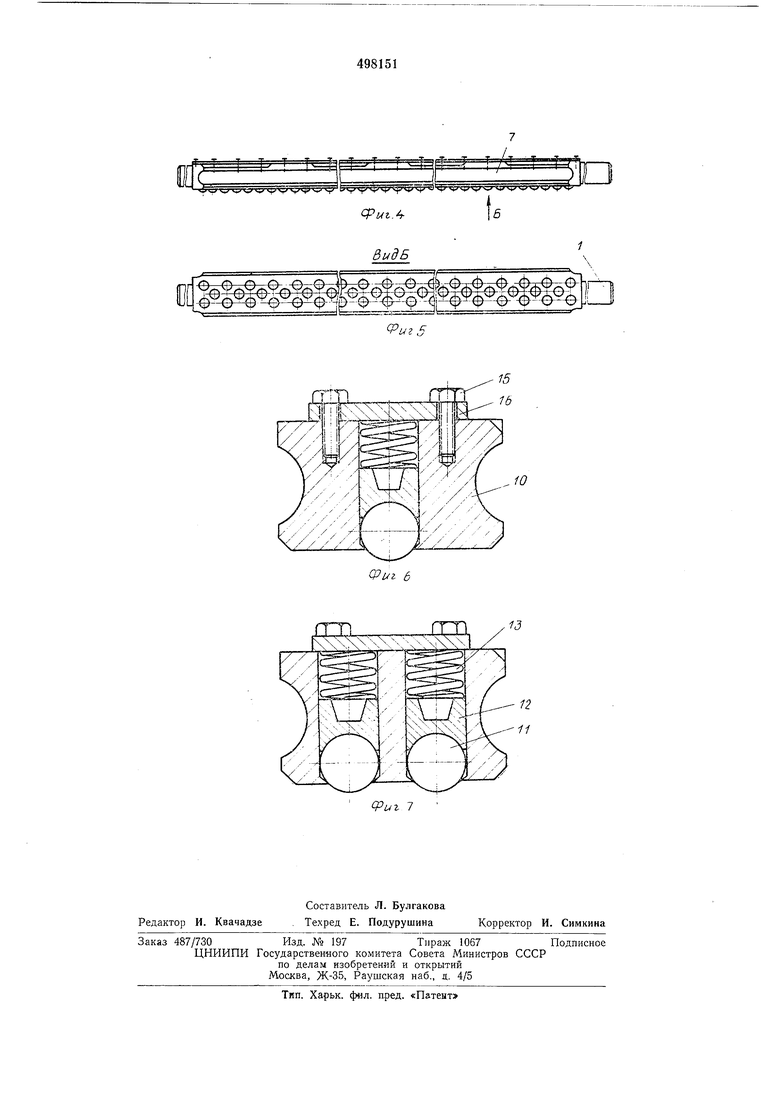
отвращает их от выпадания. Между кассетами установлены нагревательные элементы - теины 14. Сверху к корпусу болтами 15 крепится пластина 16, отжимающая шарики через пружины и порщни в нижнее положение.
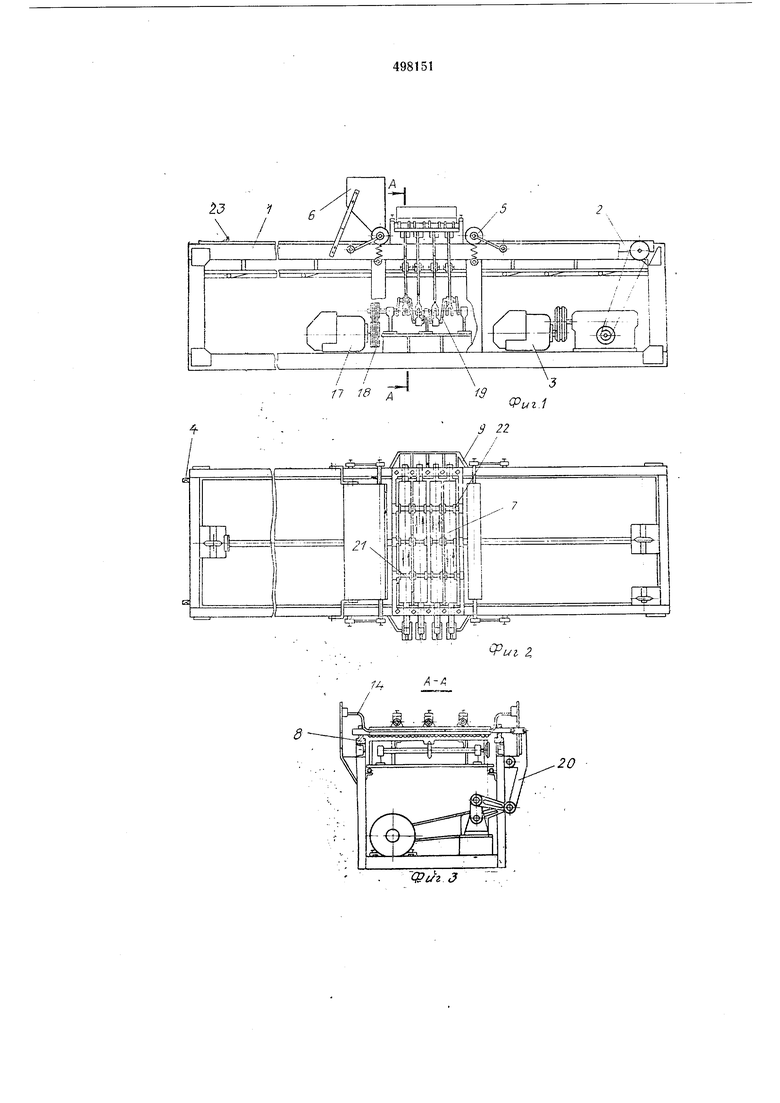
Для иридачи кассетам возвратно-поступательного движения на площадке станины установлен механизм возвратно-постуиательного движения, состоящий из электродвигателя 17, клиноременной передачи 18, коленчатого вала 19 и системы рычагов 20. Причем для уравновещивания сил инерции коленчатый вал выполнен таким образом, что при движении двух крайних кассет в одну сторону, две средние движутся в противоположную сторону. Сверху на станке установлены три жестко связанные со станиной вала 21 с одетыми на них катками 22. При работе станка катки воспринимают часть нагрузки от кассет, чем уменьщают нагрузку на подшипники скольжения, в которых установлены кассеты.
Работает станок следующим образом. Подаваемые на транспортер щиты захватывают цепь транспортера упором 2,3 и продвигают под прижимными вальцами и кассетами, совершающими возв,ратно-поступательное движение. Находящийся перед кассетами прижимной валец наносит порозаполнитель, а шарики кассет,- подогреваел1ые до температуры С, втирают в поры детали иорозаполнитель.
Кроме порозаполнения металлические щарики, обкатываясь по поверхности щитовых деталей с некоторым давлением, сглаживают следы шлифоваиия и уплотняют поверхностный слой. После такой обработки поверхность детали приобретают блеск и высокую чистоту поверхлости.
Расстояние между рядами шариков в кассете, а также расстояние самими кассетами на станке подобра Ы таким образом, чтобы траектории пробегов шариков по поверхности щитов располагались равномерно. Для этой цели также установлена постоянная и равно.мерная скорость транспортера.
