1
Изобретение относится к обработке металлов давлением и может быть использовано при производстве тонкостенных цилиндрических изделий.
Известно устройство для поперечной раскатки высокоточных цилиндрических оболочек, включающее корпус, в котором помещена обойма, состоящая из сепаратора с телами качения и двух колец, одно из которых установлено стационарно в корпусе устройства, а другое связано с механизмом для настройки обоймы на необходимый размер, а также базовый стакан, сухари-съемники и механизм перемещения корпуса.
Однако раскатываемые с помощью указанного устройства трубки требуют отжига перед процессом раскатывания, а поворот устройства при отводе его из рабочего положения и возвращении в исходное положение производят вручную.
С целью исключения отжига заготовок, получения заготовок без окисной пленки, увеличения степени деформации раскатываемого металла и обеспечения автоматического режима работы (предлагаемое устройство снабжено размещенным в нестационарном кольце раскатной обоймы индуктором с приводом его перемещения в виде силового цилиндра и механизмом поворота корпуса, выполненным в виде зубчатого сектора, закрепленного на корпусе коаксиально щтоку силового цилиндра механизма подъема корпуса и связанного с ним зацеплением приводного зубчатого сектора, закрепленного на станине, при этом нестационарное кольцо выполнено с расточкой.
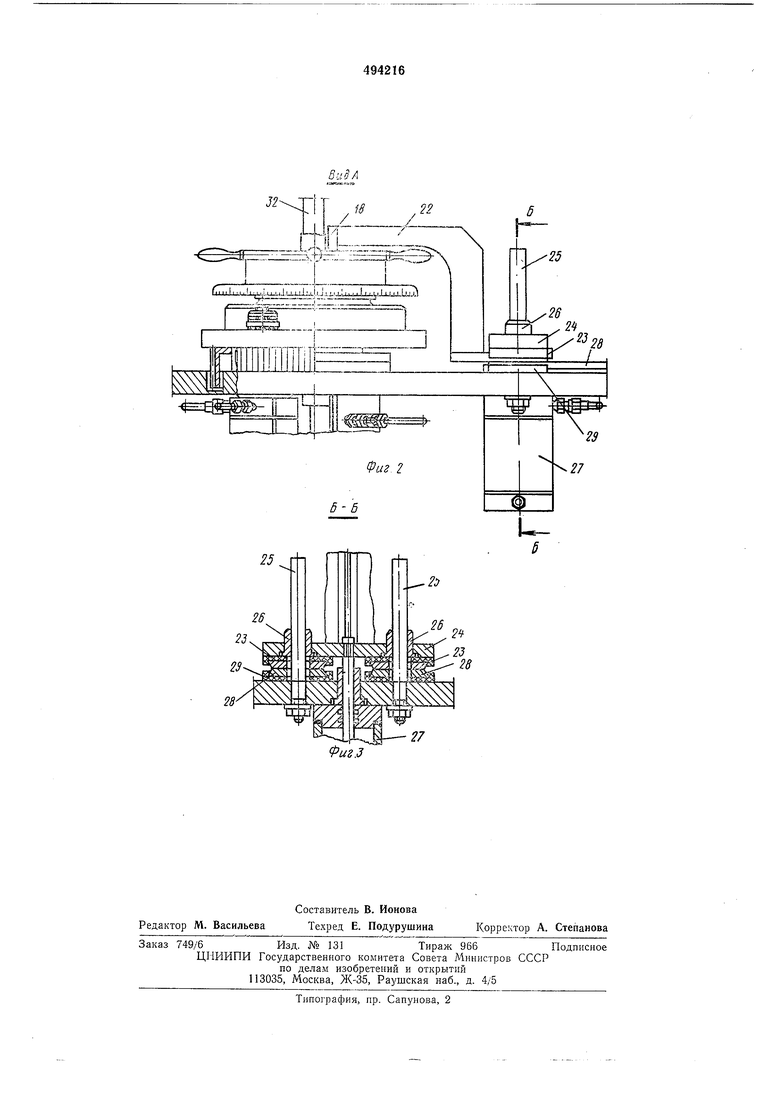
На фиг. 1 показано устройство, продольный
разрез; на фиг. 2 - вид по стрелке А на
фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 2.
В расточке корпуса 1 посредством кольца 2
закреплена катущка 3 электромагнита. Зазор между катущкой 3 и нестационарным кольцом 4 раскатной обоймы заполнен диэлектриком 5. В верхней внутренней полости базового стакана 6 закреплены кольцо 7,
обойма 8 с катущкой 9 электромагнита, сухари-съемники 10 с пружиной 11 и прижимная гайка 12. На столе 13 (под фланцем корпуса устройства) закреплен обратный клапан 14, соединенный с подводящим защитный
газ трубопроводом 15.
К торцовой (нижней) поверхности корпуса 1 соосно с осью щтока гидроцилиндра 16 прикреплен зубчатый сектор 17, утопающий в расточке стола 13.
В расточке нестационарного кольца 4 раскатной обоймы с зазором помещен индуктор 18, к которому прикреплено уплотнение 19. На нижнем выступе корпуса устройства навинчена гайка 20, посредством которой прикреплено уплотнение 21. Индуктор 18 припаян к шипам 22, которые посредством колодок 23, выполненных из диэлектрика, прикреплены к плите 24, имеющей возможность перемещаться по колоннам 25, закрепленным на столе 13, с помощью направляющих втулок 26. Привод осуществляется от гидроцилиндра 27. Подвод электроэнергии к индуктору обеспечивается шинами 28, прикрепленными к столу 13 колодками 29, выполненными из диэлектрика. Индуктор, с целью охлаждения, изготовлен полым для обеспечения циркуляции охлаждающей жидкости.
