1
Известен станок для нанесения химических компонентов на внутреннюю поверхность гибких шлангов, в частности пожарных рукавов, содержании нрнводные вальцы с регулируемым зазором между ними, установленные по обеим сторонам вальцев приспособления для подачи и приема рукавов (шлангов), пропускаемых в зазор между вальцами, и емкости, оснащенные перепускпыми кранами и дозаторами для регулируемой подачи химических компонентов.
Предлагаемый станок отличается от известного тем, что каждое из приспособлений для подачи и приема шлякга представляет собоГ бухтообразователь, выполиенный в виде одноребордной катушки, надетой на приводной шлицевой фрикционный вал.
При такой конструкции механизируется нроцесс нанесения химических компонентов на внутреннюю поверхпость рукавов и увеличивается тем самым ироизводительиость станка.
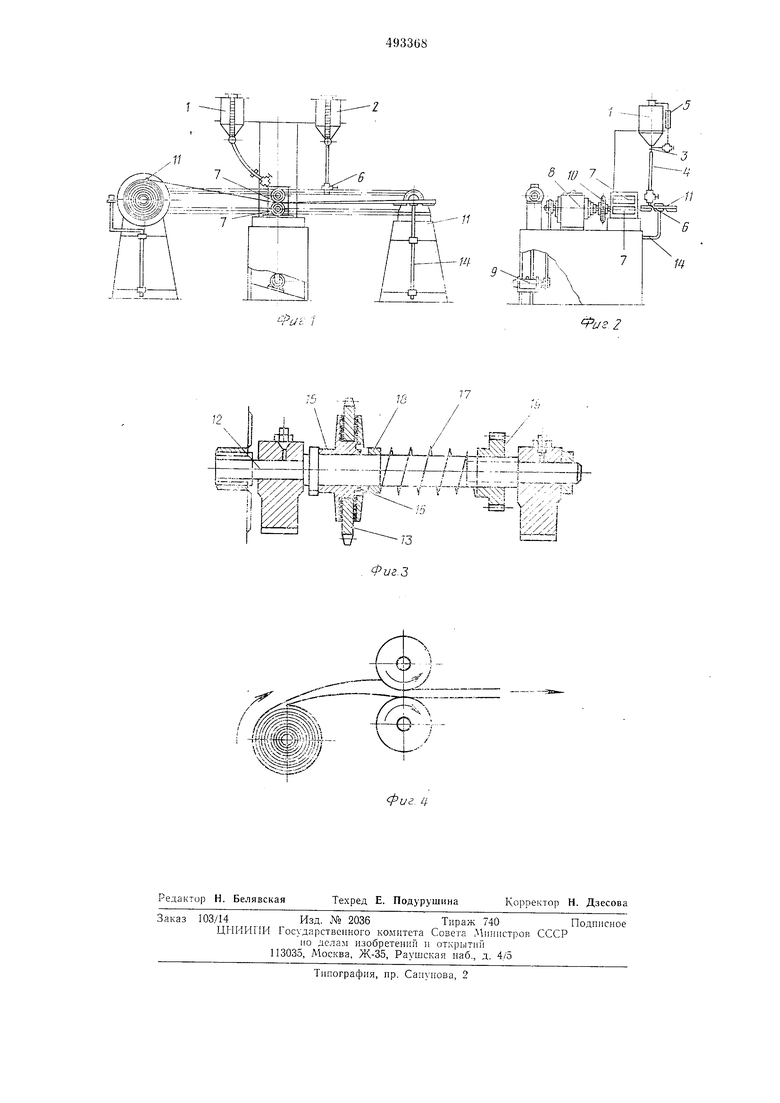
На фиг. 1 изображен предложенный станок, вид спереди; иа фиг. 2 - то же, вид сбоку (без левого бухтообразователя); на фиг. 3 - разрез фрикциона; на фиг. 4 - технологическая схема промазки шлангов.
Мерники 1 и 2 служат для хранения соответственно хлористого кальция и загущеи2
иого латекса и дозирования их ири заливке в чехол перед промазкой.