Описываемый станок имеет скорость цепи подающего транспортера 2,4 м/мин, скорость вращения вала - 600 . При таких данных на поверхности детали получается ш-есть
равно.мерно расположенных пробегов на один миллиметр длины, чего вполие достаточно для получения хорошего качества поверхности деталей.
Формула изобретения
Станок для нанесения норозаполняющих составов на поверхность мебельных щитов, содержащий станину, прия имные и напосящие вальцы, нагревательные элементы и бункер для по,розаиолнителя, отличающийс я тем, что, с целью повышения качества отделки и повышения производительности труда, за бункером установлеиы кассеты с мехапизмом возвратно-поступательного движения, выполненные в виде прямоугольного металлического корпуса с цилиндрическими отверстиями, заканчивающимися конусностью, в которых размещен металлический шарик, снабженный порщнем и пружиной.
2д
Ь(
/ / -J
17 18 ™ /,к
т)ш;,... -.д..
ы
v
i3
./
иг 2,
(риг J
ВидБ
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ КРОВЕЛЬНОЙ ЩЕПЫ | 1969 |
|
SU257734A1 |
| Древесно-стружечный станок | 2022 |
|
RU2832290C2 |
| СТАНОК ДЛЯ ФАНЕРОВАНИЯ КРОМОК ЩИТОВ | 1972 |
|
SU330953A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ФАНЕРОВАНИЯ КРОМОК ЩИТОВ | 1966 |
|
SU179899A1 |
| СТАНОК ДЛЯ ФРЕЗЕРОВАНИЯ ПРОЛЫСОК И БАНДАЖНЫХ УГЛУБЛЕНИЙ | 1966 |
|
SU216228A1 |
| УСТРОЙСТВО ПОШТУЧНОЙ ПОДАЧИ ПОЛОС ШПОНА | 1973 |
|
SU404618A1 |
| СТАНОК ДЛЯ МНОГООПЕРАЦИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1971 |
|
SU415071A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ЩИТОВ ИЗ КАМЫША ИЛИ СОЛОМЫ | 1930 |
|
SU21436A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ НАПЛАВКИ В ВАКУУЛ1Е | 1972 |
|
SU332998A1 |
| Станок для укладывания карандашных дощечек в стопы | 1958 |
|
SU116730A1 |
ХГЛ
i/г 7
