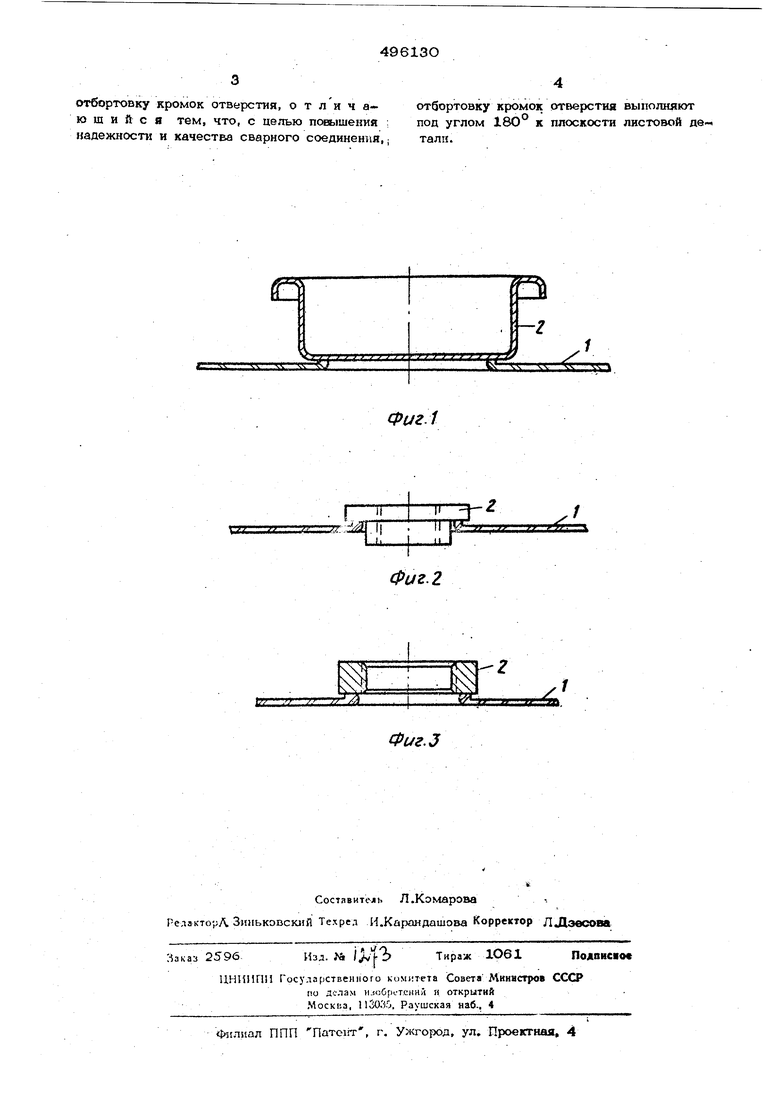
Изобретение относится к сварочной технике и может быть использовано при кинтактной рельефной сварке. Известен способ подготовки рельефа под контактную сварку, преимуществ нно листе- вой детали с отверстием, при котором выпо няют отбортовку кромок отверстия. Однако известный способ характеризует- ся недостаточной жесткость ю получаемо о рельефа, что сказывается на надежности и . качестве сварного соединейия, особенно ;при сварке деталей из листового материала малой толщины и низкой твердости (медь, латунь). Целью изобретения является повышение надежности и улучшение качества сварного соединения. Для этого отбортовку кромой отверстия выполняют под углом 180° к плоскости листовой детали, в результате чего получается жесткий рельеф, жесткость которого обеспечивается за счет двойной толщины листа. Изобретение пояснено чертежами. На фигурах 1, 2 и З.ггриведены вариан ты сварного соединения с рельефами, выполненными согласно изобретению, На листовой детали 1, подлежащей 1тактной рельефной сварке с другой деталькз 2, вьшолняют отбортовку кромок отверстия на одном штампе, а затем на другом штампе осаживают отбортовку под углом 18О°, в результате чего по периметру отверстия I образуется рельеф, толщина которого равк-а двойной толшинзэ листовой детали. Затем соединяемые детали устанавлива- I ют в электроды сварочной машины и осуi ществляют сварку. I При приложении необходимого сварочного i усилия к деталям заданный контакт между I деталями сохраняется за счет стойкости рельефа, плотность тока от сварки к сварке . остается постоянной и стабильность качества сварки также постояннаяФормула изобретения Способ подготовки рельефа под контакт ную сварку, преимущественно листовой детаяи с отверстием, при котором выполняют отбортовку кромок отверстия, о т л и ч аю щ и ft с я тем, что, с целью повышения ; надежности и качества сварного соединения,; отбортовку кромок отв ерстия выполняют под углом 18О° к плоскости листовой двтали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной рельефной сварки листа с деталью | 1987 |
|
SU1609578A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ЦЕЛЬНОШТАМПОВАННОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2009 |
|
RU2438823C2 |
| Способ изготовления сложной крупногабаритной цельноштампованной детали из сварной заготовки | 2015 |
|
RU2627082C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ЦЕЛЬНОШТАМПОВАННОЙ ДЕТАЛИ ИЗ СВАРНОЙ ЗАГОТОВКИ | 2013 |
|
RU2578877C2 |
| Прижимной фиксатор профилированной конструкции для лазерной металлообработки | 2019 |
|
RU2722292C1 |
| Способ контактной рельефной сварки | 1988 |
|
SU1620246A2 |
| Способ контактной рельефной сварки | 1987 |
|
SU1518099A1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОЙ ЛИСТОВОЙ ЗАГОТОВКИ ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНОЙ ЦЕЛЬНОШТАМПОВАННОЙ ДЕТАЛИ | 2014 |
|
RU2598064C2 |
| Способ соединения контактной сваркой деталей из разнородных металлов внахлестку | 1990 |
|
SU1815073A1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ ЛИСТОВЫХ ДЕТАЛЕЙ ПО ОТБОРТОВАННЫМ КРОМКАМ | 1992 |
|
RU2031762C1 |
ж:
т
л.
Фиг I
г ,
I F
,iff I ff rrflSS
Фиг. 2
пав.
Фиг.
