тируют с боковыми повераностями рабочих элементов 5.
Поверхности элементов 6, обращеннБВЭ к выправляемой заготовке Л, имеют в плане криволинейный контур, радиус кривизны которого равен радиусу кривизны аналогичных поверхностей рабочих эле мен™ тов 5.
В исходном состоянии пуансон 9 находится в верхнем положении Пружинами 8 правильные элементы 5 и 6 сведены к оси штампа. /
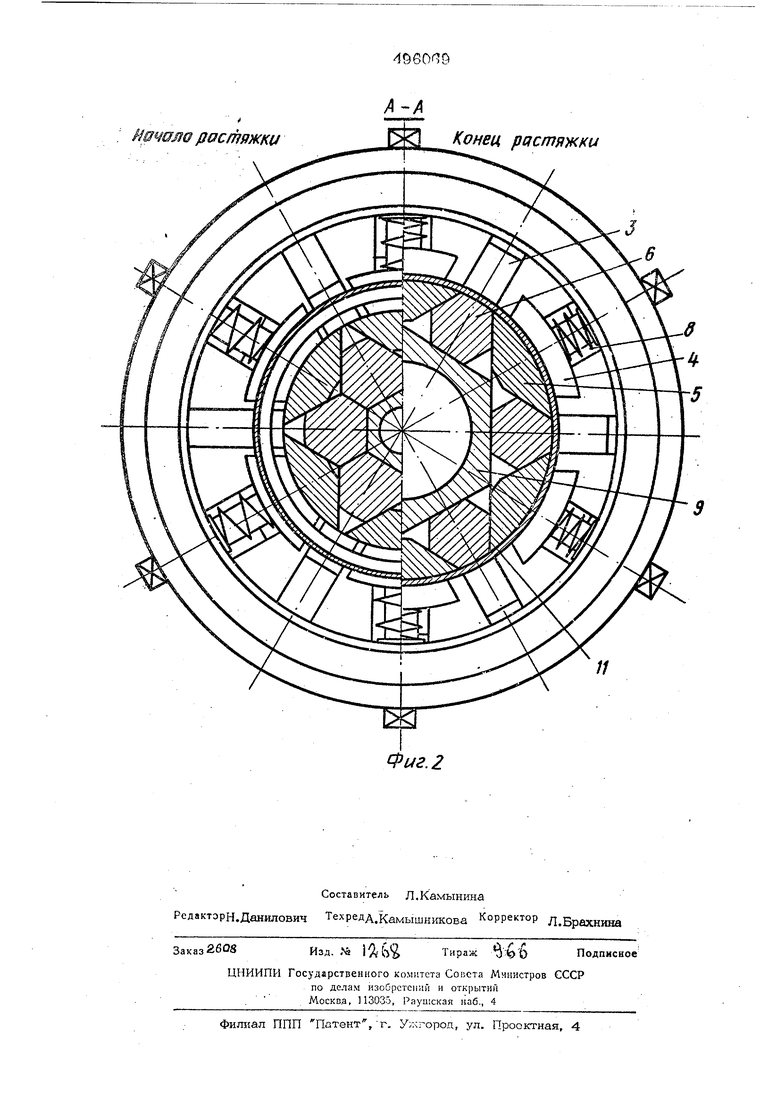
Выправляемая заготовка 11 размещаетч .ся на торцовых поверхностях секторов 4 вокруг-.- правильных элементов 5 н 6,
Под действием усилия пресса пуайсон 9 перемещается вниз, BCiynaeT наклонной поверхностью в контакт с аналогичными поверхностями дополнительных элементов 6, вызывая перемещение элементов в р& диальных направлениях до направляющим пазам опорной плиты 1. При осевом перемешении дополнительные элементы 6 боковы/ми поверхностями воздействуют на боковы поверхности рабочих элементов 5 с секторами 4, перемешая сектора в радиальных направлениях по направлявшим пазам опор ной плиты 1.|
В свою очередь рабочие элементы 5 при перемещении заходят во внутреннюю кольцевую проточку кольцевой заготовки 11 и растягивают ее. Скорость переметения дополнительных элементов 6 больше скорости перемещения рабочих элементов 5, поэтому в конце растяжки дополнитель-
ные элементы 6 полностью заходят в зао
I зоры между рабочими элементами 5, а криволинейные поверхности элементов 5 и 6, обращенные к выправляемой заготовке 11, образуют цилиндрическую поверхность в плане замкнутый кольцевой контур ( между элементами в, ijiponecce правки полностью отсутствуют зазоры)..
По оконнании правки пуансон 9 вместе с траверсой пресса перемещается вверх, а элементы 5 и 6 под действием пружив 8 секторов 4 возвращаются в исходное положечие в кольцевая деталь 11 удаляется из штампа.
Формула изобретени
Штамп для правки кольцевых заготовок растяжением, содержащий опорную плиту с йаправляющими пазами, в которых усте новлены секторы с правильными элементами, корпус, охватывающий опорную пли ту и снабженный пружинами возврата секторов, а также одвижный конический пуан сон, установленный на оси штампа между секторами, отличающийся тем, что, с целью повышения точности изготовления кольцевых заготовок, он снабжен размещенными в зазорах между пуансоном и правильными элементами дополнительными правильными элементами в количестве, равном количеству основных,
при этом поверхности дополнительных элементов, обращенные к выправляемому изделию; выполнены криволинейными сparдиусом кривл1зны, равным радиусу кривизны аналогичных поверхностей основных правил ных элементов. . . Коней, 9
Фиг. 1 растяжки Конец
иг.2 рс стяжки
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для правки кольцевых заго-TOBOK | 1979 |
|
SU829289A1 |
| Штамп для растяжки кольцевых заготовок | 1975 |
|
SU556868A1 |
| Шштамп для правки кольцевых заготовок растяжением | 1974 |
|
SU496070A1 |
| Штамп для растяжки кольцевых заготовок | 1975 |
|
SU547256A1 |
| Штамп для формовки внутренних выступов в трубчатой детали | 1982 |
|
SU1117102A1 |
| Штамп для обработки пакета заготовок | 1979 |
|
SU776916A1 |
| Штамп для обжима трубчатых заготовок | 1986 |
|
SU1388153A1 |
| Способ правки длинномерных заготовок с плоскими поверхностями | 1990 |
|
SU1779430A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ВЫПУКЛЫХ ДЕТАЛЕЙ ДВОЙНОЙ КРИВИЗНЫ ИЗ ОВАЛЬНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 1992 |
|
RU2053035C1 |
| Штамп для изготовления конусных деталей | 1983 |
|
SU1139550A1 |