I
Изобретение относится к станкостроению.
В основном авт. св. № 42О433 описано эагруэочно-разгруэочное згстройство для деталей типа колеи, подаваемых шибером из магазина в лоток для последующей транс-б портировки их сжатым воздухом, подводимым по каналу в корпусе устройства. Для контроля наличия деталей в Зоне обработки в корпусе устройства выполнен дополнительный канал, соединяющий полость лотка с atMoc- ю ферой.
В известном устройстве лоток за местом расположения детали имеет стенку, которая может создать некоторый подпор воздуха, поэтому для исключения ложных команд не- 1ft обходимо точная регулировка пневмодатчи- ка наличия детали.
Предложенное устройство отличается тем, что оно снабжено каналом, связанным с атмосферой и установленным соосно лотку 20 для транспортировки деталей, что повь1шает четкость сигнала о наличии детали в зоне обработки.
Для повышения надежности выдачи деталей из зоны обработки канал через распре- 25
делитель и дроссель связан с пневмосисте мой станка.
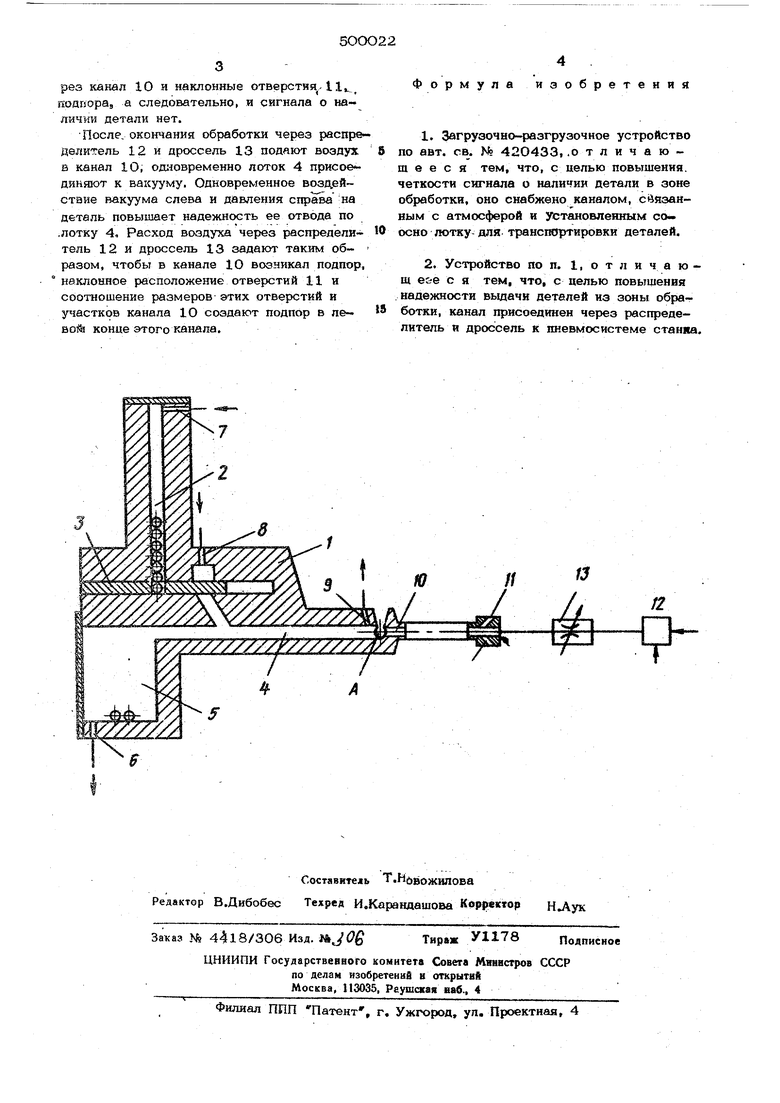
На чертеже изображено предложенное устройство.
В корпусе 1 вьтолнея магазин 2; горизонтальный паз со скольз1шшм в нём 3с приемным лоток 4 для транспортировки деталей в рабочую зону А и отвода готовьрс деталей в приемник 5 соединенный каналом- 6 с источником ваку ума; каналы 7 и 8 для подвода сжатого воздуха и канал 9, оединяюший полость лотка 4 с атмосферой. Соосно лотку 4 расположен в корпусе 1 канал 1О, связанный с атмосферой посредством:наклонных отверстий 11. К каналу 1О через распределитель 12 и дроссель 13 подведен воздух от пневмосистемы. станка.
Заготовку из магазина 2 шибером 3 подают в лоток 4 и далее в позицию обработ; КИ.
В лотке 4 возникает подпор, давление в канале 9 повышается, что является сигналом о наличии заготовки на месте. Если заготовки нет, воздух свободно выходит через канал 10 я наклонные отверстня,-Ц оапорЗа а следовательно, и сигнала о наличии детали нет.
После, окончания обработки через распределитель 12 и дроссель 13 подают воздух в канал 10; одновременно лоток 4 присое дйняют к вакууму. Одновременное воздействие вакуума слева и давления справа на деталь повышает надежность ее отвода по .лотку 4, Расход воздутса через распределитель 12 и дроссель 13 задают таким об разом, чтобы в канале 10 возникал подпор, наклонное расположение отверстий 11 и соотношение размеров этих отверстий и участков канала 10 создают подпор в левой конце этого канала.
Формула изобретения
1.Загрузочно-разгрузочное устройство по авт. св. № 420433, .отличающееся тем, что, с целью повышения, четкости сигнала о наличии детали в зоне обработки, оно снабжено каналом, сйязанным с атмосферой и установленным со осно лотку-для транспортировки деталей.
2.Устройство по п. 1, о т л и ч а ю щ еье с я тем, что, с целью повышения надежности вьщачи деталей из зоны обработки, канал присоединен через распределитель и дроссель к пневмосистеме станяа.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1971 |
|
SU420433A1 |
| Устройство для поштучного отделения листов от пакета | 1989 |
|
SU1720972A1 |
| Фрезерный станок для обработки деревянных заготовок | 1988 |
|
SU1630884A1 |
| Магазин-накопитель круглых деталей | 1990 |
|
SU1779541A1 |
| Транспортное устройство автоматической линии | 1981 |
|
SU1054023A2 |
| Устройство для сборки деталей типа вал-втулка | 1974 |
|
SU516499A1 |
| Плоскопрокатное устройство | 1978 |
|
SU764812A1 |
| Устройство для подачи крепежныхдЕТАлЕй | 1976 |
|
SU814710A1 |
| Загрузочное устройство | 1984 |
|
SU1252121A1 |
| Автоматическая поточная линия для транспортировки деталей | 1952 |
|
SU98523A1 |
fZ
