Изобретение относится к области изготовления текстильных рукаков с латексным покрытием и может быть использовано для изготовления пожарных рукавов из синтетических нитей с латексным гидроизоляционным слоем.
Цель изобретения - увеличение адгезии латексного покрытия к внутренней поверхности рукава.
Способ осуществляется следующим образом.
Капроновый чехол с наружной и внутренней сторон предварительно об- рабатывают в пропиточной ванне (или устройстве аналогинного назначения) натуральным латексом (например, Ре- вультекс } , разбавленным до содержания сухого вещества 47-55%, избыток латекса отжимают на валк ах. Затем . чехол обрабатывают 30%-ным водным раствором хлористого кальция и снова отжимают на валках. Обработанный капроновый чехол заправляют в агрегат барабанного типа для нанесения н внутреннюю поверхность латексной гид роизоляционной пленки (обработка внуренней поверхности чехла). .
Залив натурал ьного латекса, разбавленного до концентрации сухого вещества 38-44%, проводят из напорного бака через распределительный кран. Перемещение латекса по длине чехла осуществляется за счет вращения барабана. Латекс в чехол дозируется дважды, перед подачей каждой порции латекса в чехол подается сжатый воздух (0,1-0,2 атм) для предотвращения слипания.его.
После выхода латекса из чехла в т течение 10 мин (один оборот барабана) проводят промывку рукавов водой, а затем сушку на вращающемся барабане путем подачи внутрь рукава горячего воздуха и обдувки наружной поверхности.
Внутреннюю поверхность готовых .рукавов талькируют путем вдувания по рошкообразного талька, затем прово- .дят испытания готовых рукавов.
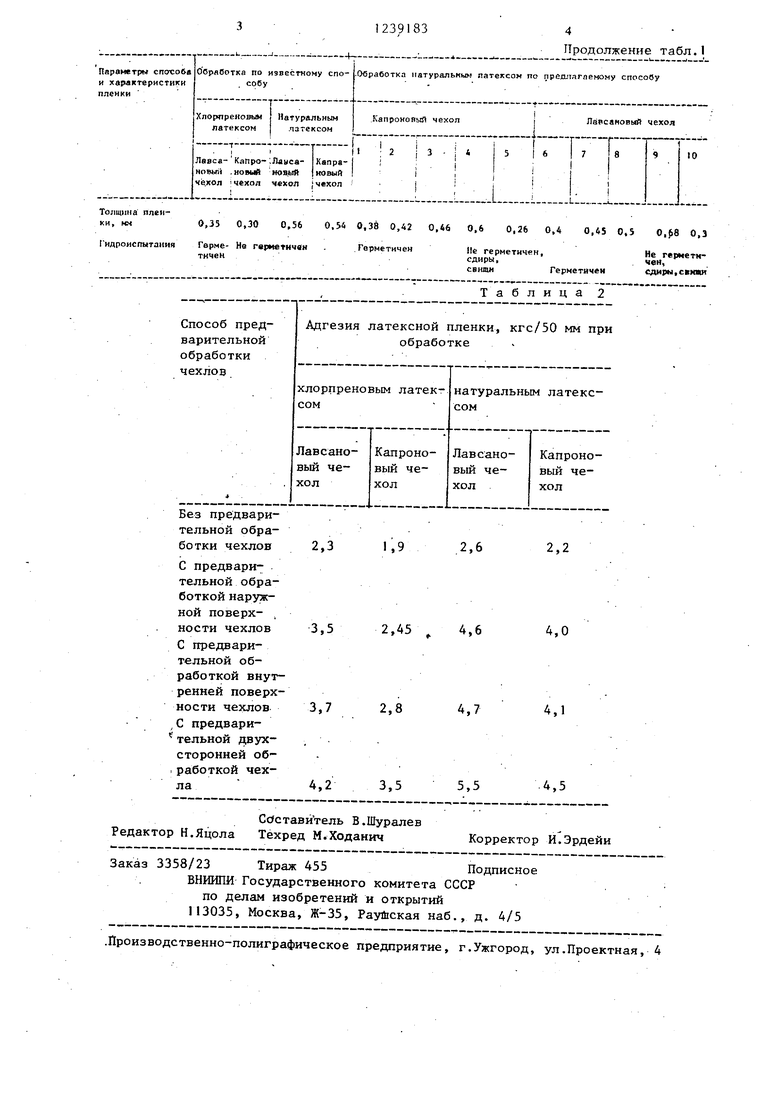
Результаты осуществления способа при различных параметрах приведены в табл.1; показатели адгезии латексной пленки в зависимости от предварительной обработки латексом внешней и внутренней поверхностей чехлов при концентрации латекса 45% - в табл.2.
