1
Изобретение относится к области регулирования процессов прокатки полосы и предназначено для управления скоростью стана холодной прокатки.
По основному авт. св. 279552 известно устройство для автоматического управления скоростью механизмов стана холодной прокатки, обеспечивающее максимальный темп переходных процессов стана (разгона и торможения). Однако в таком устройстве величина второй производной задания скорости, создаваемого этим устройством, теоретически имеет неограниченно большую величину, т. е. осциллограмма задания скорости имеет вид ломаной кривой без сглаживания сопрягающих участков. Такой вид кривой задания скорости вызывает рывки механизмов прокатного стана, затрудняющие управление им и повышающие динамические нагрузки на механизмы.
Для ограничения второй производной скорости и улучшения качества управления станом в предлагаемом устройстве в цепь обратной связи усилителя с ограничением выходного напряжения, входящего в задатчик скорости, включен узел диодов, емкостей и сопротивлений, ограничивающий темП нарастания напряжения на выходе усилителя и не препятствующий снижению напряжения.
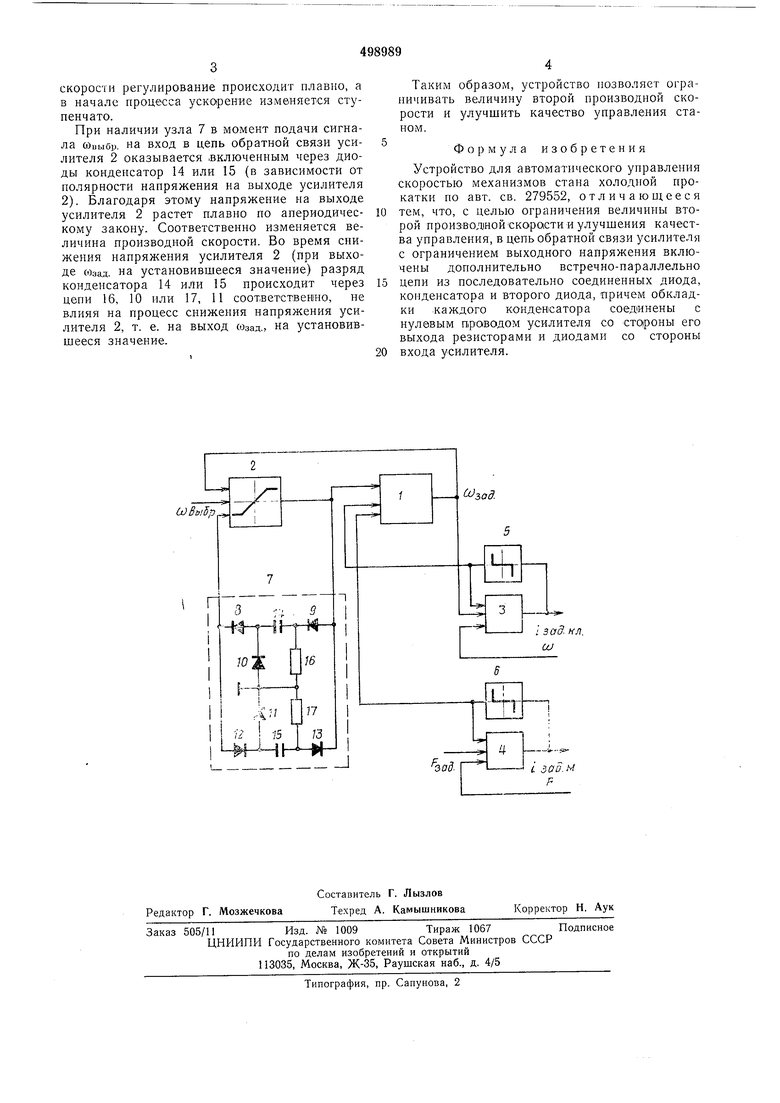
Схема предлагаемого устройства изображена на чертеже.
