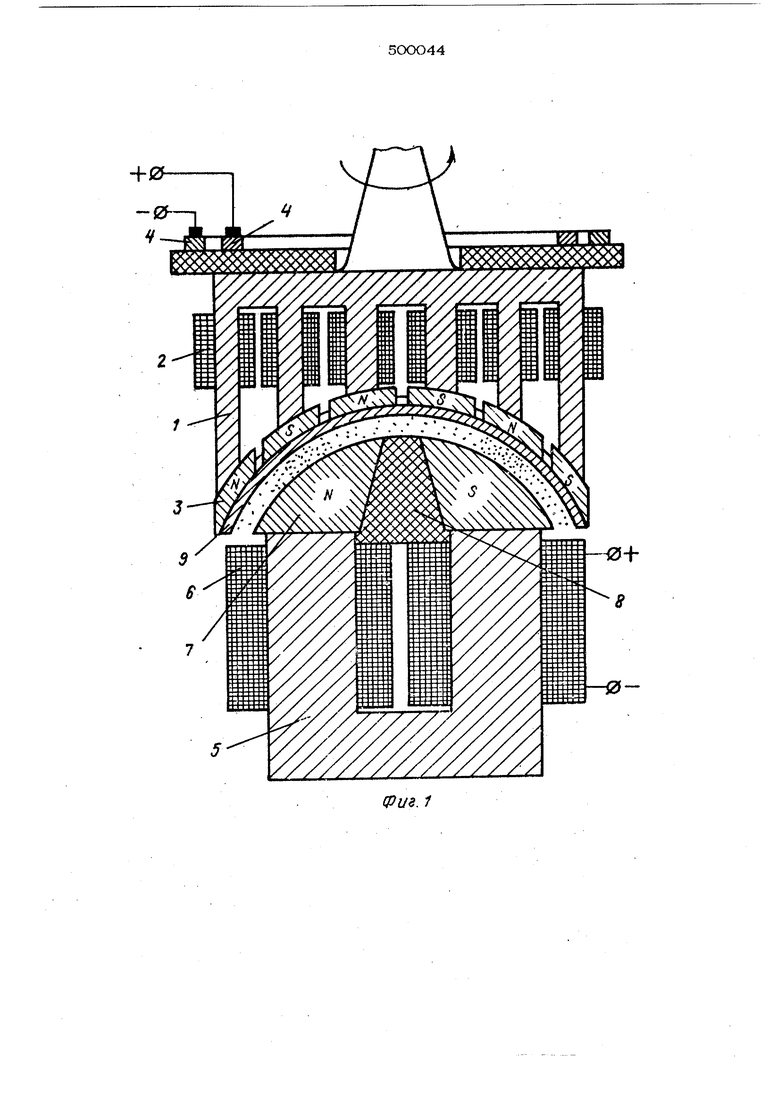
Изобретение относится к области станко , строения, в частности к станкам для чис1во- ; вой обработки заготовок ферромагнитным порошком в магнитном поле. I Известно устройство для магнитно-абра- j зивной обработки деталей, расположенных между вращающимся и неподвижным магнит проводами магнитной системы, полюсные j наконечники которых негативно отражают ; форму обрабатываемой двтали, i Цель изобретения обеспечение осциллирук щего движения частиц магнитного абразива ;по обрабатываемой поверхности при обрабо-р |ке внешних и внутренних поверхностей по- лусферических деталей, за счет чего ловы-шается качество обработки, и снижение габаритов устанорки, i Поставленная цель обеспечивается тем, {что рабочая поверхность одного из полюсных наконечников магнитопроводов выполнена в виде четного числа сферических сег ментов чередующейся полярности, а другого-в виде четного числа секторов чере- . дующейся полярности. На фиг. 1 и 2 схематически показана конструкция устройства в двух рабочих но i ложениях, I Устройство состоит из вращающегося ; магнитопровода 1 с распопоженными на i нем электромагнитными катушками 2, сфе- рическими сегментами- 3 и контактными кольцами 4; неподвижного магнитопровода 5с расположенными на нем электромагнитными катушками 6, и секторов 7, например четверть-сфер, разделенных немагнитной i прокладкой 8. Деталь 9 закреплена на од-« нрм из магнитопроводов, например на вра- щающемся. Работа устройства осуществляется следующим образом. Постоянный ток, подаваемый на электромагнитные катушки 2 через контактные кольца 4, намагничивает сферические сегменты 3 с определенной полярностью (фит, 1), j Постоянный ток, подаваемый на электроI магнитные катушки 6, создает-рабочий поток Ф , который пронизывает внутрен- НИИ магнитопровод 5, четверт1 -сферы 7, рабочий зазор О , деталь 9, сферические
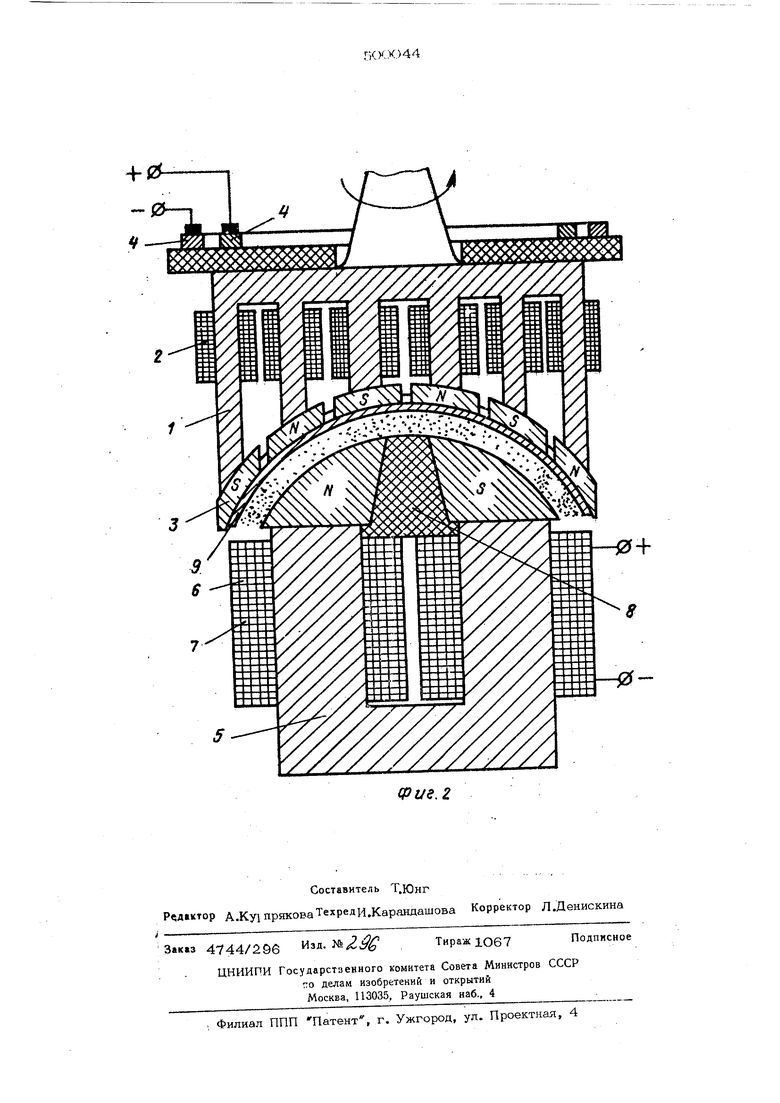
сегменты 3 и вр(н;ающийся магнитопрпвод 1. В рабочий зазор $ подается магнитаый абразив который располагается нормально к обрабатываемой поверхности детали вдоль силовых линий магнитного потока, В процео- 5 се вращения магннтопровода 1 происходит обработка детали 9 с осцилляцией магнитно го абразива по обрабатываемой поверхности, Для пояснения процесса осциллявди ча«в; отиц магнитного абразива следует 10 реть два положения вращающегося магнитопро- вода 1 по отношеншр к неподвижному магнитепроводу 5. В первом положении (фиг. 1) происходит усиление -магнитарго потока рабочем зазоре .