Известны станки для фрезерования пролысок и бандажных углублений на деревянных деталях, преимущественно опор линий электропередач, содержащие станину, фрезерные головки и механизм подачи.
Цель изобретения - ориентация и базирование инструмента по обрабатываемой детали различных размеров, формы и качества.
Достигается это тем, что станина станка выполнена в виде двух подвижных платформ, соединенных между собой с помощью силового цилиндра, а на каждой платформе перед фрезерными головками и после них смонтированы прижимные и упорные ролики, последние из которых установлены в общей с фрезерными головками плоскости.
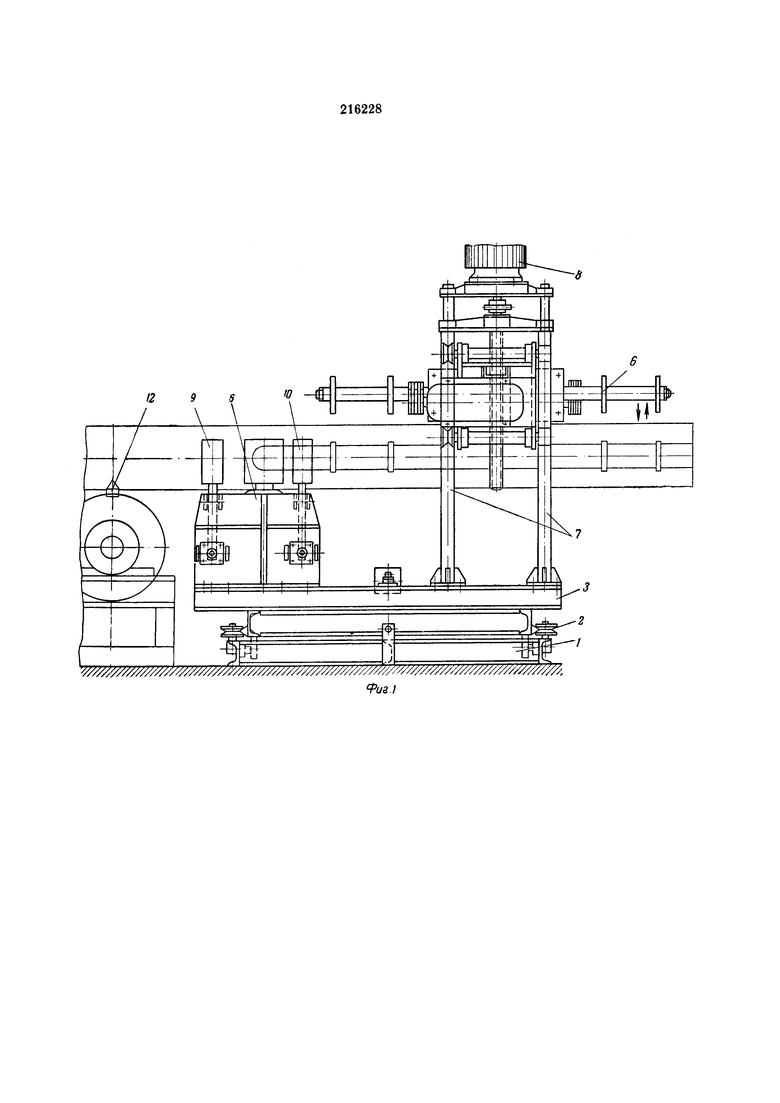
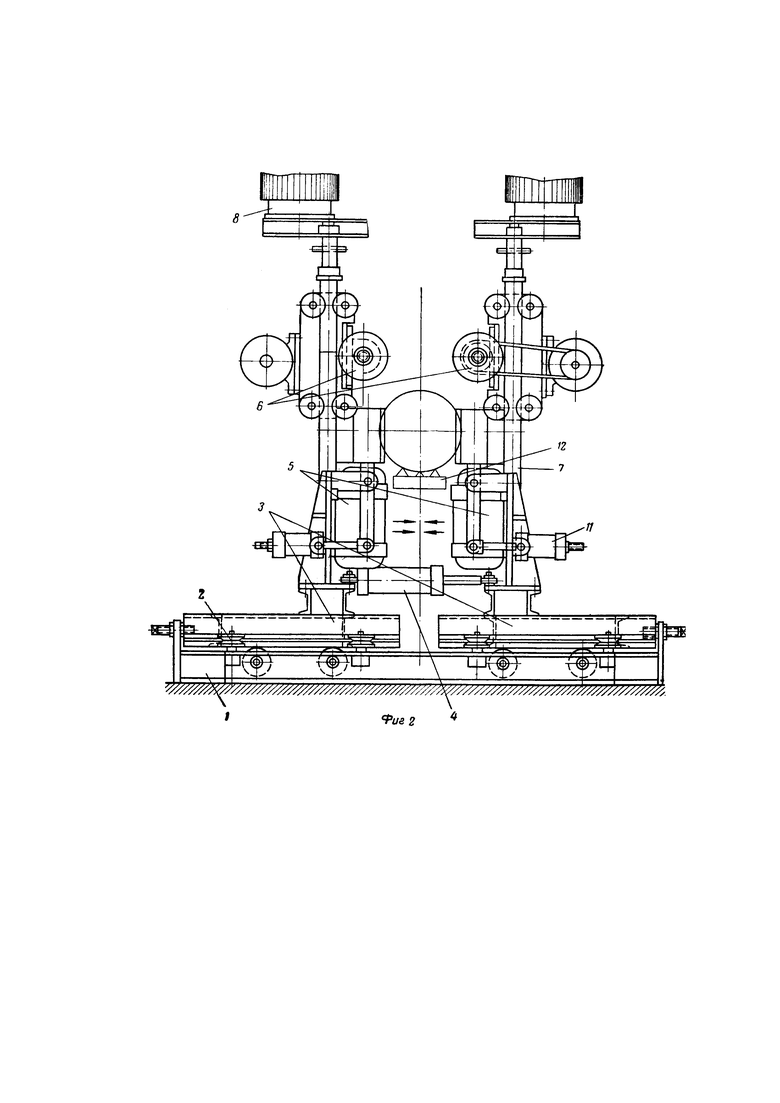
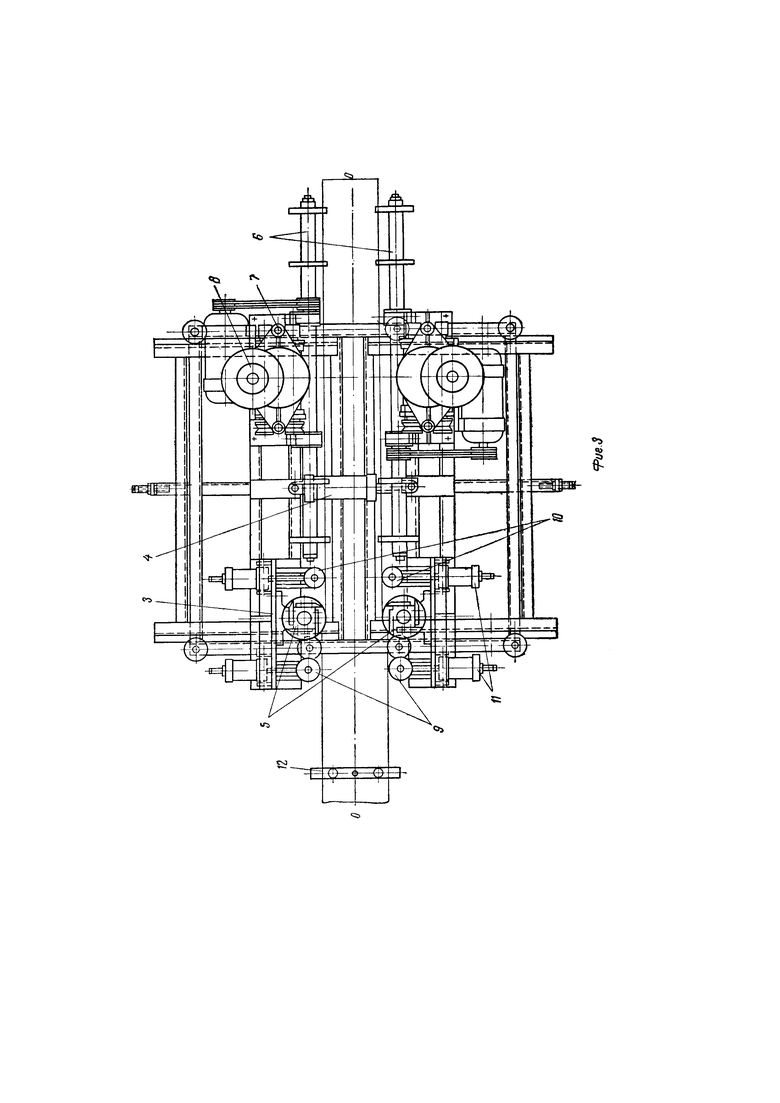
На фиг. 1 изображен предложенный станок, вид спереди; на фиг. 2 - то же, вид сбоку; на фиг. 3 - станок в плане.
