1
Изобретение относится к области термической обработки металлов и может быть использовано 1В инструментально-штамповом производстве, в -частности для нагрева режущих кромок матриц разделительных штампов.
Известно устройство для индукционного контурного нагрева деталей под закалку, например режущих кромок матриц разделительных штампов, содержащее ванну с закалочной жидкостью и индуктор с ленточным токопроводом, выступающим над уровнем закалочной жидкости, под Которым расположена закаливаемая деталь.
Недостатками известного устройства являются: . выброс закалочной жидкости при прохождении по токопроводу токов высокой частоты (режим нагрева), что требует применения специальных прокладок для защиты нагреваемого изделия от брызг охлаждающей жидкости и, следовательно, усложняет условия процесса закалки изделия;
недостаточный нагрев кромок узких щелей (и выступов) близко расположенными ветвями токоироводов.
Иредлагаемое устройство отличается от известного тем, что в ленточном токопроводе
индуктора выполнены сквозные вертикальные щели в направлении его толщины, высота которых равна 0,5-0,8 высоты сечения токопровода.
Указанные щели в ленточном токопроводе изменяют характер образующегося электромагнитного поля и температурное состояние токопровода, благодаря чему повыщается равномерность нагрева контура изделия. Сквозные щели обеспечи:вают также свободную циркуляцию охлаждающей жидкости, что устраняет выброс закалочной жидкости во время нагрева.
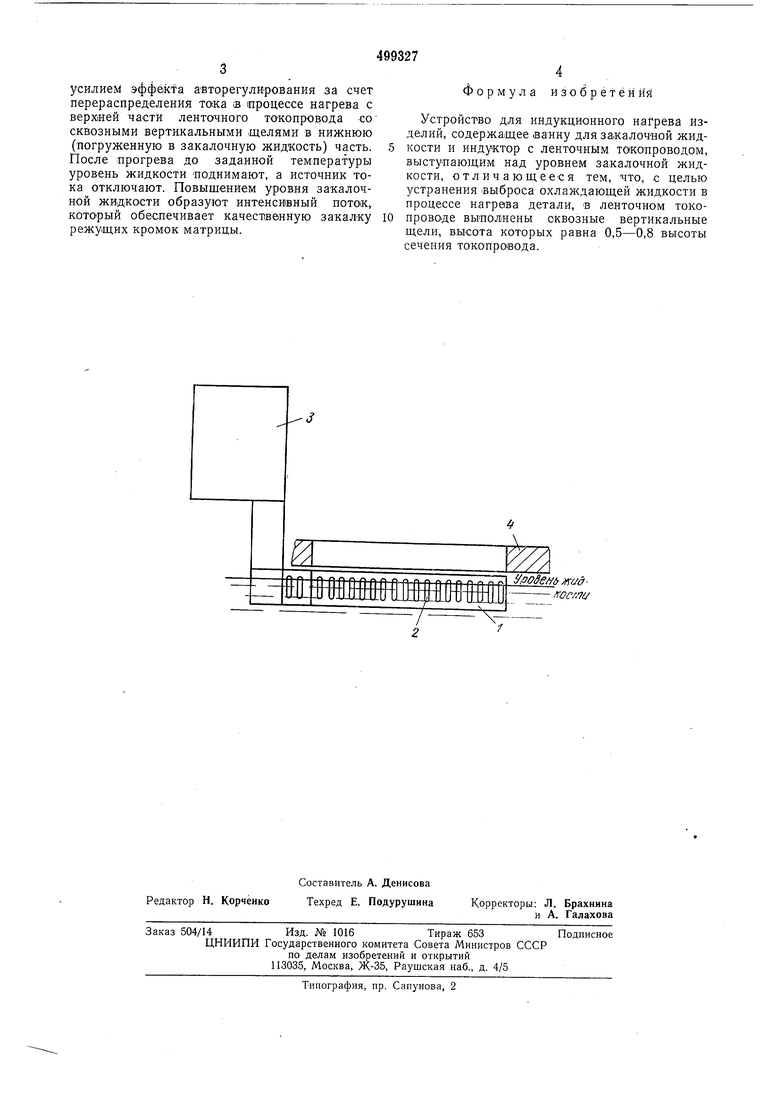
На чертеже показано предлагаемое устройство.
Токопровод I в виде лепты щириной 20 мм и толщиной 1 мм с вертикальными сквозными щелями 2 длиной 12 мм и щириной 2 мм, выполненными с интервалом в 3 мм, подключен к источнику тока 3 высокой частоты. Охлаждающая л идкость поднята на уровень вершин щелей, а изделие 4 располол-сено над токоп.роводом 1.
Устройство работает следующим образом.
При включении источника тока происходит нагрев закаливаемого контура изделий. Равномерность нагрева контура обеспечивают
усилием эффекта авторегулирования за счет перераспределения тожа в процессе нагрева с верхней части ленточного токопровода -со сквозными вертикальными .щелями в нижнюю (погруженную в закалочную жидкость) часть. После прогрева до заданной температуры уровень жидкости поднимают, а источник тока отключают. Повышением уровня закалочной жидкости образуют интенсивный поток, который обеспечивает качественную закалку режущих кромок матрицы.
Формула изобретения
Устройство для индукционного нагрева изделий, содержащее ванну для закалочной жидкости и индуктор с ленточным такопроводом, выступающим над уровнем закалочной жидкости, отличающееся тем, что, с целью устранения выброса охлаждающей жидкости в процессе нагрева детали, в ленточном токопроводе выполнены сквозные вертикальные щели, высота которых равна 0,5-0,8 высоты сечения токопр01вода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ закалки | 1981 |
|
SU971893A1 |
| Индукционный нагреватель | 1982 |
|
SU1025736A1 |
| Устройство для индукционного контурного нагрева деталей | 1981 |
|
SU956578A1 |
| Способ индукционного нагрева деталей | 1974 |
|
SU505706A1 |
| Способ управления индукционным нагревом деталей | 1982 |
|
SU1036770A1 |
| Устройство для индукционного контурного нагрева изделий | 1981 |
|
SU1014927A1 |
| Устройство для индукционного контурного нагрева деталей под закалку | 1981 |
|
SU1031008A1 |
| Устройство для индукционногоКОНТуРНОгО НАгРЕВА дЕТАлЕй | 1979 |
|
SU819190A1 |
| Устройство для индукционного контурного нагрева деталей | 1983 |
|
SU1098107A1 |
| Устройство для индукционногоКОНТуРНОгО НАгРЕВА дЕТАлЕй | 1979 |
|
SU831810A1 |
ЪЖ(д- frocffje
