(54) СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2271905C1 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2465992C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНЫХ И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2266177C1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2177391C1 |
| Способ размерной электрохимической обработки | 1973 |
|
SU493326A1 |
| СПОСОБ МНОГОМЕСТНОЙ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК В СОСТАВЕ РОБОТИЗИРОВАННОГО КОМПЛЕКСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2590743C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2220031C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2192942C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2188749C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1990 |
|
RU2038928C1 |
I
Изобретише относится к электрофизичесним и эпектрохимическим методам обработки и может бъпъ использовано при копировально-прошивочных операциях.
Известен способ размерной электрохимической обработки импульсным током пакетавли импульсов с регулированием параметров имвулыхт в пакете и циклической подачей электрода-инструмента. В известном способе в рабочем периоде цикла в каждом пакете ямпульсст плавно уменьшают амплитуду нмвувьссш .
Недостатком такого способа является невысокая производительность обраболси, так как уАЮньшение амплитуды импульсов при неизменности величины межэлектродного зазора щжводот к уменьшению скорости анодного растворения в рабочем периоде дикла.
Цель изобретения - повышение производительности обработки.
Поставленная цель достигается тем, что в рабочий период цикла уменьшают межэлектрод1п й зазор по экспоненциальному закону, а длительность импульсов в пакете при постоянстве периода повторения измеряют пропорционально текущему значению межэлектродно го зазора. Максимальные зтачения зазора и длительности импульсов в пакете, устанавливаемые в начале рабочего периода цикла, опS ределяют из условия отсутствия пробоя зазора при максимальной производительности процесса обработки, а минимальные значения межэлектродного зазора и длительное™ импульсов в пакете, устанавжшаемые в конце рабочего
О периода цикла, определяют из условия обеспечения требуемой точности обработки.
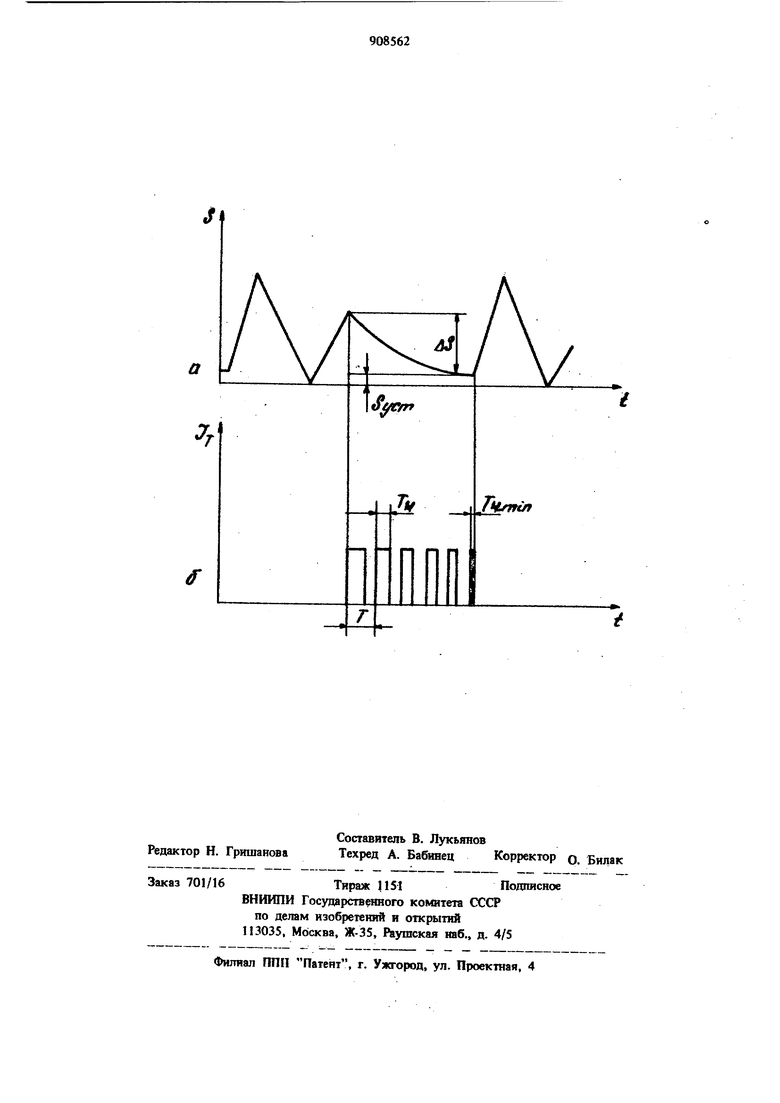
На тертеже представлены кривые изменения межэлектродного зазора S (фиг. la) и, импульсов технологического тока Ij- (фиг. 16)
5 по предлагаемому способу.
