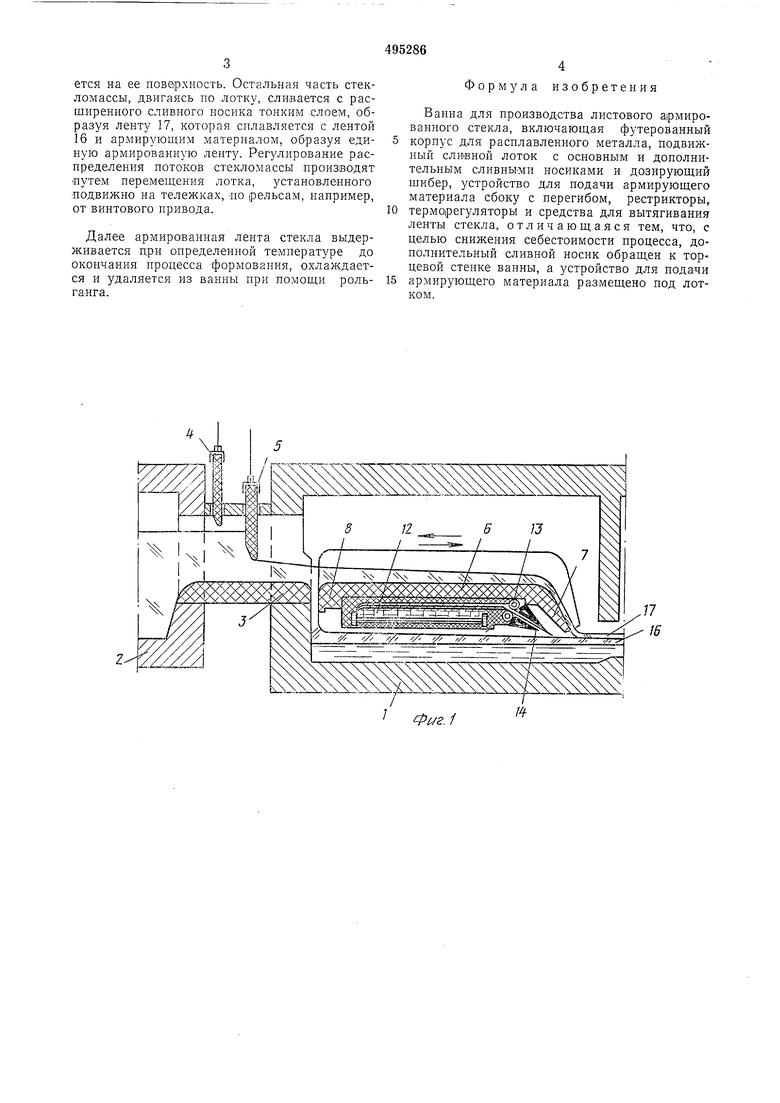
ется на ее повархность. Остальная часть стекломассы, двигаясь по лотку, сливается с расширенного сливного носика тонким слоем, образуя ленту 17, которая сплавляется с лентой 16 и армирующим материалом, образуя единую армированную ленту. Регулирование раснределения потоков стекломассы производят путем перемещения лотка, установленного ПОДВИЖНО на тележках, по рельсам, например, от винтового привода.
Далее армированная лента стекла выдерживается при определенной температуре до окончания процесса формования, охлаждается и удаляется из ванны при помощи рольгаяга.
Формула изобретения
Ванна для производства листового армированного стекла, включающая футерованный корпус для расплавленного металла, подвижный сливной лоток с основным и дополнительным сливнЫМи носиками и дозирующий щибер, устройство для подачи армирующего материала сбоку с перегибом, рестрикторы, терморегуляторы и средства для вытягивания ленты стекла, отличающаяся тем, что, с целью снижения себестоимости процесса, дополнительный сливной носик обращен к торцевой стенке ванны, а устройство для подачи армирующего материала размещено под лотком.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления листового армированного стекла | 1974 |
|
SU487853A1 |
| Устройство для изготовления армированного стекла | 1981 |
|
SU952775A1 |
| СПОСОБ ПРОИЗВОДСТВА ФЛОАТ-СТЕКЛА | 2001 |
|
RU2203229C2 |
| Устройство для подачи стекломассы в ванну с расплавленным металлом | 1974 |
|
SU487852A1 |
| Устройство для изготовления армированного проволокой листового стекла | 1972 |
|
SU1020001A3 |
| СПОСОБ ПРОИЗВОДСТВА НЕПРЕРЫВНОЙ ЛЕНТЫ | 1968 |
|
SU220883A1 |
| СПОСОБ ПРОИЗВОДСТВА ФЛОАТ-СТЕКЛА | 1998 |
|
RU2149838C1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1969 |
|
SU242072A1 |
| Устройство для получения листового стекла | 1989 |
|
SU1689309A1 |
| Способ производства листового стекла и устройство для его реализации | 1975 |
|
SU555802A1 |

Ф(г.1
1ШМ1
10
Фиг. 2
