Изобретение относится к транспортным устройствалГ, применяемым для транспортировки деталей со склада к полуавтоматам и автоматам, а от них к контрольному пункту при массовом или крупносерийном производстве.
Известные транспортные устройства обеспечивают непрерывную подачу деталей к автоматам (полуавтоматам) и контрольному пункту.
Предложенные транспортные устройства предусматривают периодическую одиночную и групповую подачу различных по размерам, но сходных по конфигурации деталей к указанны.м объектам.
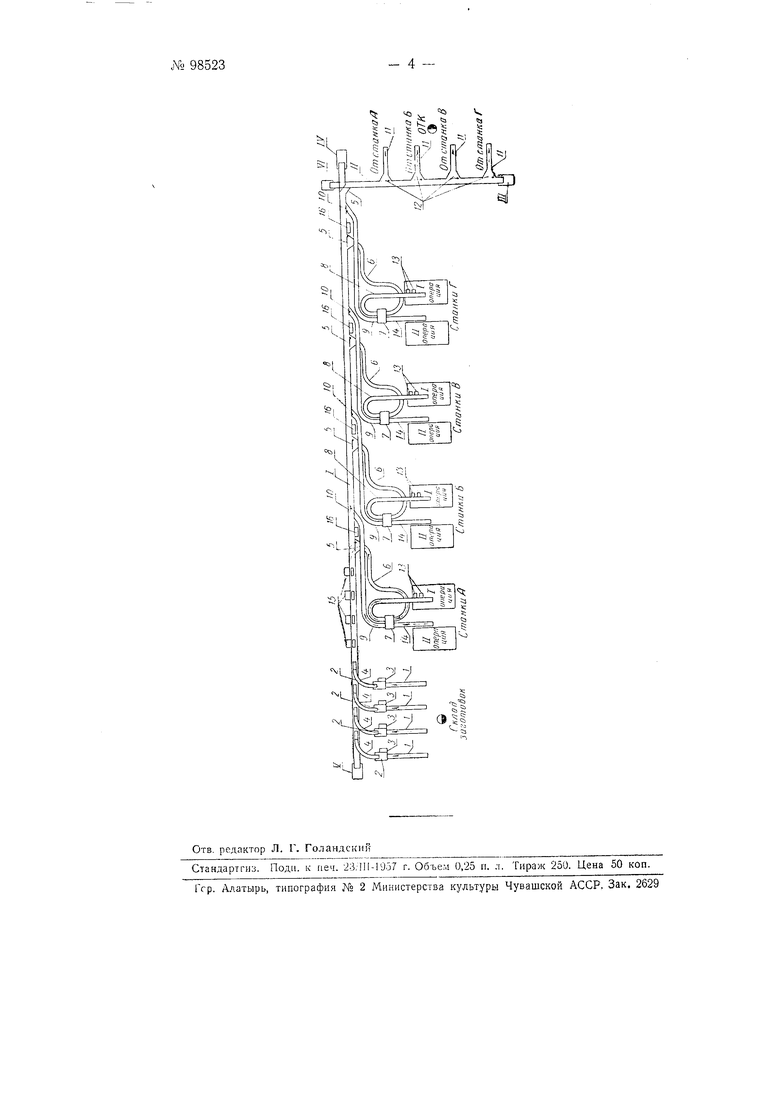
На чертеже дана общая схема автоматизированной транспортной линии.
Она состоит из следующих основных частей: главного ленточного тра гспортера /, вспомогательного ленточного транспортера П, привод1ГЫХ станций /// и IV, натяжных станций V и VI.
На складе заготовки укладывают на наклонные лотки /, по которым они под действием собственного веса подаются к штыревым подъемникам 2, где и накапливаются. При поступлен1П1 сигнала от станка включается подъемник 3 и через короткие Зчастки наклонных лотков 4 партия заготовок подается на главный транспортер /.
Заготовки, движущиеся по главному транспортеру, сбрасываются открывающимися при помощи соленоида щибера.ми 5 в наклонный лоток 6, по которому они под действием своего веса подаются к непрерывно работающему подъемпику 7. Последний после подъе.ма заготовок на рассчитанную высоту сбрасывает их на наклонный лоток 6, по которому заготовк поступают в магазин загрузочного приспособления (не показан на чертеже).
Передача колец со станка первой операции на станок второй операции производится при помощи небольщих наклонных лотков (не указанных на чертеже), соединяющих эти станки с подъемником 7.
После обработки колец на второй операции последние, при помощи загрузочного приспособления (не показан на чертеже), сбрасываются на наклонный лоток, по которому снова
поступают к подъемнику 7, поднимаются и сбрасываются па паклоиный лоток 9, на участке котор01о собпраются в колпчествс, соответствуюпюм партпи. Одповремеппо с нл1бср; мп 5, обеспечивающпмн выдачу партнн заготовок на станок первой операции, открывается отсекатель 10, чем обеспечивается беепрепятстве1П1ое продвижение партпп обработанных колец с паклопного лотка на главный трапспортер /.
При дальнейшем движеппп обработанные кольца автоматически перегружаются па вспомогате.тьпый транспортер II, движуп;ийся в иаправлеппи, пернендикуляриом паправлению движепия транспортера /.
Каждая пара станков имеет закрепленный за ней наклонный лоток //, по которому кольца со вспомогательного транспортера // по.таются па контрольный пункт для проверки. Сбрасывание колец в соответствующий лоток обеспечивается шиберами 12, которые включаются одновременно с ишбером 5 н конструкции которых аналогичны. Ритмичная работа транспортеров / и // обеспечивается приводными /// и IV и натяжными станциями V и VI.
