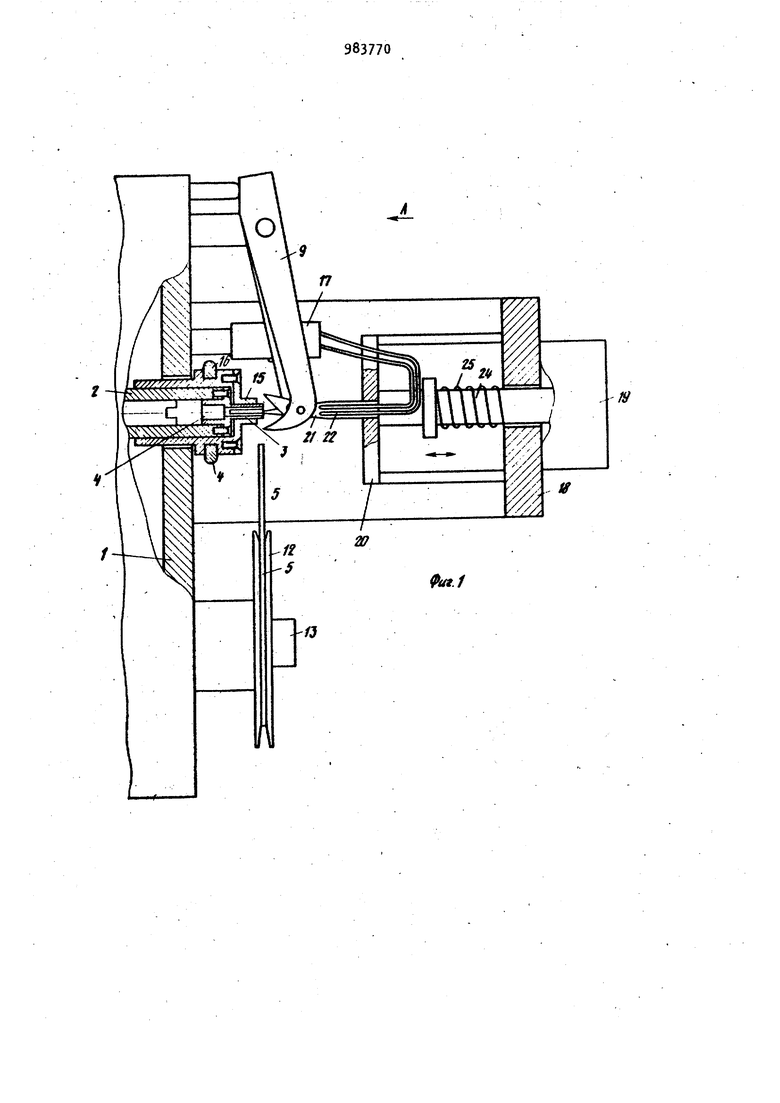
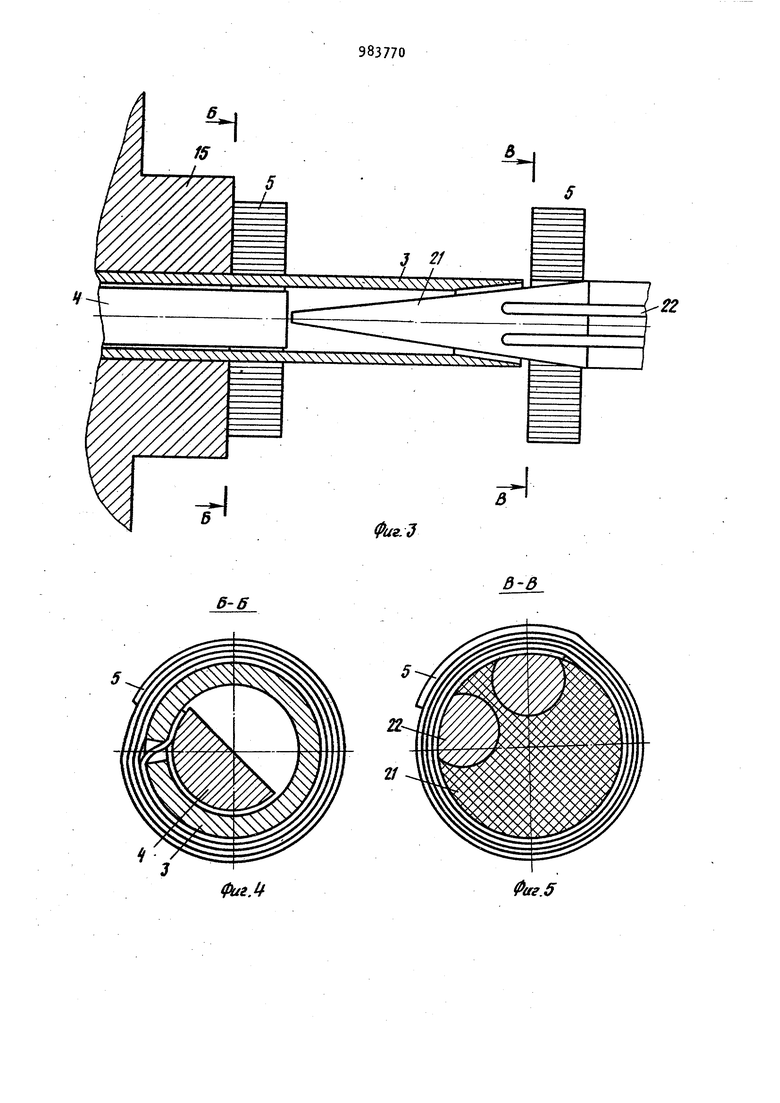
-Изобретение относится к техноло гическому оборудованию для изготойления трансформаторов и может быть и пользовано в- электротехнической и ра диоэлектронной промышленности. Известно устройство для изготовления витых ленточных магнитопровог дов, содержащее намоточную оправку с фигурным пазом для заправки ленты, установленную в шпинделе, соосно расположенную заднюю бабку, механизм резки ленты и заправки, ее в оправку, механизм прижима ленты, механизм закре1гления наружного витка на навитом магнитопроводе и щекусталкиватель. В намоточной оправке перпендикулярно к образующей поверхности выполнено отверстие, в котором установлен редец Г1. Недостаток устройства заключается в том, что внутренний виток магнйтрпровода, изготовленного на этом устройстве, остается незакрепленным, вследствие чего требуется дополнительная операция по приварке внутреннего витка, что значительно увелйчиваеГ общую трудоемкость изготовления магнитопровода. Оставить внутренний виток незакрепленным нельзя, так как в процессе эксплуатации витки магнитопровода начинают вибрировать и плотность навивки ослаб1Пяется . Псад действием вибрации витков происходит искажение эксплуатационных параметров трансформатора и преждевременный выход его из строя из-за пробоя изоляции. Кроме того, для изготовления магнитопроводов на этом устройстве требуется повышенный расход , так как после навивки магнитопроводё заправочный конец отрезается и выбрасывается, Если лента тонкая, то зачастую вместе с заправочным концом отрезаются еще несколько внутренних витков, так как отрегулировать нож на резку Только заправочного конца сложно. 3 Наиболее близким по технической сущности к изобретению является уст ройство для навивки ленточных магнитопроводов, содержащее намоточную оправку , установленную в гнезде приводного шпинделя, механизмы заправки ленты в оправку, отрезки ленты и закрепления наружного витка навитого магнитопровода. Намоточная оправка подпружинена и установлена в гнез де приводного шпинделя с возможность осевого перемещения. Против оправки со стороны ее торца расположен магазин с калибровочными оправками и пресс для запрессовки оправок в навитый магнитопровод. После навивки магнитопровода при остановленном шпинделе производится приварка и отрезка ленты. Затем вклю мается пресс, шток которого, двигат яс-ь в сторону оправки, упирается в калибровочную оправку и, продолжая свое