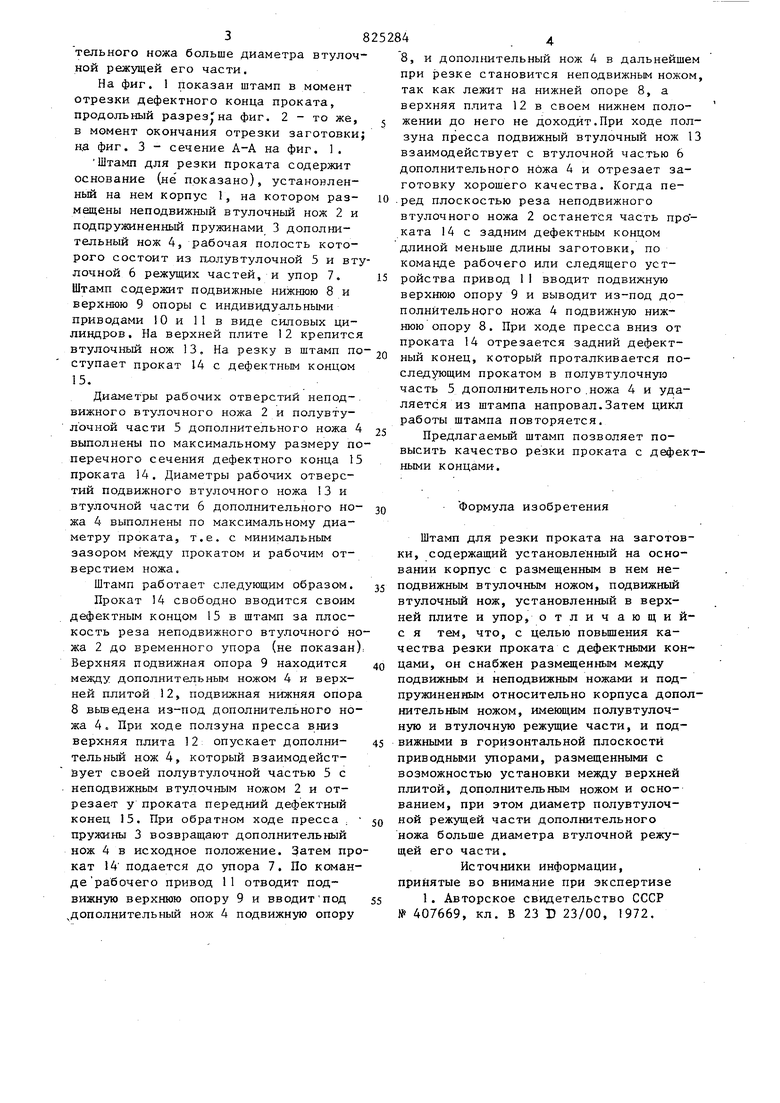
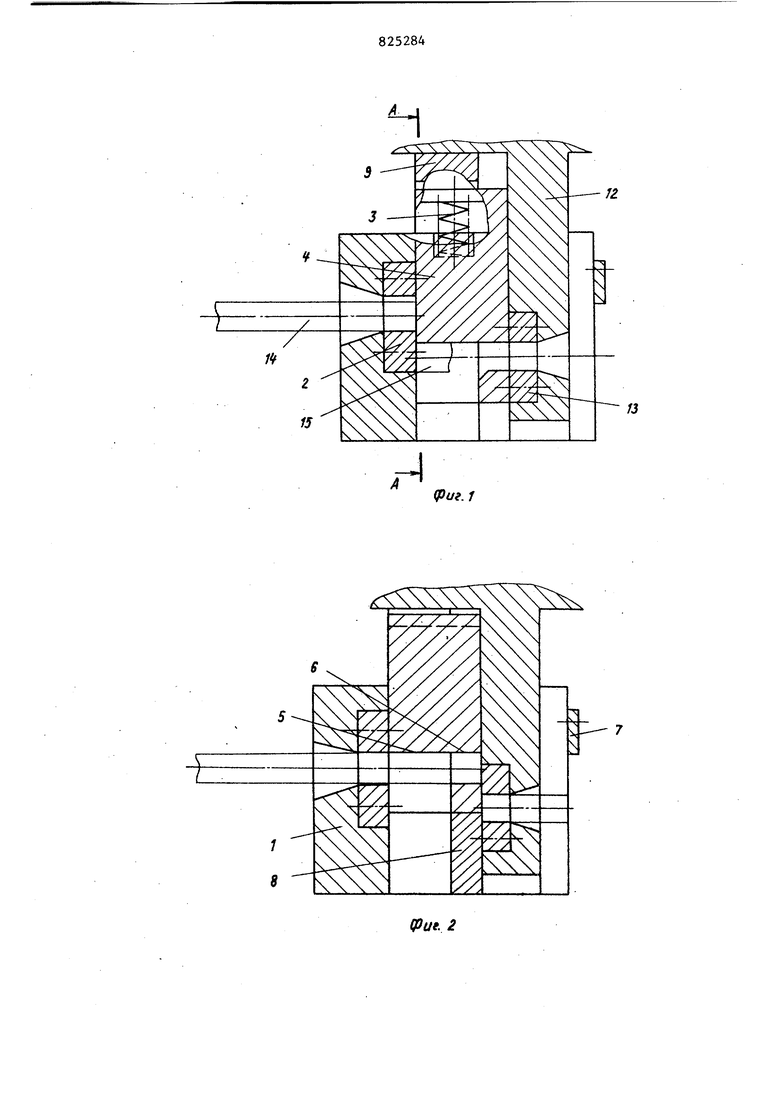
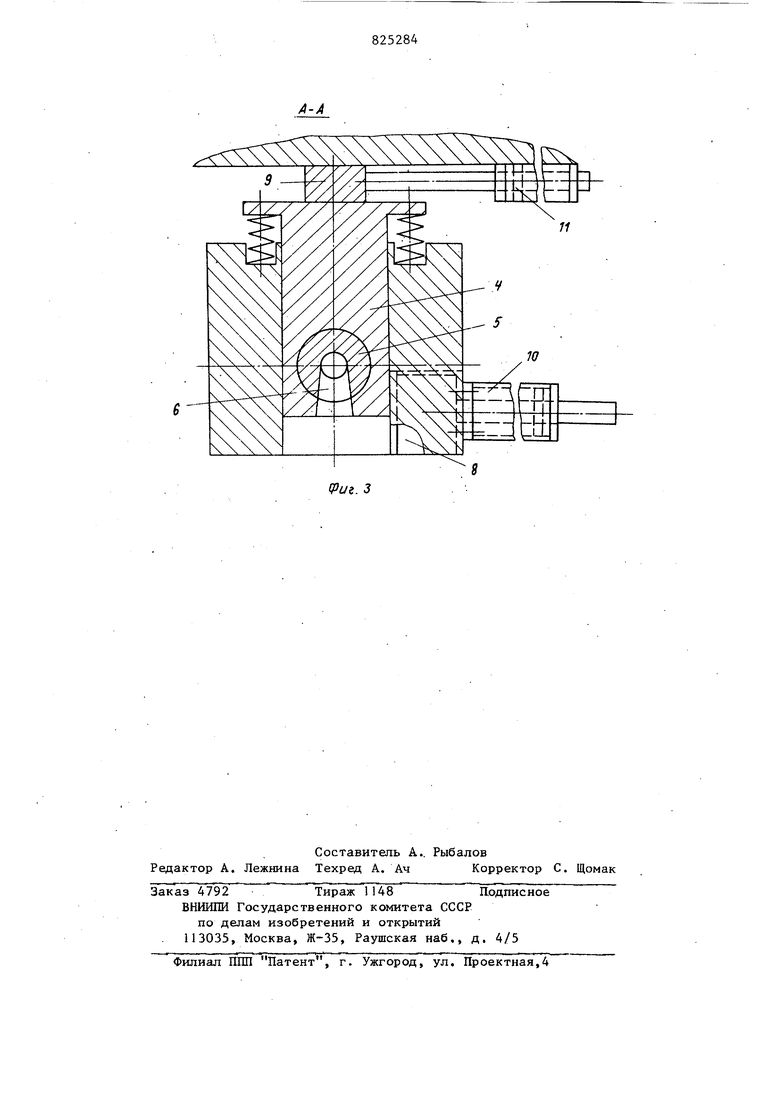
(54) ШТАМП ДЛЯ РЕЗКИ ПРОКАТА тельного ножа больше диаметра втулоч ной режущей его части. На фиг. 1 показан штамп в момент отрезки дефектного конца проката, продольный разрезj;на фиг. 2 - то же, в момент окончания отрезки заготовки на фиг, 3 - сечение А-А на фиг. 1. Штамп для резки проката содержит основание (не показано), установленный на нем корпус 1, на котором размещены неподвижный втулочный нож 2 и подпружиненный пружинами 3 дополнительный нож 4, рабочая полость которого состоит из шэлувтулочной 5 и вт лочной 6 режущих частей, и упор 7, Штамп содержит подвижные нижнюю 8 и верхнюю 9 опоры с индивидуальными приводами 0 и 11 в виде силовых цилиндров. На верхней плите 12 крепится втулочный нож 13, На резку в штамп по ступает прокат 14 с дефектным концом 15, Диаметры рабочих отверстий неподвижного втулочного ножа 2 и полувту- лочной части 5 дополнительного ножа 4 выполнены по максимальному размеру п перечного сечения дефектного конца 1 проката 14. Диаметры рабочих отверстий подвижного втулочного ножа 3 и втулочной части 6 дополнительного ножа 4 выполнены по максимальному диаметру проката, т,е. с минимальным зазором между прокатом и рабочим отверстием ножа. Штамп работает следующим образом. Прокат 14 свободно вводится своим дефектным концом 15 в штамп за плоскость реза неподвижного втулочного н жа 2 до временного упора (не показан Верхняя подвижная опора 9 находится