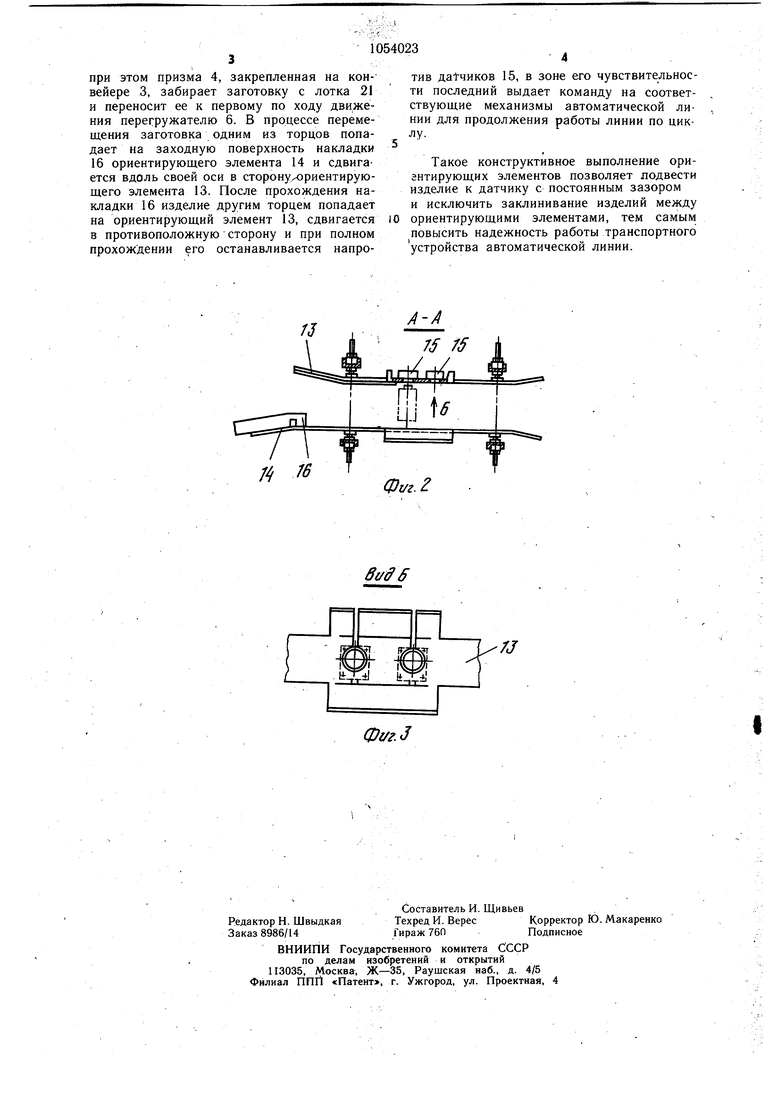
957 Ю J 9 I I S 7 ГО Изобретение относится к машиностроению и может быть использовано в автома тических линиях механической обработки. По основному авт. св. № 677881 известно транспортное устройство автоматической линии, содержащее одноручьевой конвейер с позициями для заготовок, выполненными в виде призм, и перегружатели,.установленные у каждого станка, а каждая позиция конвейера оснащена дополнительной призмой для размещения изделия, а перегружатель станка выполнен в виде двухпозиционного подъемника и установленного над ним с возможностью возвратно-поступательного перемещения в направлении, параллельном транспортированию заготовок, однопозиционного шибера с призмой, причем величина перемещения шибера и расстояние между позициями подъемника равно.расстоянию между осями призм каждой позиции конвейера 1. Недостатком известного устройства является сложность в ориентировании и в выдерживании постоянного зазора между изделием и датчиком, а уменьшение зазора приводит к заклиниванию изделия между ориентирующими элементамич Цель изобретения - повышение надежности работы транспортного устройства автоматической линии. Указанная цель достигается тем, что транспортное устройство автоматической ли НИИ с параллельно работающими станками, содержащее одноручьевой конвейер с позициями для заготовок, выполненными в виде призм, и перегружатели, установленные у каждого станка, а каждая позиция конвейера оснащена дополнительной призмой для размещения изделия, а перегружатель каждого станка выполнен в виде двухпозицион-. ного подъемника и установленного над ним с возможностью возвратно-поступательного перемещения в направлении, параллельном транспортированию заготовок однопозиционного шибера с призмой, причем величина перемещения