В каждом единичном цикле обработки производят подвод инструмента к детали до касания (S 0), после чего отводят инструмент от детали на зазор
S Sj(CT+ AS,
где значение межэлектродного зазора, определяемого условиями обеспечения заданной точности копирования;Д8 - приращение зазора, определяемое условием отсутствия пробоя меж электродного промежутка. Начиная с зазора S происходит плавный подвод инструмента к детали по экспоненциальному закону и подача импульсов тока с постоянным значением пе{жода повторения (Т «const), длительность которых Тц пропорциональна значению межэлектродного зазора. Обработка начинается при максимальной длительности импульсов. На этой стадии происходит интенсивный процесс анодного растворения и производительность обработют максимальная. С уменьшением значения зазора длительность паузы между импульсами возрастает. При достижении межэЛектродиого зазора значения S длительность импульса становится минимальной для дашюго цикла обработки Значешя Tj определяются ноходя из требовшшя точности копирова1шя. После оконча1шя рабочего периода происходит отвод инструмента на промывочный зазор, под вод его до касашя с деталью и повторение цикла обработки. Увеличегше производительности обработки приводит к сокращению трудоемкости обра ботки. В среднем при обработке полости штам па трудоемкость с использованием предлага S-.. мм 0.03 0,03 0,05 Д8, мм 0,1 0,1 0,1
THWIM. мс 0,5 1
0,5
S , мм 0,04 0,05 0,07
Оо
20
28
18
tg ,МИИ
В зависимости от требований точности и производительности выбираются параметры импульсно-оиклического режима с ишользовапием предлагаемого способа обработки.
Формула изобретения
Способ размерной электрохимической обработки ймпульсиьтм током пикетами импульсов с циклической подачей Ьлектрода-инструмента и регулированием параметров импульсов в пакете в течение рабочего периода, цикла, отличающийся тем, что, с целью повьпиеняя производительности обработки, в рабочий период цикла уменьшают 9
межэлектродный зазор по экспоненциальному закону, а длительность импульсов в пакете при постоянстве периода повторения изменяют пропорционально текзтоему значению межэлектродного зазора, причем максимальные эначения межэлектродного зазора, и длительности импульсов в пакете определяют из условия отсутствия пробоя межэлектродиого зазора при максимальной производительности, а минимальные их значешя определяют из условия обеспечения заданной точности обработки.
Источники информации, принятые во внимание при экспертизе 1 . Авторское свидетельство СССР N 493326, кл. Б 23 Р 1/04, 1973. 4 емого способа сократится в 1 5 раза по сравнению с известным способом, использующим уменьшение амплитуды при неподвижных электродах. Особенно заметен эффект увеличения производительности при электрохимической обработке больших площадей. Из практики размерной обработки импульсами малой длительности (менее 1 мс) известно, что превыщение площади обработки величины 10-20 см приводит к резкому снижению скорости анодного растворения, особенно при использовании пассивирующих электролитов. Использование предлагаемого способа позволяет поддержать среднюю скорость обработки от 0,5 мм/мин до 1 мм/мин практически при любой площади обработки, если обестечены условия гидродинамического режима. Результаты обработки пресс-формы типа Ручка из стали 5ХНВ при различных параметрах . Д5, Ту| приведены ниже, причем полная площадь обработанной поверхности 50 см ; длительность периода Т 6,6 мс; длительность рабочего периода 0,5 с; S значение бокового зазора, погрещность копиTtf
r ifTwt