между дополнительным ножом 4 и верхней плитой 12, подвижная нижняя опора 8 вьшедена из-под дополнительного но жа 4. При ходе ползуна пресса вниз верхняя плита 12 опускает дополнительный нож 4, который взаимодействует своей полувтулочной частью 5 с неподвижным втулочным ножом 2 и отрезает у проката передний дефектный конец 15. При обратном ходе пресса . пружины 3 возвращают дополнительный нож 4 в исходное положение. Затем пр кат 14 подается до упора 7, По коман дерабочего привод 11 отводит подвижную верхнюю опору 9 и вводитпод ,дополнительный нож 4 подвижную опору 8, и дополнительный нож 4 в дальнейшем при резке становится неподвижным ножом, так как лежит на нижней опоре 8, а верхняя плита 12 в своем нижнем положении до него не доходит.При ходе ползуна пресса подвижный втулочный нож 13 взаимодействует с втулочной частью 6 дополнительного ножа 4 и отрезает заготовку хорошего качества. Когда перед плоскостью реза неподвижного втулочного ножа 2 останется часть про ката 14 с задним дефектным концом длиной меньше длины заготовки, по команде рабочего или следящего устройства привод 11 вводит подвижную верхнюю опору 9 и выводит из-под дополнительного ножа 4 подвижную нижнюю опору 8, При ходе пресса вниз от проката 14 отрезается задний дефектный конец, который проталкивается последующим прокатом в полувтулочную часть 5 дополнительного .