шибера и расстояние между позициями подъемника равны расстоянию между осями призм каждой позиции конвейера, снабжено смещенными вдоль оси транспортного устройства ориентирующими элементами, из которых цо крайней мере первый по ходу транспортного устройства оснащен накладкой, при этом накладки и ориентирующие элементы имеют заходные и направляющие участки и смеще-. ны относительно друг друга таким образом, что конец предыдущего по ходу транспортного устройства направляющего участка расположен с разрывом относительно начала последующего участка. На фиг. 1 изображено транспортное устустройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 2. Автоматическая линия содержит группу параллельно работающих станков 1,. взаимосвязаннь1х с транспортной системой посредством автооператоров 2. В транспортной системе конвейер 3 имеет на каждой из двух цепей спаренные призмы, расположенные с щагом, равным расстоянию между осями параллельно работающ,их станков. Призма 4 предназначена для заготовок, а призма 5 - для обработанных деталей. В зоне нахождения . автооператоров 2 над конвейером 3 установлены перегружатели 6, содержащие подъемники 7 и однопозиционные шиберы 8. Подъемники 7 имеют призмы 9 и 10, расположенные внутри цепей и ниже уровня призм 4 и 5. Однопозиционный шибер закреплен на подвижной раме 11, приводимой в движение пневмоцидиндром 12. Внутри перегружателей б на боковых поверхностях закреплены на резьбовых шпильках ориентирующие элементы 13 и 14. Ориентирующий элемент 13 имеет два отверстия со сквозными пазами для крепления бесконтактных датчиков 15, установленных с оптимальным зазором от ориентируемого изделия. Контур отверстия прерывается пазом для того, чтобы прервать магнитный поток, создаваемый чувствительным элементом датчика. Ориентирующий