движение, запрессовывает калибровочную оправку в магнитопровод, одновременно выпрессовывая из магнитопровода навивочную оправку. После перепрессовки шток возвращается в исходное положение. Навитый магнитопровод с калибровочной оправкой свободно падает, после чего цикл повторяется Г2 . Однако и это устройство также не выполняет полный технологический цикл изготовления магнитопроводов. Навитые магнитопроводы представляют собой полуфабрикат. Для завершени изготовления магнитопровода кроме обжига и выпрессовки калибровочной оправки, так же, как и для описанного устройства, необходимо закре пить внутренний виток.ленты, образующий магнитопровод, для чего требуется выполнить дополнительную операцию, значительно увеличивающую об1дую трудоемкость изготовления магнитопроводов и его стоимость. Целью изобретения является расши рение технологических возможностей путем обеспечения закрепления внутреннего витка магнитопровода. Указанная цель достигается тем, - что устройство содержит электроды для приварки :Внутреннего витка магнитопровода, установленные на цилинд рической части иглы, и выталкиватель установленный на шпинделе с возможностью возвратно-поступательного перемещения вдоль оси шпинделя. 70 Кроме -того, устройство содержитдва переключателя, при этом электроды связаны с источником тока через один переключатель, установленный, с возможностью контактирования с толкателем, а механизм возвратнопоступательного перемещения связан с источником тока через второй переключатель, установленный с возможностью контактирования с механизмом заправки ленты. На фиг. 1 изображен общий вид устройства, вид сбоку в разрезе; на фиг. 2 - вид А-на фиг. 1 ; на фиг. 3 - магнитопроводы в ПОЗИЦИ навивки и сварки; на фиг. Ч - сечение Б-Ь на фиг. 3; на фиг. 5 сечение В-В на фиг. 3; на фиг. 6 - электрическая схема устройства. Устройство содержит корпус 1, на котором закреплены шпиндель 2 с намоточной оправкой 3, имеющей зажим 4 для фиксирования ленты 5, механизм 6 заправки с прикрепленным к нему нажимным упором 7 для взаимодействия с переключателем 8, механизм 9 отрезки, механизм 10 закрепления наружного витка, электроконтактныи датчик 11, катушка 12, установленная на оси 13, и направляющий ролик 14. На шпинделе 2 подвижно установлен выталкиватель 15, соединенный с механизмом осевого перемещения {не показан) и имеющий бурт 16 для взаимодействия с переключателем 17. Со стороны торца намоточной оправки 3 установлен кронштейн 18 с прикрепленными к нему механизмом возвратно-поступательного перемещения .