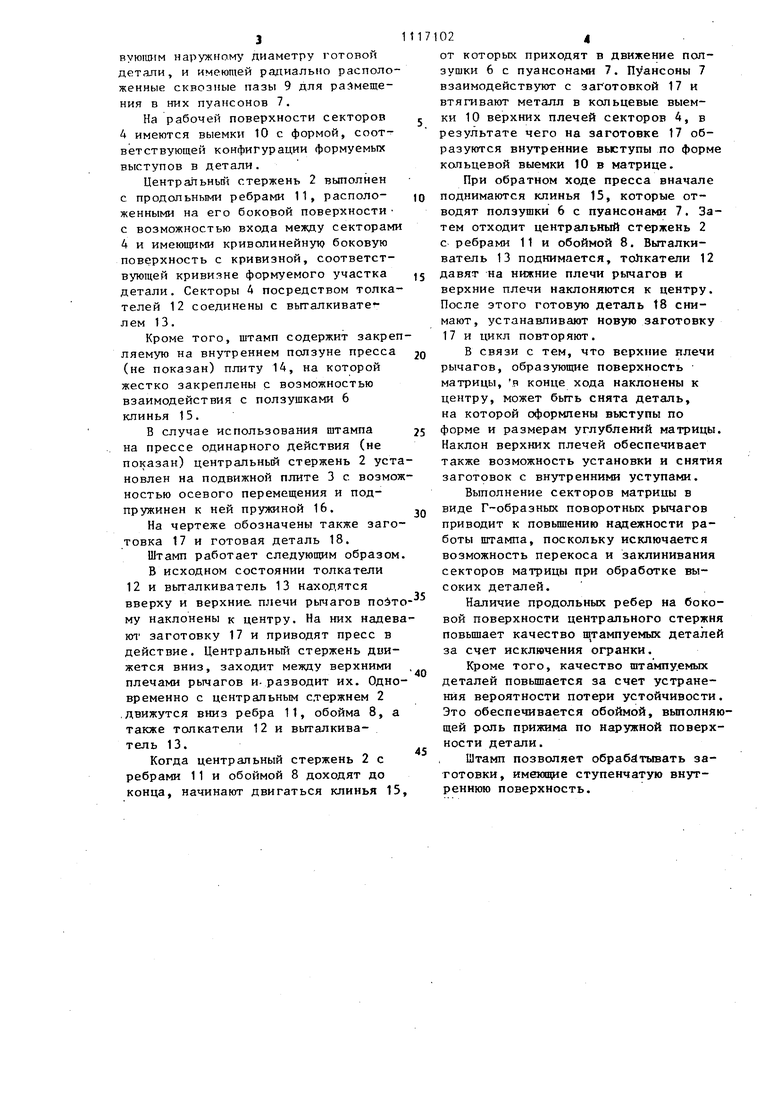
1 Изобретение относится к обработке металлов давлением и относится к штамповой оснастке. Известен штамп для формовки крль цевого выпуклого бурта в полой дета ли, содержащий установленную с возможностью поворота под действием подвижной части штампа матрицу, выполненную с кольцевой канавкой и продольными окнами, соответствующими по форме и количеству формуемым буртам, а также пуансон 1 . Однако данный штамп позволяет из готавливать детали с буртом на наружной поверхности и не пригоден дл обработки деталей с буртом на внутренней поверхности. Наиболее близким по технической сущности и достигаемому результату к изобретению является штамп для фо мовкл кольцевого вогнутого бурта в трубчатой детали, содержащий неподв ную плиту, на которой установлены составная матрица, состоящая из коаксиапьно расположенных между собой центрального стержня и кольцевых секторов, на рабочей поверхности которых имеется кольцевая выемка с формой соответствующей конфигураЦ1П формуемого бу|)та в детали, и по зушки с деформирующими пуансонами, рабочая поверхность которых соответ ствует конфигурадии бурта а также подвижную плиту, несущую клинья, установленные с возможностью взаимо действия с ползушками 2. Недостатком известного штампа является низкая надежность его рабо ты, обусловленная возможностью пере косов и заклинивания секторов матри Целью изобретения является повыш ние надежности в работе штампа за счет исключения перекосов секторов матрицы. Указанная цель достигается тем, что в штампе для формовки внутренни пьг-тупов в трубчатой детали, содерж щем неподвижную плиту, на которой установлены составная матрица, состоящая из коаксиально расположенны между собой центрального стержня и кольцевых секторов, на рабочей поверхности которых имеются выемки, форма которых соответствует конфигу радаи. формуемых выступов в детали, и ползушки с деформируюа ими пуансонами, рабочая поверхность которьк с ответствует конфигурации формуемых 022 элементов, а также подвижную плиту, несущую клинья, установленные с возможностью взаимодействия с ползушками, секторы матрицы вьтолнены в виде Г-образных рычагов, установленных с возможностью поворота в радиальных плоскостях вокруг осей, жестко закрепленных на неподвижной плите, и центральный стержень жестко связан с подвижной плит:ой. Кроме того, центральный стержень выполнен с продольными ребрами, расположенными на его боковой поверхности с возможностью входа между секторами и имеющими криволинейную наружную поверхность с кривизной, соответствующей кривизне формуемого участка детали. При этом штамп снабжен жестко закрепленной на подвижной плите коаксиально центральному стержню обоймой с внутренним диаметром, соответствуюгцим наружному диаметру готовой детали, и имеющей радиально расположенные сквозные пазы для размещения в них деформируюших пуансонов. Центральньй стержень установлен на подвижной плите с возможностью осевого перемещения и подпружинен к ней. На фиг. 1 изображен предлагаемый штамп, продольный разрез (слева от оси симметрии щтамп показан в исходном состоянии, справа - в закрытом положении); на фиг. 2 - вариант штампа при использовании его на прессе простого действия; на фиг. 3 - разрез А-А на фиг. 1. Штамп содержит неподвижную плиту 1 , на которой установлены составная матрица, состоящая из коаксиально расположенных между собой центрального стержня 2, жестко закрепленного на подвижной плите 3, и кольцевых секторов 4, вьшолненных в виде Г-образных рычагов, установленных