тучнх фракций прелставляет собой конечный продукт.
Пронесс осаждения фосфолипидов ацетоном желательно осуществлять при 10 25° С. Весовое соотношение продукта микробиологической трансформации и ацетона ио прелла гаемому снособу составляет 1 : 5.
В случае использования продуктов микробиологической трансформации в растворе беп3in-ia пли иетролейного эфира в соотиошепил : 1 осаждение фосфолпппдов проводят также ацетоном при соотпошении 1 : 5. Прп этом достигают наиболее нолного отделения фосфолипилов.
Пример 1. К 500 г нефтепродукта микробиологической трансформации, содержащего 30,5% фосфолинидов (с учетом неомыляемых веществ) и 0,2-0,25% белковых веществ, при непрерывном неремещиванпи в течение 30 мин добавляют 2500 г ацетона. Смесь при перемешивании охлаждают до 10° С. Выпавший осадок фосфолииидов и белковых веществ отделяют центрифугированием и получают 168,6 г неочищенного продукта с содержанием фосфолппидов 78%. Жидкую фазу упаривают и с целью повыщеиия температуры вспьпики иолучаемой технологической смазки подвергают частичиой дистилляции при 27-45°С и оста|очиом давлении 3 мм рт. ст.
При этом получают 310,0 г техиолог11ческой смазки (образец I) с темиературой вспышки 220° С.
П рц м е р 2. 500 г иефтеиродукта микробиологической трансформации с тем же исходным содержанием белковых веществ и фосфол::1цидов растворяют в 500 г петролейного эфира (фракция петролейного эфира 40-70° С) и при перемешиваиии добавляют 2500 г ацетона в течение 10 мии. Выпавший осадок отделяют декантацией и получают 165,1 г сырых фосфолипидов в смеси с белковыми веществами е солержапием фосфолииилов 85%. После уиаривапия растворителей i листилляции легко.петучих веществ ири 50-100 С и сстаточиом давлении 100 мм рт. ст. получают 320 г технологической смазки (образец 2) е температурой вспышки 225° С.
Отличительной особенностью получаемых иролуктов является практическое отсутствие (следы) белковых веществ и сиижение еолержания фоссролипидов ло 3 5%. Такое содержание фосфолипидов и белковых веществ ие ирепятствует образованию водомасляной с.меси НЛП эмульсий п способствует получен П() технологической смазки с хоропщми физикохимическими показателями.
Оеновиые физико-химические иоказатели предлагаемой смазки в сравиеиии с известными техиологическим : смазками и исход и)1м продуктом микробиологической трансформации привел,ены в табл. 1.
Т а блица 1

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения смазки для холодной и тепловой обработки металлов давлением | 1978 |
|
SU763456A1 |
| Способ получения смазки для холодной и теплой обработки металлов давлением | 1976 |
|
SU652203A2 |
| Способ регенерации маслосодержащих производственных отходов | 1980 |
|
SU979496A1 |
| Способ получения смазки для обработки металлов | 1976 |
|
SU626115A1 |
| СМАЗКА ДЛЯ МЕТАЛЛИЧЕСКИХ ФОРМ | 1991 |
|
RU2020066C1 |
| Способ обезвреживания отходов производства | 1989 |
|
SU1698579A1 |
| "Смазочно-охлаждающая жидкость для холодной обработки металлов давлением "Легвин" | 1990 |
|
SU1766953A1 |
| Технологическая смазка для горячей прокатки металлов | 1979 |
|
SU891753A1 |
| Смазка для отделения изделия от формы | 1979 |
|
SU1014720A1 |
| Смазочно-охлаждающая жидкость для холодной прокатки стальных листов | 1978 |
|
SU771146A1 |
Оиределеиие смазочных и техиологических свойств смазок на основе образцов 1 и 2 произведено иа стаие 180/400X370 ЦППИЧМ при прокатке полос стали 08 кп размером 0,5Х X100X300 мм прп постоянной установке валков. Предварительная нагартовка полос -
75%. Для ириближеиия к промышлеппым условиям валки стана пологревают до 70° С. образиы иолос стали - ло 220° С.
