1
Изобретение относится к области механической обработки металлов и может быть использовано для резки качественных заготовок круглого профиля из сталей с высокими механическими свойствами в состоянии поставки на универсальном прессовом оборудовании.
Известны штампы для резки прутковых заготовок, зажимаемых в полости, образуемой профильной частью вкладышей, состояш,ие из подвижной верхней плиты, неподвижной плиты, двух ползушек с клиновой полостью и двух клиньев со скошенными поверхностями. Однако такие штампы имеют следуюш,ие недостатки; многократное увеличение потребного усилия пресса по сравнению с усилием резки, принудительное снятие зажима, что вызывает пиковый характер работы штампы и снижает качество отрезаемых заготовок, и интенсивиый износ труигихся поверхностей.
Известны также штампы для резки прутковых заготовок, содержаш,ие неподвижную нижнюю плиту и приводную верхнюю плиту, смонтированную с возможностью возвратнопоступательного перемешения перпендикулярно нижней плите, а также два поворотных рычага, каждый из которых размещен между верхней плитой и нижней Нотитой на оси и оснаш.ен режущим инструментом в виде двух подпружиненных клиновых вкладышей. Такие штампы имеют низкое качество торцев при
резке заготовок из высоколегированных сталей большого диаметра.
С целью повыщения качества обрабатываемых поверхностей заготовок в предлагаемом штампе каждая пара вкладышей установлена на сегментной опоре скольжения, смонтированной в нижней плите с возможностью поворота относительно оси подачи заготовок, при этом на верхней плите закреплены две параллельные щеки, в которых установлены оси поворотных рычагов.
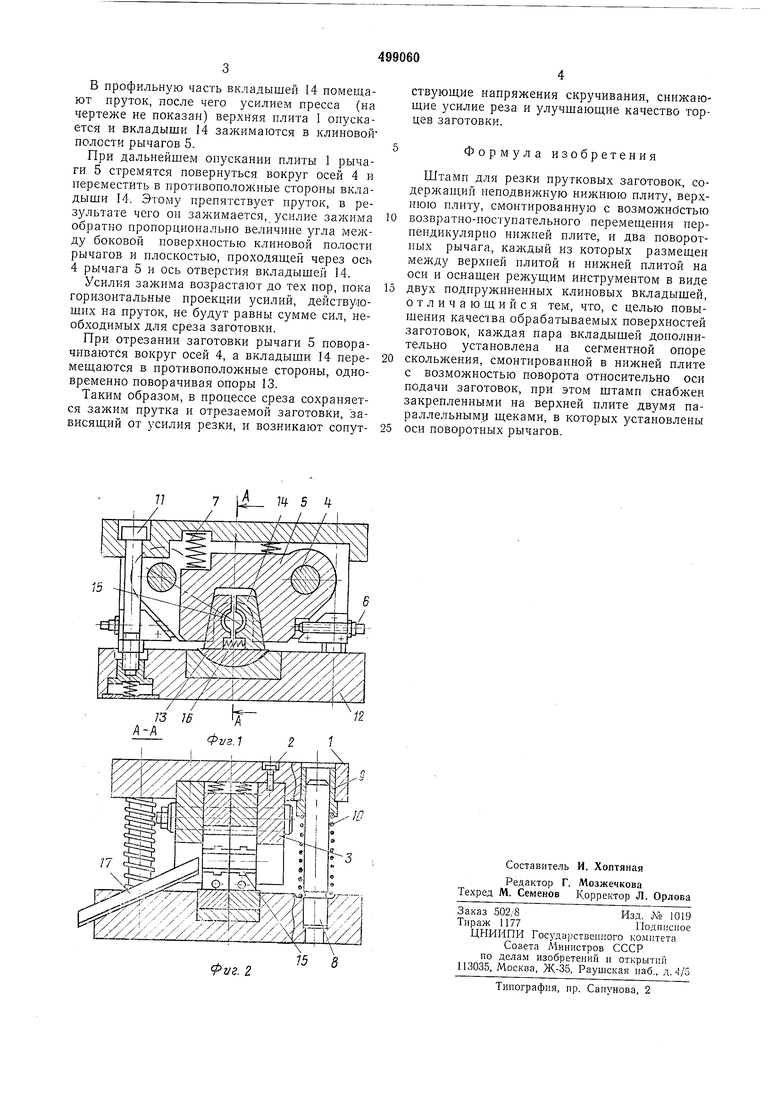
На фиг. 1 показан предлагаемый штамп, общий вид; на фиг. 2 - разрез по Л-Л на
фиг. 1.
К верхней плите 1 штампа винтами 2 в пазах крепятся щеки 3, между которыми на осях 4 установлены поворотные рычаги 5. Взаимная регулировка рычагов производится винтовыми упорами 6 и пружинами 7.
Плита 1 направляющими колонками 8. втулками 9, пружинами 10 и тягами 11 связаlia с нижней плитой 12, в которой установлены сегментные опоры 13 с клииовыми вкладышами 14, входящими в клиновую полость рычагов 5. Вкладыши 14 снабжены сменными режущими втулками 15. Распор вкладышей производится пружинами 16, выход отрезанной заготовки - по лотку 17.
Штамп работает следующим образом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки прутковых заготовок | 1984 |
|
SU1207653A2 |
| Штамп для резки проката | 1976 |
|
SU554093A1 |
| Штамп для резки прутков и труб | 1980 |
|
SU925565A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРУТКОВЫХ ЗАГОТОВОК | 1970 |
|
SU279305A1 |
| Штамп для резки пруткового материала | 1976 |
|
SU694297A1 |
| Штамп для резки прутковогоМАТЕРиАлА | 1978 |
|
SU816706A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРУТКОВЫХ ЗАГОТОВОК | 1970 |
|
SU275671A1 |
| Штамп для резки прутка на заготовки | 1973 |
|
SU498106A1 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| Штамп для резки пруткового материала | 1981 |
|
SU988471A1 |