с возможностью поворота в радиальных плоскостях вокруг осей 5, жестко закрепленных на неподвижной плите 1, и ползушки 6 с деформирующими пуансонами 7, рабочая поверхность которых соответствует конфигурации формуемых элементов. На подвижной плите 3, закрепляемой на наружном ползуне пресса (не показан), жестко закреплена коаксиально центральному стержню 2 обойма 8 с внутренним диаметром, соответст3 наружноьту диаметру готовой детали, и имеющей радиалыю располо женные сквозные пазы 9 для размещения в них пуансонов 7, На рабочей поверхности секторов 4 имеются выемки 10 с формой, соответствующей конфигурации формуемых выступов в детали. Центральньй стержень 2 вьшолнен с продольными ребрами 11, расположенными на его боковой поверхности с возможностью входа между секторам 4 и имеющими криволинейнук боковую поверхность с кривизной, соответствующей кривизне формуемого участка детали. Секторы А посредством толка телей 12 соединены с выталкивателем 13. Кроме того, штамп содержит закре ляемую на внутреннем ползуне пресса (не показан) плиту 14, на которой жестко закреплены с возможностью взаимодействия с ползушками 6 клинья 15. В случае использования штампа на прессе одинарного действия (не показан) центральный стержень 2 уст новлен на подвижной плите 3 с возм ностью осевого перемещения и подпружинен к ней пружиной 16. На чертеже обозначены также заг товка 17 и готовая деталь 18. Штамп работает следующим образо В исходном состоянии толкатели 12 и выталкиватель 13 находятся вверху и верхние плечи рычагов под му наклонены к центру. На них наде ют заготовку 17 и приводят пресс в действие. Центральньш стержень дви жется вниз, заходит между верхними плечами рычагов и-разводит их. Одн временно с центральным с.тержнем 2 .движутся вниз ребра 11, обойма 8, также толкатели 12 и выталкиватель 13. Когда центральный стержень 2 с ребрами 11 и обоймой 8 доходят до конца, начинают двигаться клинья 1 024 от которых приходят в движение ползушки 6 с пуансонами 7. Пуансоны 7 взаимодействуют с заготовкой 17 и втягивают металл в кольцевые выемки 10 верхних плечей секторов 4, в результате чего на заготовке 17 образуются внутренние выступы по форме капьцевой выемки 10 в матрице. При обратном ходе пресса вначале поднимаются клинья 15, которые отводят ползушки 6 с пуансонами 7. Затем отходит центральный стержень 2 с ребрами 11 и обоймой 8. Выталкиватель 13 поднимается, тойкатеяи 12 давят на нижние плечи рычагов и верхние плечи наклоняются к центру. После этого готовую деталь t8 снимают, устанавливают новую заготовку 17 и цикл повторяют. В связи с тем, что верхние плечи рычагов, образующие поверхность матрицы, я конце хода наклонены к центру, может бьп-ь снята деталь, на которой оформпены выступы по форме и размерам углублений матрицы. Наклон верхних плечей обеспечивает также возможность установки и снятия заготовок с внутренними уступами. Вьшолнение секторов матрицы в виде Г-образных поворотных рычагов приводит к повьппению надежности работы штампа, поскольку исключается возможность перекоса и заклинивания секторов матрицы при обработке высоких деталей. Наличие продольных ребер на боковой поверхности центрального стержня повьпвает качество штампуемых деталей за счет исключения огранки. Кроме того, качество штампуемых деталей повьшается за счет устранения вероятности потери устойчивости. Это обеспечивается обоймой, вьтолняющей роль прижима по наружной поверхности детали. Штамп позволяет обрабатывать заготовки, имеющие ступенчатую внутреннюю поверхность.
