Уже известно применение при обработке шеек коленчатых валов снятия стружки способом прошивания, при котором инструмент получает возвратнопоступательное перемещение, а изделие приводится во вращение.
Согласно изобретению, в случае обработки способом прищивки щейки кривошипа коленчатого вала, инструменту одновременно с возвратно-поступательным движением сообщается еще и движение, подобное движению обрабатываемой шейки кривошипа в одинаковом направлении, а изделию сообщают, помимо вращения относительно его оси, также и поступательное перемещение.
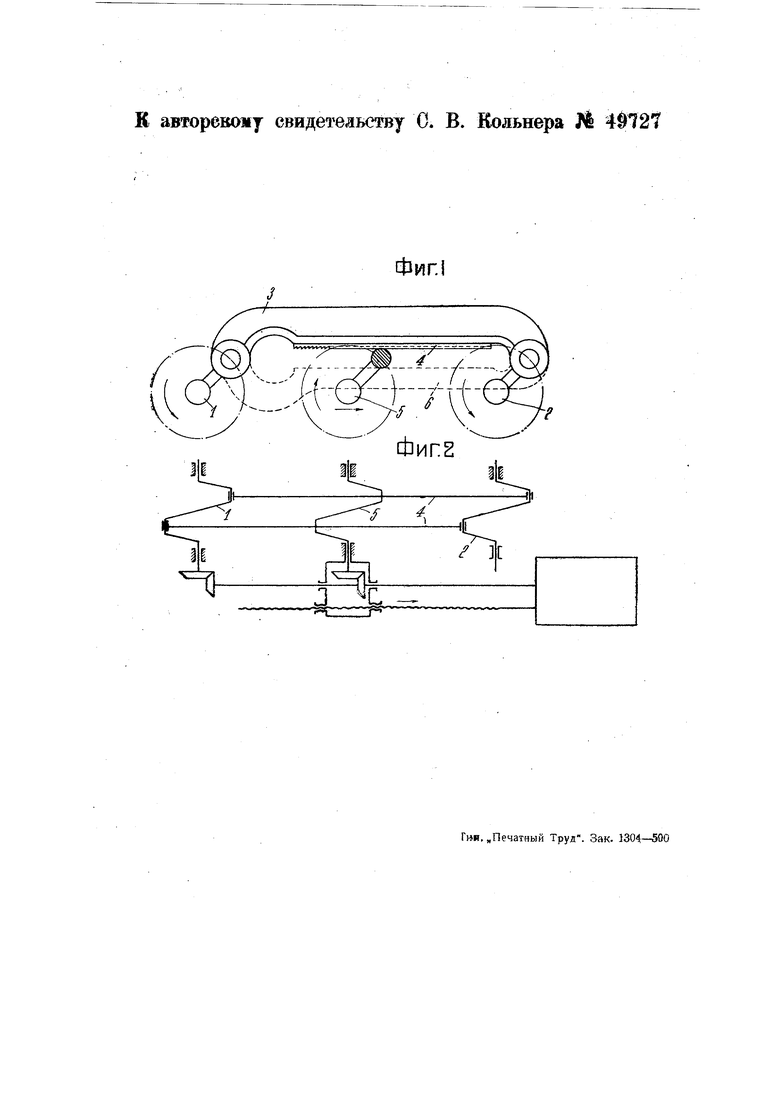
На чертеже фиг. 1 и 2 изображают схему части станка, работающего по предлагаемому способу в двух проекциях.
Два коленчатых вала / и 2, приводимые во вращение обычными передачами от источника энергии, соединенных шейками своих кривощипов шатунами 3, несущими режущий инструментпрошивку с прямыми или косыми зубцами -и профилем, соответствующим профилю обрабатываемых шеек коленчатого вала 5, установленного между коленчатыми валами 7 и 2 станка. Обрабатываемый коленчатый вал .5, укрепленный своими коренными, подшипниками на супорте, получает вращательное движение с угловой скоростью, равной угловой скорости вращения коленчатых валов / и 2 прошивки, а кроме того и поступательное перемещение подачи в продольном направлении. Зубцы прошивки производят снятие металла резанием,, начиная от обдирочной части до калибрующей.
Привод обрабатываемого вала возращение может осуществляться также и шатунами коленчатых валов 7 и 2, несущих прошивку 4; с той целью параллельно прошивке располагается тяга б, охватывающая обрабатываемую шейку кривошийа гладкая направляющая и надетая концами на щейки коленчатых валов 7 и 2 станка.
Предмет изобретения.
Способ прошивки шейки кривошипа коленчатого вала, приводимого при обработке во вращение и обрабатываемого при помощи инструмента, получающего возвратно-поступательные перемещения, отличающийся тем, что инструменту, кроме того, сообщается движение, подобное движению обрабатываемой шейки кривошипа в одинаковом направлении, а изделию сообщают, помимо вращения относительно его оси, также и поступательное перемещение.
Фиг
сЬиг.2
/ 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ КОЛЕНЧАТОГО ВАЛА, ПРИМЕНЕНИЕ ТОКАРНОЙ ОБРАБОТКИ КОЛЕНЧАТОГО ВАЛА И ТОКАРНЫЙ СТАНОК | 2012 |
|
RU2627828C2 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Качающийся суппорт к токарному станку для обработки шатунных шеек коленчатых валов | 1959 |
|
SU133313A1 |
| Устройство для шлифования шеек коленчатого вала | 1983 |
|
SU1144853A1 |
| Приспособление к токарному, шлифовальному и т.п. станку для суперфиниша шеек коленчатого вала | 1941 |
|
SU63035A1 |
| Инструментальная головка для финишной обработки шеек коленчатого вала | 1987 |
|
SU1491668A1 |
| ПРИВОД КООРДИНАТНЫХ ПЕРЕМЕЩЕНИЙ ИСПОЛНИТЕЛЬНЫХ ОРГАНОВ КРУГЛОШЛИФОВАЛЬНОГО СТАНКА С ЧПУ | 1990 |
|
RU2047473C1 |
| Устройство для упрочнения изделий | 1981 |
|
SU998104A1 |
| УСТРОЙСТВО для СУПЕРФИНИШИРОВАНИЯ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1968 |
|
SU231332A1 |
| УСТРОЙСТВО ДЛЯ ПРОТЯГИВАНИЯ | 1988 |
|
RU2028884C1 |