(электромагнит) 19, выполненным в виде электромагнита, и неподвижНЫМ упором 20. В отверстии .неподвижного упора свободно расположен конец штока (якоря),выполненного в виде игл.ы 21, направленного в торец оправки и несущего на своей цилиндрической поверхности электроды 22, электрически соединенные через переключатель 17 и трансформатор 23 с источником тока. Шток (якорь) 2 подпружинен пружиной 25. Устройство работает следующим образом. Ленту 5 с катушки 12 подводят к механизму 6 заправки череЗ направляющий ролик 14. При включении командоаппарата (не показан) происходит последовательно срабатывание механизмов устройства. Механизм 6 заправки подает конец ленты в прорезь намоточной оправки 3, Зажим поворачивает вокруг своей оси и фиксирует лен ту, после чего включается привод шпинделя 2 и оправка начинает вращать ся, навивая на себя ленту. При достижении навитым магнитопроводом заданного размера срабатывае,т электроконтактный датчик П и навивка прекращается. Механизм 10 закрепления наружного витка приваривает гюследний виток к магнитопроводу, а механизм 9 отрезки отрезает ленту. Затем зажим J поворачивается в обратную сторону, освобождая заправочный конец ленты и выталкиватель 1Ь, перемещаясь вдоль оправки, сталкивает навитый магнитопровод с навивочной оп равки и при своем дальнейшем движении напрессовывает магнитопровод на иглу 21. При этом деформированный зажимом заправочный конец ленты расправляется иглой и плотно прижимается к магнитопроводу и к электродам 22 В конце своего движения выталкиватель 15 своим буртом 1б нажимает -на переключатель 17, который подает напряжение на электроды 22 через тран сформатор 23. Происходит сварка внутреннего витка магнитопровода. Затем сбрасыватель возвращается в исходное положение. , При подаче механизмом заправки кон ца ленты в прорезь оправки для навивки следующего магнитопровода нажимной упор 7 включает переключатель 8 который подает питание к электрома ниту 19. Шток (якорь) 2, перемещая ясь,; сжимает пружину 25 и втягивает за собой иглу. Находящийся на игле магнитопровод неподвижным упором 2й сталкивается с иглы и падает. Механизм заправки, возвращаясь в исходное положение, освобождает пере лючатель 8, который отключает питание от электромагнита. Под действием пружины шток (якорь) с иглой возвращаются в исходное положение.-Далее цикл работы повторяется. Технико-экономические преимущества предлагаемого устройства заключа9806 ются в,том, что, в .