(f под разноименными и 16 ослабление под одноименными сферическими сегментами 3 врашаюшегося магнцтопровода 1, Частицы магнитцого абразива ом&щаются в стордну усиления магнитного потока. Во втором положении, при повороте 20 вращающегося магнитопровода 1 на 180° (рис, 2)t зоны, в которых происходит ус№ ление и ослабление магнитного потока, смешаются, в результате чего и частицы маг- нм-тного абразива смещаются по обрабаты- / 25 ваекшй шадаврхности в сторону усиления
магнитного потока. В процессе вращения магнитопровода 1 происходит непрерывная осцилляция част1щ магнитного по обрабатываемой поверхности.
Данное устройство может быть также использовано для обработки плоски)1 поверхь i ностей деталей, р этом случае следует только изменить конфигурацию полюшых наконечнийов электромагнитов.
Формула изобретения
Устройство для магнитно-абразивной i обработки деталей, например полусферическ, расположенных между вращающимся и неподвижным магнитопроводами магнит ной системы, полюсные наконечники которых негативно отражают форму детали, отличающееся тем, что, с целью повыщения качества обработки, и упрощения конструкции, рабочая поверхность одного из полюсных наконечников магнитопроводов
вьшолнена в виде четного числа сферических сегментов чередующейся полярности, j а другого - в виде чётного числа секторов
чередующейся полярности.
-f0
Фив. 1
0-Ь
0(Pt/e.Z
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для магнитно-абразив-НОй ОбРАбОТКи ТЕл ВРАщЕНия | 1979 |
|
SU814684A1 |
| Электромагнитный порошковый много-пОлюСНый ТОРМОз | 1979 |
|
SU811009A1 |
| Плоскополировальный магнитно- абразивный станок | 1975 |
|
SU751597A1 |
| Станок для обработки деталей магнито-абразивным порошком | 1977 |
|
SU776889A1 |
| Способ односторонней магнитно-абразивной обработки поверхностей и устройство для его осуществления | 1987 |
|
SU1437197A1 |
| ГЕНЕРАТОР ПЕРЕМЕННОГО ТОКА | 1995 |
|
RU2109391C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ УПРОЧНЯЮЩИХ ПОКРЫТИЙ ФЕРРОМАГНИТНЫМИ ПОРОШКАМИ | 1991 |
|
RU2034096C1 |
| Устройство для обработки изделий в магнитном поле | 1976 |
|
SU603570A1 |
| Установка для чистовой обработки ферропорошками в магнитном поле | 1976 |
|
SU663565A1 |
| Установка для нанесения покрытий ферромагнитными порошками | 1978 |
|
SU742119A1 |