Кроме того, устройство содержит гидроцилиндр 30, расположенный диаметрально гидроцилиидру 16, зубчатый сектор 31 с приводом его перемещения, входящий в зацепление с зубчатым сектором 17, оправку 32 и вращающийся центр 33.
Устройство работает следующим образом.
Раскатная оправка 32 с закрепленной на ней раскатываемой цилиндрической оболочкой поджата вращающимся центром 33 и движется поступательно, вращаясь с необходимым числом оборотов. Катушки 3 и 9 электромагнитов обесточены. Обратный клапан 14 открыт, обеспечивая подачу защитного газа от трубопровода 15 через каналы корпуса 1 в зону раскатывания. Участок раскатываемой цилиндрической оболочки, охватываемой редутором 18, разогревается до необходимой температуры и, достигнув тел вращения (шаров), претерпевает пластическую деформацию. В результате происходит утончение толщины стенки заготовки. Когда край раскатываемой оболочки достигает выступов сухарей-съемников 10, подается напряжение на катушку 9, а сухари-съемники 10 получают движение вверх до упора в наружную поверхность расКотной оправки 32. раскатная оправка получает движение вверх, а раскатная цилиндрическая оболочка остается на месте, происходит автоматический съем раскатанной цилиндрической оболочки с раскатной оправки.
Одновременно от гидроцилиндров 16 и 30 получают движение вверх с одинаковой скоростью корпус устройства 1 и индуктор 18 до крайнего верхнего положения. В результате прекращается поступление защитного газа и питание индуктора электроэнергией. В поднятом положении между индуктором и верхней поверхностью устройства должен иметь место
зазор, необходимый для осуществления поворота устройства вокруг оси штока гидроцилиндра 16. Поворот устройства происходит автоматически посредством зацепления сектора 17 с сектором 31, имеющим привод. Раскатная оправка должна быть полностью выведенной из устройства, а катушка 3 находится под напряжением.
После удаления раскатанной цилиндрической оболочки в бункер-тару посредством вращающегося центра 33 и закрепления заготовок на раскатной оправке (в это время катушка 9 обесточивается), устройство возвращается в рабочее положение и закрепляется на базовом стакане 6 посредством гидроцилиндров 16 и 30.
Одновременно индуктор 18 заводится в рабочую зону, раскатная оправка 32 с закрепленной цилиндрической оболочкой быстро
0 подводится к телам качения (шарам), обесточивается катушка 3, и раскатная оправка 32 получает врашение и рабочую подачу. При закреплении устройства на базовом стакане обратный клапан открывается от нажатия
5 торцем фланца корпуса 1, обеспечив поступление защитного газа в зону раскатки и т. д.
Формула изобретения
0 Устройство для поперечной раскатки высокоточных цилиндрических оболочек, включающее корпус, в котором помещена обойма, состоящая из сепаратора с телами качения и двух колец, одно из которых устаиовлено стационарно в корпусе устройства, а другое связано с механизмом регулировки для настройки обоймы на необходимый размер, а также базовый стакан, сухари-съемники и механизм перемещения корпуса, включающий силовой
0 цилиндр, отличающееся тем, что, с целью сокращения технологического цикла, повышения качества и обеспечения автоматического режима работы, оно снабжено размещенным в нестационарном кольце раскатной обоймы
5 индуктором с приводом его перемещения в виде силового цилиндра и механизмом поворота корпуса, выполненным в виде зубчатого сектора, установленного в корпусе коаксиально штоку силового цилиндра и связанного с
ним зацеплением приводного зубчатого сектора, закрепленного на станине, при этом нестационарное кольцо выполнено с расточкой.
R
11 . ГЛ I„
fi,,,,,,,,,,,,,,I,mini,i,,,,:,.,.1,.1,||Г
„zi irctj
rJ
/5-5
rh
Фиг.з
lU
.
2:}
27
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для поперечной раскатки высокоточных цилиндрических оболочек | 1973 |
|
SU527221A1 |
| Устройство для поперечной раскатки высокоточных цилиндрических оболочек | 1977 |
|
SU725762A2 |
| КОЛЬЦЕРАСКАТНЫЙ АВТОМАТ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖЕЙ | 1998 |
|
RU2139163C1 |
| УСТРОЙСТВО ДЛЯ РАСКАТКИ ГИБКИХ КОЛЕС ВОЛНОВОЙ ПЕРЕДАЧИ | 1993 |
|
RU2063289C1 |
| СТАНОК ДЛЯ РАСКАТКИ ТРУБ | 2018 |
|
RU2702526C1 |
| Инструментальный узел ковочного пресса | 1990 |
|
SU1701565A1 |
| СТАН ДЛЯ РАСКАТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2679033C1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ МЕТОДОМ ПОВЕРХНОСТНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ | 1994 |
|
RU2082591C1 |
| Устройство для раскатки | 1977 |
|
SU829275A1 |
| УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ И РАСКАТКИ КРУГЛЫХ ОТВЕРСТИЙ | 2004 |
|
RU2263554C2 |