ножа 4 и удаляется из штампа напревал,Затем цикл работы штампа повторяется. Предлагаемый штамп позволяет повысить качество резки проката с дефектными концами, Формула изобретения Штамп для резки проката на заготовки, содержащий установленный на основании корпус с размещенным в нем неподвижным втулочным ножом, подвижный втулочный нож, установленный в верхней плите и упор, отличающийс я тем, что, с целью повьппения качества резки проката с дефектными концами, он снабжен размещенным между подвижным и неподвижным ножами и подпружиненным относительно корпуса дополнительным ножом, имеющим полувтулочную и втулочную режущие части, и подвижными в горизонтальной плоскости приводными упорами, размещенными с возможностью установки между верхней плитой, дополнительным ножом и основанием, при этом диаметр полувтулочной режущей части дополнительного ножа больше диаметра втулочной режущей его части, Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР № 407669, кл, В 23 Б 23/00, 1972.
/2
И
(puf.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки проката | 1979 |
|
SU837621A1 |
| Штамп для резки проката | 1983 |
|
SU1092014A1 |
| Устройство для отбраковки немерных концов к штампу для резки проката | 1985 |
|
SU1311868A1 |
| Устройство для разделения круглого проката | 1980 |
|
SU889308A1 |
| Штамп для резки проката с отбраковкой немерных концов | 1986 |
|
SU1409414A1 |
| Штамп для резки труб | 1984 |
|
SU1181791A1 |
| Штамп для резки проката | 1984 |
|
SU1234070A2 |
| Штамп для разрезки прутков на короткие заготовки | 1991 |
|
SU1814593A3 |
| Штамп для резки труб | 1973 |
|
SU499062A1 |
| Штамп для резки проката | 1982 |
|
SU1085705A1 |
(put. 2