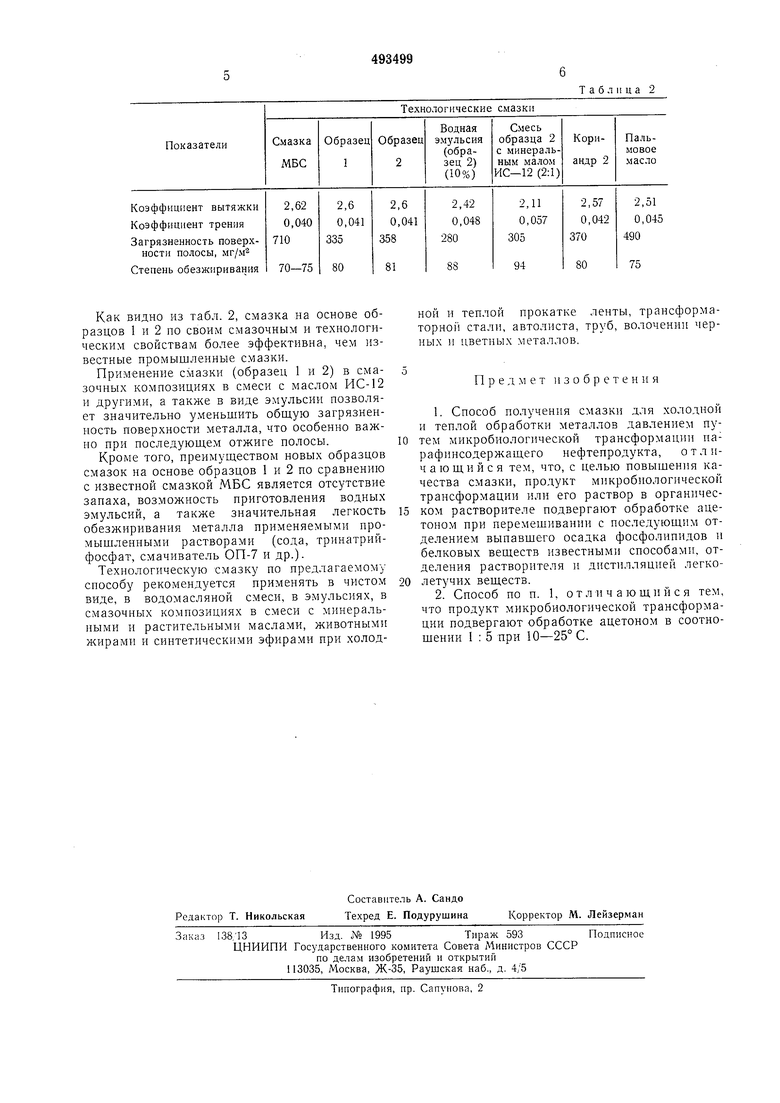
Результаты исследования емазочпых и техпологических свойств смазок па основе образцов 1 и 2 в сравнении с наиболее употребительиыми смазками приведены в табл. 2.
Как видно из табл. 2, смазка на основе образцов 1 и 2 по своим смазочным и технологическим свойствам более эффективна, чем известные промышленные смазки.
Применение смазки (образец 1 и 2) в смазочных композициях в смеси с маслом ИС-12 и другими, а также в виде эмульсии позволяет значительно уменьшить общую загрязненность поверхности металла, что особенно важно при последующем отжиге полосы.
Кроме того, преимуществом новых образцов смазок на основе образцов 1 и 2 по сравнению с известной смазкой МБС является отсутствие запаха, возможность приготовления водных эмульсий, а также значительная легкость обезжиривания металла применяемыми промышленными растворами (сода, тринатрийфосфат, смачиватель ОП-7 и др.).
Технологическую смазку по предлагаемому способу рекомендуется применять в чистом виде, в водомасляной смеси, в эмульсиях, в смазочных композициях в смеси с минеральными и растительными маслами, животными жирами и синтетическими эфирами при холодТаблица 2
ной и теплой ирокатке ленты, трансформаторной стали, автолиста, труб, волочении черных и цветных металлов.
Предмет изобретения
