1
Изобретение относится к области обработки металлов давлением и может быть использовано для резки заготовок из сортового проката и труб на прессах.
Известен штамп для резки проката, содержащий смонтированные на основании два подпружиненных поворотных на осях рычага, установленных на плавающей сегментной опоре и несущих режущие инструменты в виде двух пар подпружиненных вкладышей 1.
Недостатком известного штампа является невысокое качество заготовок при резке.
Цель изобретения - повышение качества обрабатываемых поверхностей. Это достигается тем, что каждый из рычагов выполнен в виде верхнего и нижнего подпружиненных элементов, соединенных посредством одной из указанных осей и несущих каждый по одному вкладышу, причем оси рычагов расположены ниже оси подачи проката.
Описываемый штамп позволяет получать качественный торец заготовки при резке сортовой стали и трубного проката (перпендикулярность торца к оси заготовки, отсутствие заусенцев, утяжины и смятия по торцу). Применение штампа обеспечивает резку заготовок скручиванием с сопутствующими нормальными напряжениями в процессе тангенциального сдвига с одновременным дифференцироваиным зажимом исходного проката и отрезаемой заготовки.
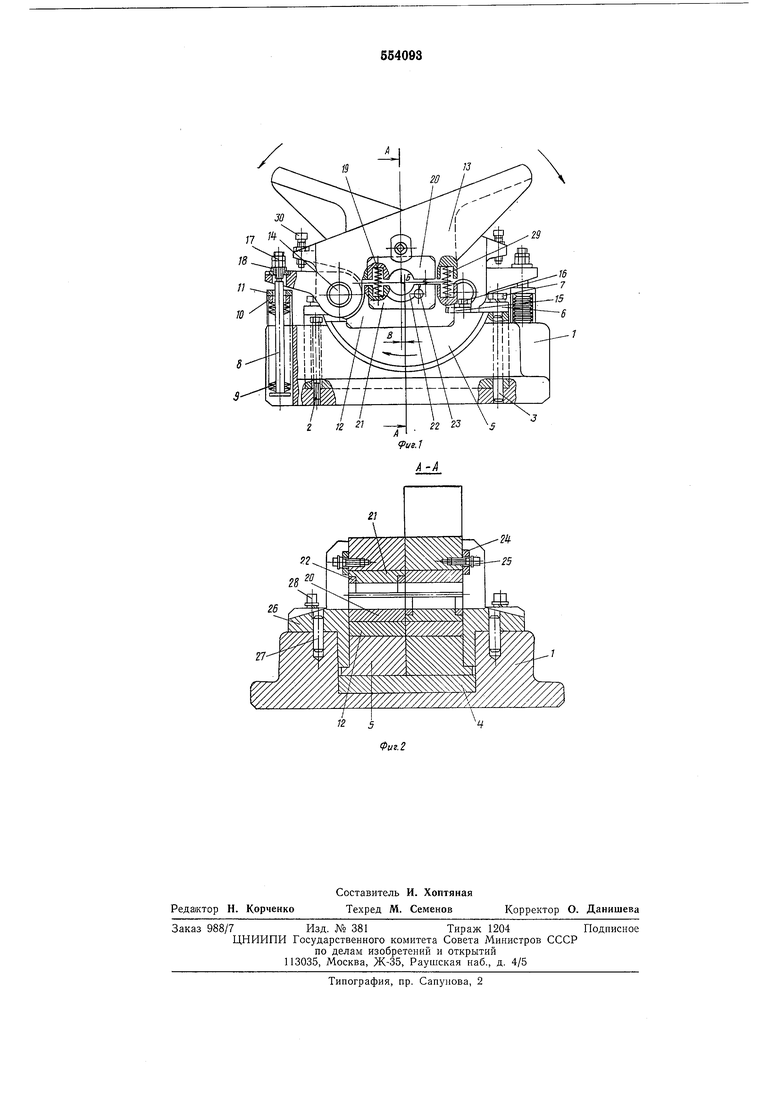
На фиг. 1 показан предлагаемый штамп, вид спереди со снятой передней щекой; на фиг. 2-то же, разрез по А-А на фиг. 1.
В гнезде основания I болтами 2 и штифтами 3 крепится плита 4, на которой помещены плавающие сегментные опоры 5, фиксируемые в исходном положении планками 6, болтами 7 и пружинными буферами, состоящими из стяжного болта 8, тарельчатых пружин 9 малой жесткости, сферической шайбы 10 и стойки 11, укрепленной на верхней плоскости основания болтами.
На опорах установлены нижние элементы 12 поворотных рычагов, соединенные с верхними элементами 13 этих рычагов посредством осей 14. Крепление элементов 12 в опорах производится планками 15 и болтами 16, крепление пружинного буфера к элементу 12-гайками 17 и сферической щайбой 18.
В гнездах элементов 12 и 13 расположены посредством пружин 19 прижимные вкладыши 20 и режущие вкладыши 21 со сменными ножами 22, фиксируемыми штифтами 23.
От осевого смещения во время резки верхние вкладыши удерживаются планками 24 и винтами 25, а нижние вкладыщи - щеками 26, которые крепятся к основанию штампа
штифтами 27 и винтами 28. В исходном положении рычаги удерживаются пружинами 29 и регулируются винтами 30.