И
// /
/35 фиг.Г
Фие.2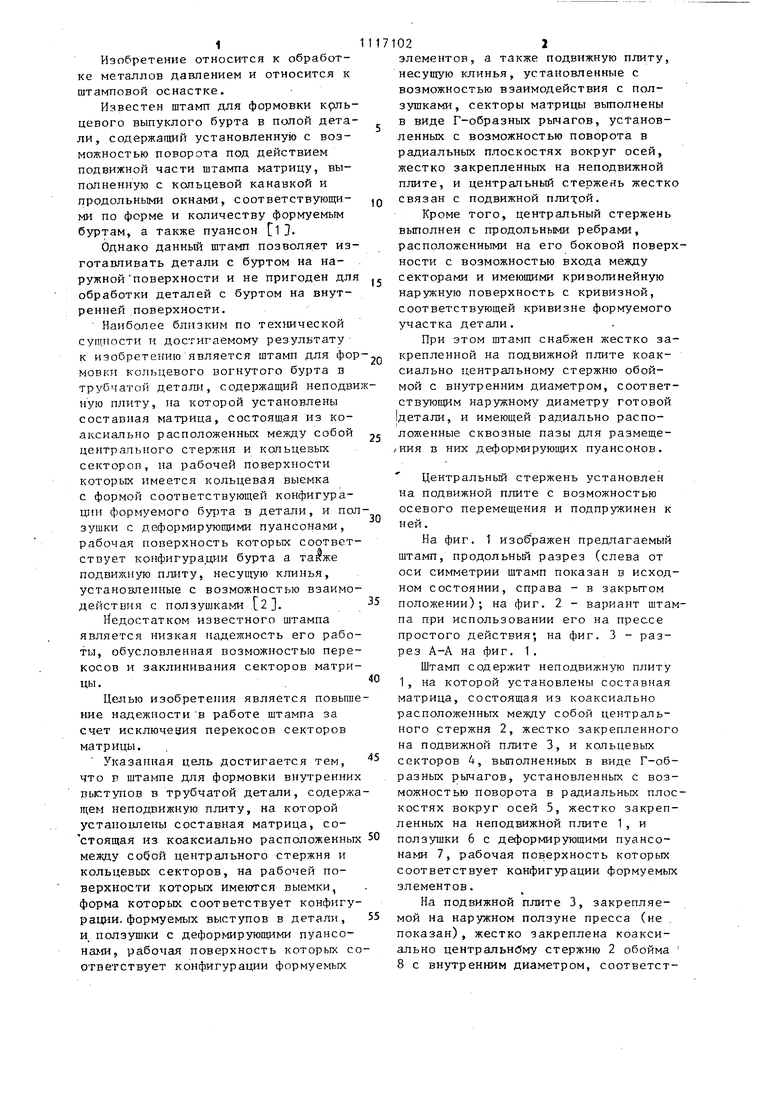
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2000 |
|
RU2193940C2 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Штамп для чистовой вырубки | 1977 |
|
SU662207A1 |
| Штамп для обжима трубчатых заготовок | 1986 |
|
SU1388153A1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| Штамп для формования заготовок типа стакана | 1975 |
|
SU579864A3 |
| Штамп для вытяжки | 1986 |
|
SU1362541A1 |
| Штамп совмещенного действия для изготовления полых деталей из листовых заготовок | 1983 |
|
SU1131576A1 |


1. ШТАМП ДЛЯ ФОРМОВКИ ВНУТРЕННИХ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ, содержащий неподвижную плиту, на которой установлены составная матрица, состоящая из коаксиально расположенных между собой центрального стержня и кольцевых секторов, на рабочей поверхности которых имеются выемки, форма которых соответствует конфигурации формуемых выступов в детали, и ползушки с деформирующими пуансонами, рабочая пове)хность которых соответствует конфигурации формуемых элементов, а также подвижную плиту, несущую клинья, установленные с возможностью взаимодействия с ползушками, отличающийся тем, что, с целью повышения надежности его в работе за счет исключения перекоса секторов матрицы, секторы матрицы выполнены в виде Г-образных рьиагов, установленных с:возможностью поворота в рациалънък плоскостях вокруг осей, жестко закрепленных На неподвижной плите, а центральный стержень жестко связан с подвижной плитой. 2.Штамп ПОП.1, отличающ и и с я тем, что центральный стержень выполнен с продольными ребрами, расположенными на его боковой поверхности с возможностью входа между секторами и имеющими криволинейную наружную поверхность с кривизной, соответствующей кривизне формуемого участка детали. (Л 3.Штамп ПОП.1, отличающ и и с я тем, что он снабжен жестко закрепленной на подвижной плите, 0 коаксиально центральному стержню в обоймой с внутренним диаметром, сьответствующим наружному диаметру готовой детали, и имеющей радиальйо расположенные сквозные пазы для раз«Vl мещения в них деформирующих пуансонов. О 4.Штамп по п.1, отличаюю щий с я тем, что центральный стержень установлен на подвижной плите. с возможностью осевого перемещения .и подпружинрн к нёП,
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ШТАМП ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ ТИПА КОЛПАЧКОВ | 0 |
|
SU236409A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Энер, Кайзер, Вьфубные, гибочные и вытяжные штампы | |||
| М.-Л., Машгиз, 1961, с | |||
| Мяльно-трепальный станок для обработки тресты лубовых растений | 1922 |
|
SU200A1 |
| Поршень для воздушных тормозов с сжатым воздухом | 1921 |
|
SU188A1 |