Таблице Г
2,45 4,6
Без предварительной обра- . ботки чехлов 2,3 1,9 2,6
С предварительной обработкой наружной поверх- , нести чехлов 3,5 С предварительной обработкой внутренней поверхности чехлов 3,7 2,8 4,7 С предварительной двух- , сторонней обработкой чехла 4,2 3,5 5,5
Составитель В.Шуралев Редактор Н.Яцола Техред М.Ходанич
Заказ 3358/23 Тираж 455Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Рауйская наб., д. 4/5
.Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Продолжение табл.I
Таблица 2
2,2
2,45 4,6
2,8 4,7
4,0
4,1
4,5
Корректор И.Эрдейи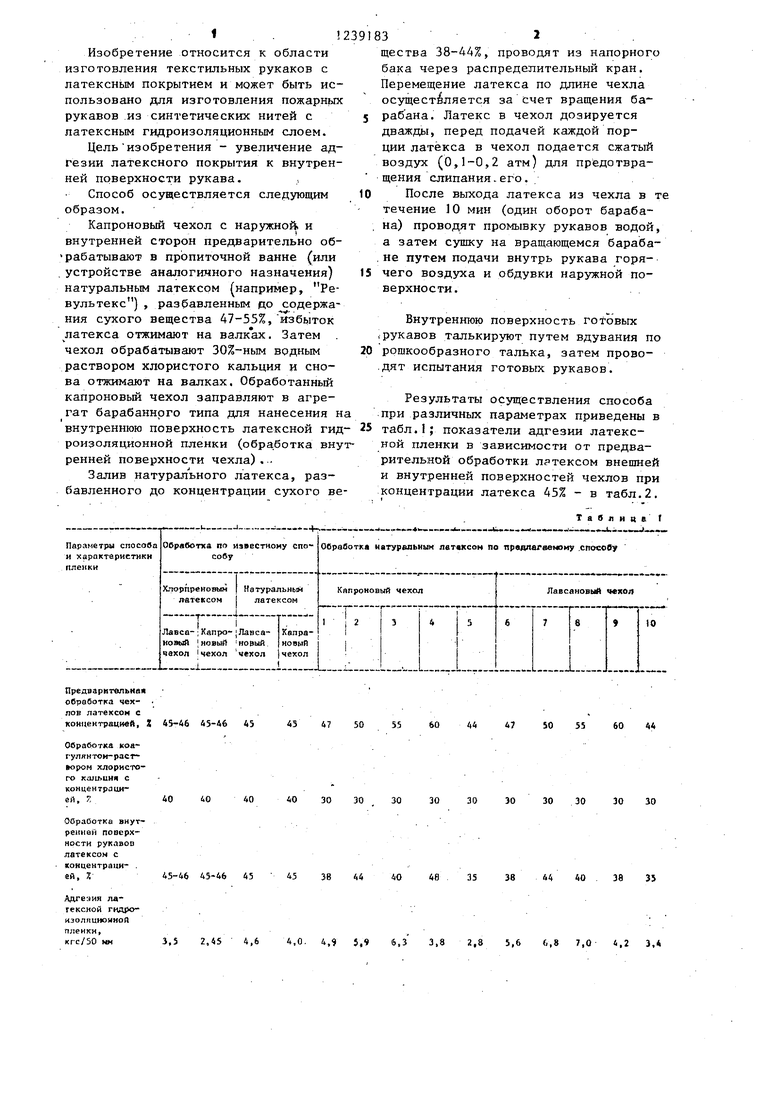
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления пожарного рукава | 1985 |
|
SU1344835A1 |
| Способ получения пожарного рукава | 1981 |
|
SU1041315A1 |
| Способ получения напорного рукава | 1990 |
|
SU1806238A3 |
| Способ получения плоскосворачиваемого напорного рукава | 1987 |
|
SU1659552A1 |
| Способ получения пожарногоРуКАВА | 1979 |
|
SU808567A1 |
| Способ изготовления пожарного рукава | 1988 |
|
SU1533705A1 |
| Способ получения пожарного рукава | 1980 |
|
SU990911A1 |
| Способ получения пожарного рукава | 1977 |
|
SU697544A1 |
| Способ получения пожарного рукава | 1976 |
|
SU585244A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЖАРНОГО РУКАВА | 2002 |
|
RU2208465C1 |
| Способ получения пожарного рукава | 1976 |
|
SU585244A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