111тамп работает следующим образом.
В профильную часть вкладышей 20 и 21 помешают исходный прокат, после чего усилием пресса рычаги поворачивают вокруг осей 14 в противоположные стороны, при этом прокат зажимается предварительно во вкладышах под воздействием тарельчатых пружин 9.
В дальнейшем рычаги стремятся повернуть опоры 5 вокруг центра Б их сегмента, но этому препятствует прокат, так как его центр смещен относительно центра опор на величину В, зависяшую от механических свойств и размеров разрезаемого проката. При этом в прокате резко возрастают напряжения, складывающиеся из нормальных напряжений при зажиме проката и тангенциальных от момента его скручивания.
Возрастание напрял ений происходит до тех пор, пока сумма сил и моментов, действующих на прокат, не будет равна усилию, необходимому для среза заготовки. После отделения заготовки опоры 5 под воздействием тарельчатых пружин 9 и рычаги под воздействием пружин 29 и 19 возвращаются в исходное положение.
Формула изобретения
Штамп для резки проката, содержащий смонтированные на основании два подпружиненных поворотных на осях рычага, установленных на плавающей сегментной опоре и несущих режущие инструменты в виде двух пар подпружиненных вкладышей, отличающийся тем, что, с целью повышения качества обрабатываемых поверхностей, каждый из рычагов выполнен в виде верхнего и нижнего подпружиненных элементов, соединенных посредством одной из указанных осей и несуших каждый по одному вкладышу, при этом оси
рычагов расположены ниже оси подачи проката.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство № 499060, М.
Кл.2 В 23D 23/00, 1974.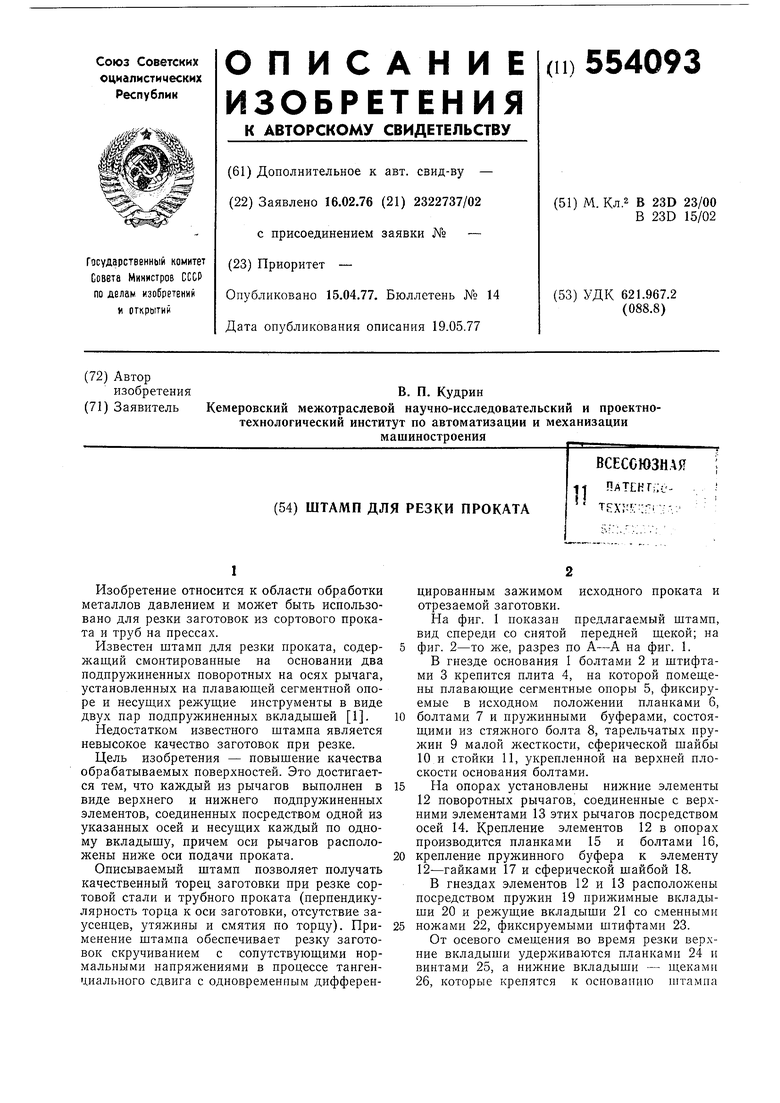
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки прутковых заготовок | 1974 |
|
SU499060A1 |
| Штамп для резки прутковых заготовок | 1984 |
|
SU1207653A2 |
| Штамп для резки сортового проката | 1980 |
|
SU933306A1 |
| Автоматизированный технологический комплекс для обработки фасонного и сортового проката | 1987 |
|
SU1511020A1 |
| Штамп для резки труб | 1982 |
|
SU1118489A1 |
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА НА ЗАГОТОВКИ | 1972 |
|
SU339348A1 |
| Штамп для резки профильного проката под углом | 1984 |
|
SU1247256A1 |
| Штамм для резки профильного материала | 1986 |
|
SU1386388A2 |
| Штамп для резки прутковогоМАТЕРиАлА | 1978 |
|
SU816706A1 |
| Штамп для резки сортового проката | 1980 |
|
SU902996A1 |