Очередность подачи заготовок к станкам и транспортировка обработанных колец на контрольный пункт производится электроавтоматикой.
При израсходовании заготовок в лотке 6, питающем магазин станка первой операции, происходит замыкание контакта 13 концевого выключателя и посредством соответствующих контактов включается цепь соленоидов, предназначенных для обеспечения автоматического срабатывания всех присггособлеиий, относящихся к обслуживаипк) данной пары стапков.
При это.м, па последующем участке работа автоматической трапсиортной линии осуществляется носредством соответствующего контактора, включающего электродвигатель, приводящий в движение подъемник 7, предназначенный для обслул ивапия данной пары станков, который обеспечивает подачу и сбрасывание в лоток 4 ранее захваченных им заготовок; одновременно из лотка / подъемником захватывается новая
партии заготовок; с наклонного лотка 4 заготовки ноступают па главный тра 1спортер /. При своем движен П1 заготовки встречают открытый ншбер 5 соответствуюп1,ей пары станков, вследствие чего они постунают на наклонный лоток 6, затем на подъелшик 7 и через участок наклониого лотка 4 в загрузочный магазин станка нервой операции; одновременно с шибером 5 открыр,астся соответствующий отсекатель 10 п Hjn6ep 12. Обработанные кольца, поступившие через учаеток паклонного лотка 14 и непрерывпо действующий подъемпик 7 и находящиеся на наклонном лотке 9, ноступают через открытое отверстие отсекателя 10 на главный транснортер /, автоматически передаются па вспомо|-ател1Л1ЫЙ транспортер // и, при помощи п ибера 12, сбрасываются в наклонный лоток // контрольного нункта.
Передача колец-со станков первой операцпи на станки второй операции производится без участия шиберов, отсекателей и лепточных транспортеров. Движение осуществ.чяется но склизам под действием веса обрабатываемых колец, поэтому эта операция электроавтоматикой не управляется.
Партия колец, перемещаемая лептой главного транспортера I, встреч;1ет на своем пути ряд выключате.мей 15. Первое кольцо, достигшее выключателя, номер которого соответствует номеру обслуживаемой в данный момент пары стапков, производит размыкание контактов, остапавлпвая двигатель, приводяп ий в двпже1П е подъемпик 3. Поэтому и прекрап1аетея подача колец на главный )тер. Положение выключате.:1Я /.; по д;пП1е главпого трапспортера определяет размер партпи заготовок. При одповременном замыкапнп контакторов копцевых вы1 ;||Очателей па двух пли нескольких нарах станков включение соленоидов 16 будет происходить последовательно для каждой пары станков, вследсчвие иаличия сопротивления в контакторах соленоидов, включенных пара.ллельно п последовательно обмотке. 1 омбинацпей величин этих сопротивлений достигается сдвиг момеитов включения соленоидов, получивших одновременный импульс от концевых выключателей станка.
При заданных скоростях транспортных устройств и скорости обработки колец транспортная линия обеспечивает обслуживание десяти пар полуавтоматов.
Предмет изобретения
1. Автоматическая поточная линия для транспортировки деталей к станкам и от станков, в которых производится обработка различных деталей, с применением ленточного транспортера и примыкающих к нему лотков-склизов, отводящихдетали к станкам, отличающаяся тем, что, с целью обеспечения возможности подачи различных деталей с помощью одноколейного транспортера, применена транспортировка деталей группами носле обработки в станке предшествующей группы деталей и последовательная подача групп деталей к заданным станкам после окончания транспорт 1ровки предшествующей группы.
2. Форма выполнения автоматической поточной линии для транспортировки деталей по п. 1, о т л и ч а ющ а я с я тем, что, с целью обеснечения подачи деталей к станкам и транспортировки обработанных деталей от станков на контрольный пункт, применены примыкающие к транспортеру лотки-накопители, перекрываемые заслонками, открываюН1ИМИСЯ одновременно под действием последовательно включенных электромагнитов для подачи деталей на транспортер и отводящими детали к .станкам и на контрольный пункт.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление к многошпиндельному токарному полуавтомату для автоматической установки в патрон я съема заготовок подшипниковых колец | 1951 |
|
SU95385A1 |
| Групповая автоматическая поточная линия | 1950 |
|
SU97213A1 |
| Автоматическая линия для механической обработки деталей типа валов | 1990 |
|
SU1791099A1 |
| Автоматическая линия для изготовления деталей типа скоб | 1982 |
|
SU1134351A1 |
| Приспособление к многошпиндельному токарному полуавтомату для автоматической установки в патрон и съема заготовок подшипниковых колец | 1953 |
|
SU105088A2 |
| Автооператор | 1970 |
|
SU355848A1 |
| СХЕМА ТРАНСПОРТНОГО УСТРОЙСТВА АВТОМАТИЧЕСКОЙ ЛИНИИ С РАЗВЕТВЛЕННЫМ ПОТОКОМ | 1967 |
|
SU198869A1 |
| Автоматическая станочная линия | 1956 |
|
SU107719A1 |
| Способ загрузки токарных полуавтоматов деталями для их двусторонней обработки и автоматическая линия для его осуществления | 1988 |
|
SU1662807A1 |
| Автоматическая линия для изготовления изделий типа опорных роликов тракторов | 1980 |
|
SU929400A1 |