Тройннк 3 соединен с гибким шланго.м 4 и указателем уровня 5. Гибкий шланг оканчивается заливным пробковым краном 6. Вальцы 7 иредназначены для нродавливания латекса в иеренлетении чехла. Один из вальцов, верхний, выполнен подвижным, что позволяет регулировать зазор между валками, а ннжннй - при иомош,и муфты соединен с редуктором 8, а последний, в свою очередь, через текстроиную передачу - с электродвигателем 9. Через звездочку 10, жестко установленную н; , враш,енне передается бухтообразователям. Правый и левый бухтообразователи предиазначены соответственно для намотки промазываемого чехла в скатку и изменения плоскости сдавливания чехла с целью нр -;дания чехлу каркасности и вынолнены в внде одноребордных катун1ек И. Катушки периодически жестко соединяются с валом 12, получаюш,им враш,енне от фрикциоиа 13, и свободно надеты на откидные кронштейны 14, шарнирно нрикрепленные к станине бухтообразователя.
Звездочка фрнкциона свободно установлена на тумбе диска 15, который с помощью шипог, 6 и под действием пружин 17 соединяется с диском 18. Натяженне пружины регулируется гайкой 19. Благодаря подобному сцеплению обеспечивается равномерное натялсение скатываемого чехла независимо от диаметра бухты. Откидной кронштейн 14 (см. фиг. 2) служит опорой для одной из катушек 11, которая надевается на его ось в горизонтальном положении с целью изменения плоскости сдавливания чехла п придапня ему каркасности (квадратного сечения) при разматывании бухты. Промазочный станок работает следуюищм образом. Чехол в скатке надевают па катушку бухтообразователя, которая располагается иа оси откидного кронштейна горизонтально. Отрезок чехла длиной 1,5-2,0 м сматывается со скаткн, расправляется и в него из мерннка при помоши шланга с крапом вливается требуемое количество химиката (хлористого кальция пли латекса, в зависимости от стадии обработки). Доза контролируется визуально по указателю уровня. По окончании заливки кран перекрывают, конец чехла сплюпи-шается и вставляется между валками. Далее включается электродвигатель, чехол протаскивается между валками и по достижении вертикально расположенной катушки второго бухтообразователя концом заправляется в отверстие ее сердечника. 5 10 15 20 25 30 Таким образом осуществляется намотка промазанного чехла в скатку (бухту). По мере увеличения диаметра бухты при иамотке, а следовательно и окружиой скорости, последняя компенсируется за счет нроскальзываипя дисков фрикциоииой передачи. После полиой перемотки чехла из горизонтальной скатки (бухты) в вертикальную, операция повторяется или чехол промазывается другим хп.микатом, но только в обратном паправлении. При этом вертикальная скатка снимается с вала бухтообразователя и устанавливается в горизонтальном положении на ось откидного кронштейна. Предмет изобретения Станок для нанесения хнмпческих комионентов на внутреннюю поверхность гибких шлангов, например пожарных рукавов, содержащий приводные вальцы, установленные по обеим сторонам вальцев нриспособлеиня для подачи п приема шланга, пропускае.мого через регулируемый зазор между вальцами, и мерпые е.мкости с дозаторами и перепускиыми крапами для химических компонентов, отличающийся те.м, что, с целью увеличеппя производительности, каждое из приспособленнй для подачи и приема шланга представляет собой бухтообразователь, выполпенный в виде одиоребордпой катущки, устаповлеиной па приводном фрнкпнонном валу.
j
- / Ч8 Ю 7
6
%
1
j:
jLil
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения пожарного рукава | 1980 |
|
SU990911A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЖАРНОГО РУКАВА | 2002 |
|
RU2208465C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЖАРНОГО РУКАВА | 2002 |
|
RU2216449C1 |
| Способ получения пожарногоРуКАВА | 1979 |
|
SU808567A1 |
| Способ изготовления пожарного рукава | 1984 |
|
SU1239183A1 |
| Способ получения пожарного рукава | 1981 |
|
SU1041315A1 |
| Устройство для изготовления напорных рукавов | 1990 |
|
SU1776233A3 |
| Дорн для нанесения покрытия на внутреннюю поверхность тканого рукава | 1991 |
|
SU1811912A1 |
| Способ утепления рукавного разветвления в условиях низких температур, устройство для его осуществления и теплоизоляционный чехол устройства | 2024 |
|
RU2828940C1 |
| УСТРОЙСТВО ДЛЯ ВЕДЕНИЯ ПОЖАРОСПАСАТЕЛЬНЫХ РАБОТ НА ВЫСОТНЫХ ЗДАНИЯХ И СООРУЖЕНИЯХ | 2003 |
|
RU2263625C2 |
b --Ц Ш
г.-,щ / rT±i:: ; l UL Jl -d. A
fe
f
F -,3
-ffH n..
(7/-ЬУ --г fc.1у.-4--i.-..- ,. / L/ O:r::-iln:
.- r: t:iii ii:ii
, i
im
, .З