сравнении с известным устройством, оно обеспечивает значительное повышение производит;ельности труда по изготовлению магнитопроводов и Одновременное повышение качества изготавливаемых магнитрпроводов. Формула изобретения 1.Устройство для.изготовления витых ленточных магнитопроводов, содержащее намоточную оправку, установленную в шпинделе, механизм заправки ленты, механизм 1закрепления наружного витка магнитопровода и механизм возвратно-поступательного перемещения, конец, штока вывыпрлнен в виде иглынаправленной в торещ намоточной оправки, и расположен в отверстии-упора, отличающееся тем, что, с целью расширения технологических возможностей путем обеспечения закрепления внутреннего витка магнитопровода, оно содержит электроды для лриварки внутреннего витка, установленные на цилиндрической части иглы, и выталкиватель, установленный на шпинделе с возможностью возвратно-поступательного перемещения вдоль оси шпинделя.: 2.Устройство по п. 1, о т л и чающееся тем, что, с целью повышения производительности, оно содержит два переключателя, при этом электроды связаны, с, источником тока через один переключатель, установленный с возможностью контактирования с толкателем, а механизм возвратно-поступательного перемещения связан с источником тока через второй переключатель, установленный с воз/можностью контактирования с механизмом заправки ленты. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР К i 90196, кл. Н 01 F itl/Oa, 1У7. . 2.Авторское свидетельство СССР N 235188, кл. Н 01 F , 1967.
Ш

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления витых ленточных магнитопроводов | 1983 |
|
SU1121710A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВИТЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 1999 |
|
RU2152659C1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1978 |
|
SU942178A1 |
| Автомат для навивки ленты на оправку | 1977 |
|
SU684627A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ВИТЫХ ЛЕНТОЧНЫХ МАГНИТОНРОВОДОВ | 1969 |
|
SU235188A1 |
| УСТРОЙСТВО для ФОРМОВКИ МАГНИТОПРОВОДОВ'-ПЛТЕЯТКО" ? лICII | 1970 |
|
SU270058A1 |
| Устройство для изготовления витыхлЕНТОчНыХ МАгНиТОпРОВОдОВ | 1979 |
|
SU847383A1 |
| Устройство для намотки ленточных магнитопроводов | 1981 |
|
SU960979A1 |
| Механизм зажима ленты к устройству для изготовления витых ленточных магнитопроводов | 1983 |
|
SU1163370A1 |
| Устройство для навивки ленточных магнитопроводов | 1985 |
|
SU1304097A1 |


Фаг.5
Фаг. 6