Устройство содержит интегратор 1, усилитель 2 с ограничением выходного напряжения,
регулятор 3 скорости клети, регулятор 4 натяжения полосы на моталке, охваченные обратной связью через звенья 5 и 6 с зоной нечувствительности, выходы которых включены на вход интегратора и узел 7, состоящий из
диодов 8-13, конденсаторов 14 и 15 и резисторов 16 и 17. Узел 7 образует цепь обратной связи усилителя 2 и содержит две встречно направленные параллельные цепи. Первая цепь содержит диод 8, конденсатор 14 и диод
9, вторая - диод 12, конденсатор 15 идиод 13. Обкладки конденсаторов 14 и 15 соединены с нулевым проводом усилителя 2 резисторами 16 и 17 и диодами 10 и 11.
Устройство без узла 7 работает следующим
образом.
При подаче сигнала скорости, до которой должен разогнаться стан, (совыбр.) на выходе 2 мгновенно появляется максимально возможное напряжение и интегратор 1 начинает его
интегрировать Когда созад. приближается к величине совыбр., в соответствии с установленным коэффициентом усиления усилителя 2, его выходное напряжение снижается, и плавно приближается к установившемуся значению. ТаКИМ образом, в конце процесса изменения
скорости регулирование происходит плавно, а в начале процесса ускорение изменяется ступенчато.
При наличии узла 7 в момент подачи сигнала совыбр. на вход в цепь обратной связи усилителя 2 оказывается включенным через диоды конденсатор 14 или 15 (в зависимости от полярности напряжения на выходе усилителя 2). Благодаря этому напряжение на выходе усилителя 2 растет плавно по апериодическому закону. Соответственно изменяется величина производной скорости. Во время снижения напряжения усилителя 2 (при выходе (Озад. на установившееся значение) разряд конденсатора 14 иЛи 15 происходит через цепи 16, 10 или 17, 11 соответственно, не влияя на процесс снижения напряжения усилителя 2, т. е. на выход созад., на установившееся значение.
Таким образом, устройство позволяет ограничивать величину второй производной скорости н улучшить качество управления станом.
.
Формула изобретения
Устройство для автоматического управления скоростью механизмов стана холодной прокатки но авт. св. 279552, отличающееся
тем, что, с целью ограничения величины второй производ1нойскорасти и улучшения качества управления, в цепь обратной связи усилителя с ограничением выходного напряжения включены дополнительно встречно-параллельно
цепи из последовательно соединенных днода, конденсатора и второго диода, причем обкладки каждого конденсатора соединены с нулевым проводом усилителя со сто|роны его выхода резисторами и диодами со стороны
входа усилителя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления скоростью механизмов стана холодной прокатки | 1974 |
|
SU498990A1 |
| Устройство для управления скоростью механизмов стана холодной прокатки | 1977 |
|
SU692645A1 |
| Устройство автоматического управления скоростью прокатного стана | 1980 |
|
SU942837A1 |
| Система автоматического управления электроприводом обжимного стана | 1990 |
|
SU1745386A1 |
| Устройство для программного пуска электропривода конвейера | 1979 |
|
SU942227A1 |
| Способ лыжеобразования слитка на реверсивном стане горячей прокатки с индивидуальным приводом валков | 1978 |
|
SU766688A2 |
| Устройство автоматического управления скоростью прокатного стана | 1984 |
|
SU1205954A1 |
| Система автоматического управления двигателем главного привода стана холодной прокатки труб | 1984 |
|
SU1205953A1 |
| СТАБИЛИЗИРОВАННЫЙ ПРЕОБРАЗОВАТЕЛЬ ПОСТОЯННОГО НАПРЯЖЕНИЯ С ЗАЩИТОЙ | 1991 |
|
RU2024171C1 |
| Задающее устройство для электропривода | 1984 |
|
SU1179507A1 |
-; . 3
iHr
г
зад- нл. си
и.
зод