элемент 14 в заходной части имеет накладку 16. Ориентирующие элeмeнtы 13 и 14 и Накладка 16 имеют заходные и направляющие части, причем конец заходной части накладки 16 расположен с разрывом относительно начала заходной части ориентирующего элемента 13. Резьбовые шпильки в ориентируюших элементах смещены таким образом, чтобы изделие при перемещении по конвейеру попадало своим торцом сначала на заходную часть одного ориентирующего элемента, а затем на заходную часть другого ориентирующего элемента. Накопители 17 имеют неподвижные рейки 18 и подвижные рейки 19 совершающие плоско-параллельное вращательное движение от двух коленчатых валов, связанных с приводом цепной передачей. Датчики, фиксирующие наличие детали на первой и последней позиции накопителя, закреплены в одном из ориентирующих элементов 20. Крепление датчиков аналогично креплению датчиков в ориентирующем элементе 13. В начале транспортной системы имеется лоток 21 для заготовок, в конце - лоток 22 для обработанных деталей. Работа автоматической линии осуществляется следующим образом. При наличии заготовки на лотке 21 выдается команда на включение конвейера, при этом призма 4, закрепленная на конвейере 3, забирает заготовку с лотка 21 и переносит ее к первому по ходу движения перегружателю 6. В процессе перемещения заготовка одним из торцов попадает на заходную поверхность накладки 16 ориентирующего элемента 14 и сдвигается вдоль своей оси в сторонухзриентирующего элемента 13. После прохождения накладки ,6 изделие лру™« -Рие поп-ае. кладки 16 изделие другим торцем попадает ч..п..,« 1О . « прохождении его останавливается напротив датчиков 15, в зоне его чувствительности последний выдает команду на соответствующие механизмы автоматической линии для продолжения работы линии по циклу. Такое конструктивное выполнение ори нтирующих элементов позволяет лодвести изделие к датчику с постоянным зазором „ --- /ГГГ/.ГТем устроистьа duiu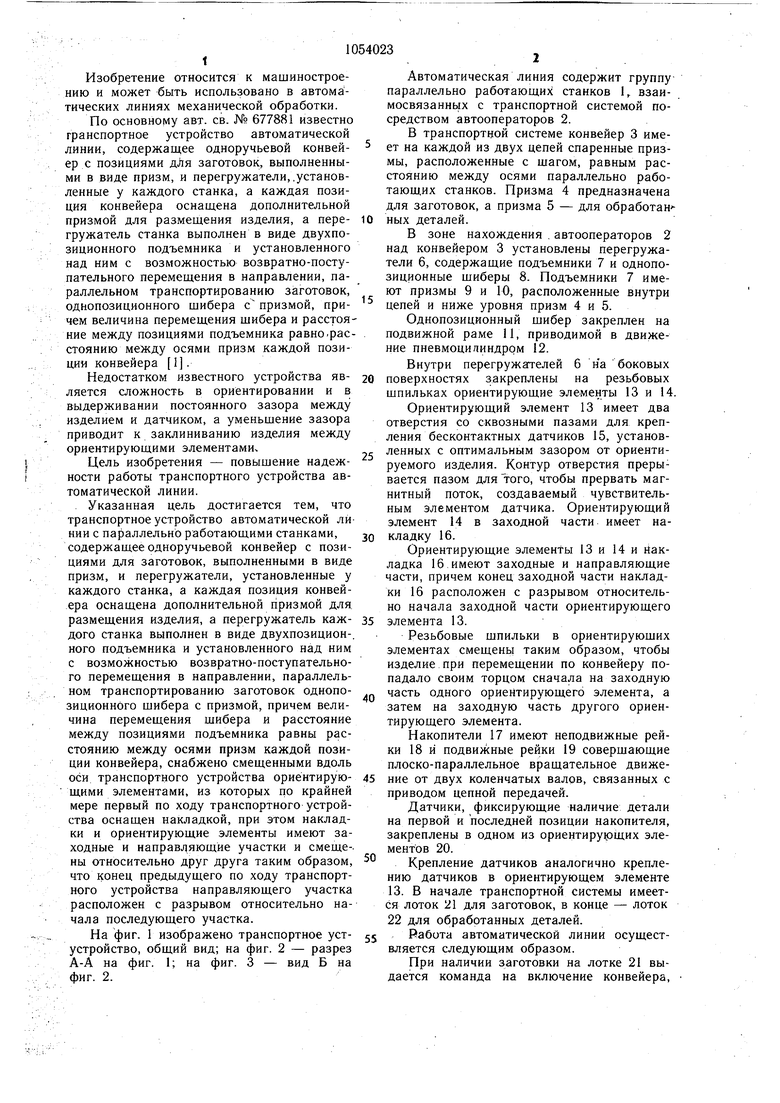