На станине 1 станка на катках 2 установлены две подвижные платформы 3, соединенные между собой силовым цилиндром 4. На платформах установлены фрезерные головки 5 и 6 для фрезерования на деталях соответственно пролысок и бандажных углублений. Головки 5 жестко закреплены на платформах. Головки 6 могут возвратно-поступательно перемещаться по направляющим 7 с помощью винтового подъемника 8.
Перед фрезерными головками смонтированы прижимные ролики 9. Они предназначены для прижима детали в момент подачи ее для обработки.
После фрезерных головок в общей с ними плоскости установлены упорные ролики 10. Они предназначены для контроля фрезерования пролысок прямолинейной формы, параллельной геометрической оси О-О′ детали. Отводят ролики 9 и 10 или приближают их к обрабатываемой детали с помощью, пневмоцилиндров 11.
Цепной транспортер 12 подает деталь для обработки.
Станок работает следующим образом.
При подаче детали транспортером 12 платформы 3 сближаются цилиндром 4 и ориентируются относительно продольной оси детали. В случае, если деталь имеет дефекты (кривизну, сбежистость и т.п.), платформы перемещаются в какую-либо сторону в зависимости от кривизны детали или от ее положения на цепном транспортере. Ролики 9 прижимают деталь в момент подачи ее для обработки. Головки 5 формуют на детали пролыски.
Фрезерование пролысок можно производить по методу копирования. В этом случае упорные ролики 10 выключают из работы, и, пролыска повторяет обрабатываемую поверхность.
Зажимные ролики 9 контролируют фрезерование пролысок.
При фрезеровании прямолинейных пролысок, параллельных геометрической оси обрабатываемой детали, после начала фрезерования вводят в работу упорные ролики 10. Зажимные ролики в этот момент отводят от детали, и контроль за фрезерованием пролысок осуществляют упорные ролики.
В случае, если деталь имеет какие-либо дефекты, пролыска не копирует эти дефекты благодаря тому, что упорные ролики установлены в общей с фрезерными головками плоскости.
Пролыски являются базовыми поверхностями для упорных роликов.
Головки 6 установлены с учетом глубины фрезерования бандажных углублений относительно плоскости пролысок. Настройка их осуществляется зажимными роликами 9. Перемещаясь возвратно-поступательно по направляющим 7, головки 6 образуют бандажные углубления на только что сформованных пролысках. В момент фрезерования бандажных углублений продольная подача детали транспортером 12 прекращается. По окончании фрезерования подвижные платформы 3 отводятся от детали силовым цилиндром 4, после чего обработанная деталь заменяется новой.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОШПИНДЕЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК | 1992 |
|
RU2007292C1 |
| ФРЕЗЕРОВАНИЯ ПРОЛЫСОК | 1971 |
|
SU301271A1 |
| Станок для фрезерования пролысок | 1980 |
|
SU852545A2 |
| Станок ручной для снятия фаски | 2020 |
|
RU2735848C1 |
| Агрегат для обработки деревянныхдЕТАлЕй ОпОР лиНий элЕКТРОпЕРЕдАч | 1979 |
|
SU812575A1 |
| Шипорезный станок | 1973 |
|
SU476160A1 |
| Агрегатный станок | 1980 |
|
SU865614A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КРУГЛЫХ ВЕНЦОВЫХ ЧАШЕК В ДЕТАЛЯХ СРУБА | 2007 |
|
RU2336161C1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| КРОМКОФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ СТАНОК | 2023 |
|
RU2819729C1 |
Станок для фрезерования пролысок и бандажных углублений на деревянных деталях, преимущественно опор линий электропередач, включающий станину, фрезерные головки и механизм подачи, отличающийся тем, что, с целью ориентации и базирования инструмента по обрабатываемой детали различных размеров, формы и качества, станина станка выполнена в виде двух подвижных платформ, соединенных между собой с помощью силового цилиндра, а на каждой платформе перед фрезерными головками и после них смонтированы прижимные и упорные ролики, последние из которых установлены в общей с фрезерными головками плоскости.
