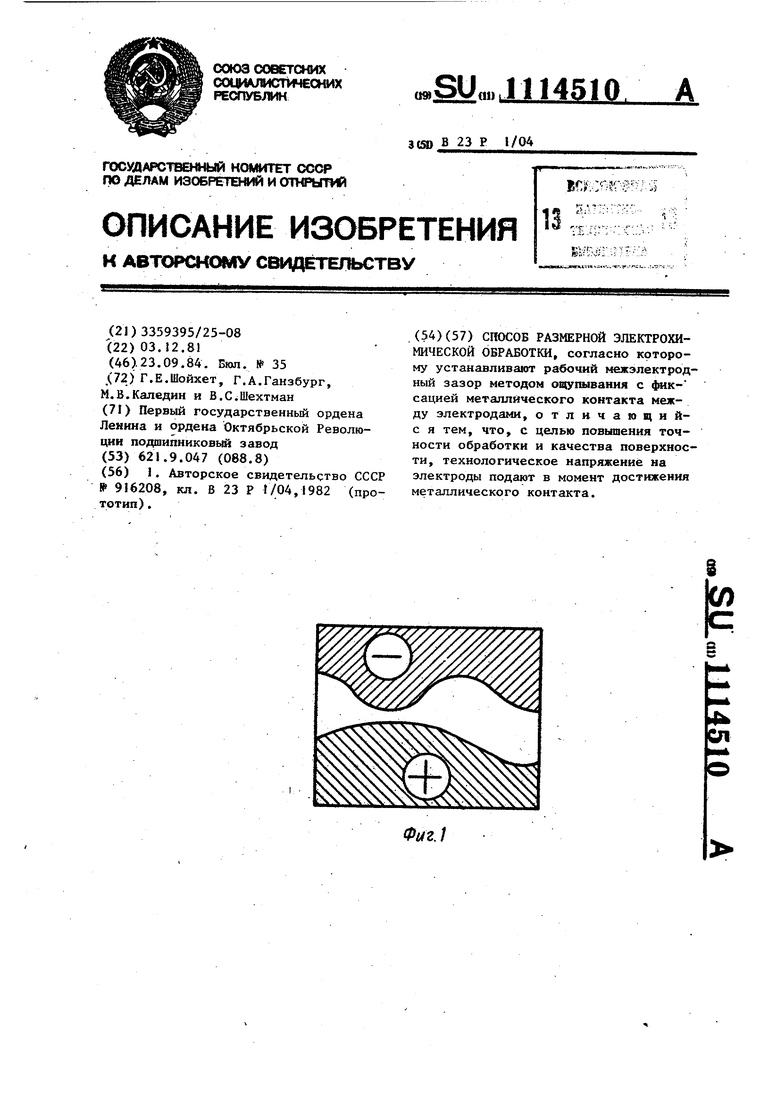
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 916208, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