| название | год | авторы | номер документа |
|---|---|---|---|
| Транспортное устройство автоматической линии | 1981 |
|
SU1042959A2 |
| Транспортное устройство автоматической линии | 1978 |
|
SU918028A2 |
| Транспортная система автоматической линии | 1983 |
|
SU1169907A1 |
| Траспортное устройство автоматической линии | 1977 |
|
SU677881A1 |
| Автоматическая линия для обработки деталей типа валов | 1983 |
|
SU1175672A1 |
| Автоматическая линия для изготовления колец | 1977 |
|
SU737084A1 |
| Технологический комплекс для обработки цилиндрических деталей | 1989 |
|
SU1761436A2 |
| УСТРОЙСТВА ДЛЯ НАКОПЛЕНИЯ, ПЕРЕМЕЩЕНИЯ И КОНТРОЛЯ КАЧЕСТВА ИЗДЕЛИЙ | 1998 |
|
RU2148487C1 |
| Устройство загрузки станков | 1978 |
|
SU691275A1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
ТРАНСПОРТНОЕ УСТРОЙСТВО АВТОМАТИЧЕСКОЙ ЛИНИИ по авт. св. № 677881, отличающееся тем, что, с целью повышения надежности и упрощения конструкции, оно снабжено смещенными вдоль оси транспортного устройства ориентирующими элементами, из которых, по крайней мере, первый по ходу транспортного устрой-ства оснащен накладкой, при этом накладки и ориентирующие элементы имеют заходные и направляющие участки и смещены относительно друг друга таким образом, что конец предыдущего по ходу транспортного -устройства направляющего участка расположен с разрывом относительно начала последующего направляющего участка.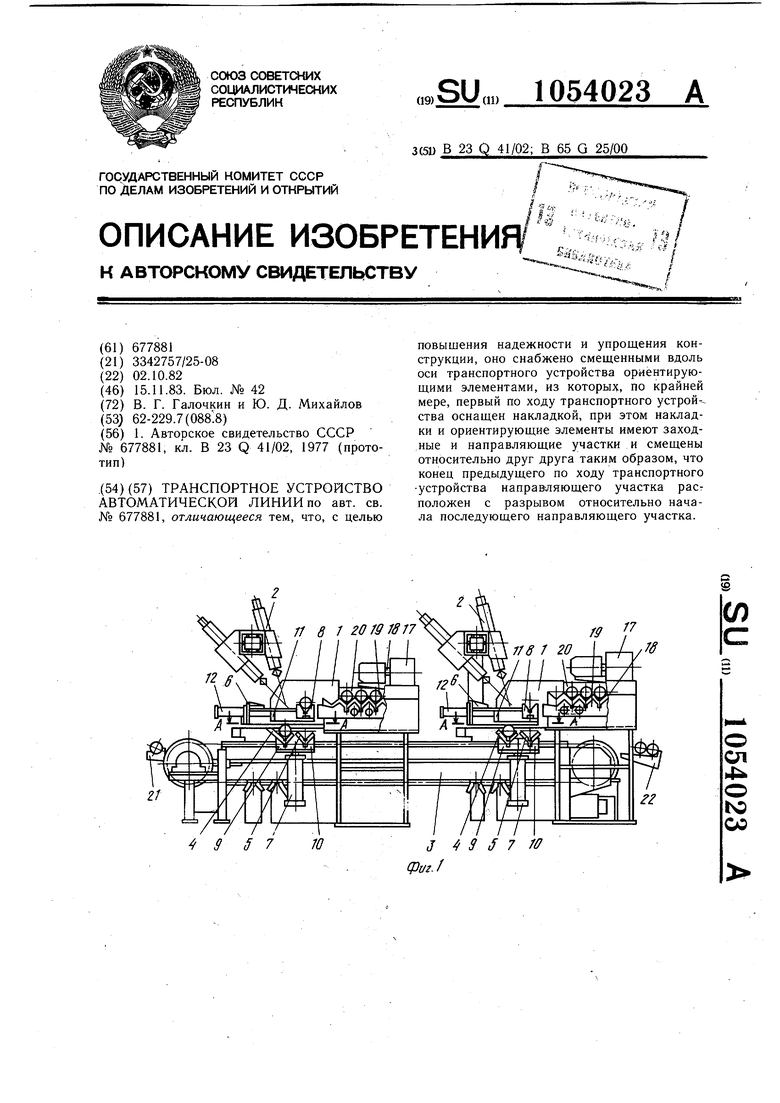
АФш.г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Траспортное устройство автоматической линии | 1977 |
|
SU677881A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
