(54) СПОСОБ НАПЛАВКИ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСТРАНЕНИЯ ДЕФЕКТОВ НА ЧИСТОВЫХ ПОВЕРХНОСТЯХ ДЕТАЛЕЙ | 2005 |
|
RU2302323C1 |
| СПОСОБ УСТРАНЕНИЯ ДЕФЕКТОВ НА ЧИСТОВЫХ ПОВЕРХНОСТЯХ ДЕТАЛЕЙ | 2006 |
|
RU2314904C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КОЛЕНЧАТОГО ВАЛА И КОЛЕНЧАТЫЙ ВАЛ | 2001 |
|
RU2235009C2 |
| Способ восстановления коленчатых валов наплавкой | 1987 |
|
SU1456294A1 |
| Способ восстановления чугунныхКОлЕНчАТыХ ВАлОВ дВигАТЕлЕй | 1978 |
|
SU800212A1 |
| Способ упрочнения стальных деталей | 1981 |
|
SU969757A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ШЕЕК ОСЕЙ ВАГОННЫХ КОЛЕСНЫХ ПАР ПУТЕМ ЛАЗЕРНОЙ НАПЛАВКИ | 1996 |
|
RU2107598C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1992 |
|
RU2050243C1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ | 1996 |
|
RU2107600C1 |
| Способ восстановления деталей | 1984 |
|
SU1157089A1 |
1
Изобретение относится к технике наплавки изношенных поверхностей деталей, подвергаю1Йи ся в процессе эксплуатащ5И циклической нагрузке, например коленчатых валов двигателей внутреннего сгорания.
Известен способ наплавки деталей, прм котором участки, наименее подверженные. износу, наплавляют мягким, менее износостойким металлом, а смежные с ними участки наплавляют твердым износостойким металлом,
Однако валы, наплавленные таким спосЬбом, обладают пониженной усталостной прочностью по сравнению с неизношенными валами или прошедшими термообработку.
В предлагаемом способе с целью повышеннй усталостной прочности участков, наплавленных твердым износостойким металлом, участки, наплавленные мягким, менее износостойким металлом, пластически деформируют, наклепывая их до получения напряжений сжатия в смежных участках, на плавленных твердым износостойким металлом.
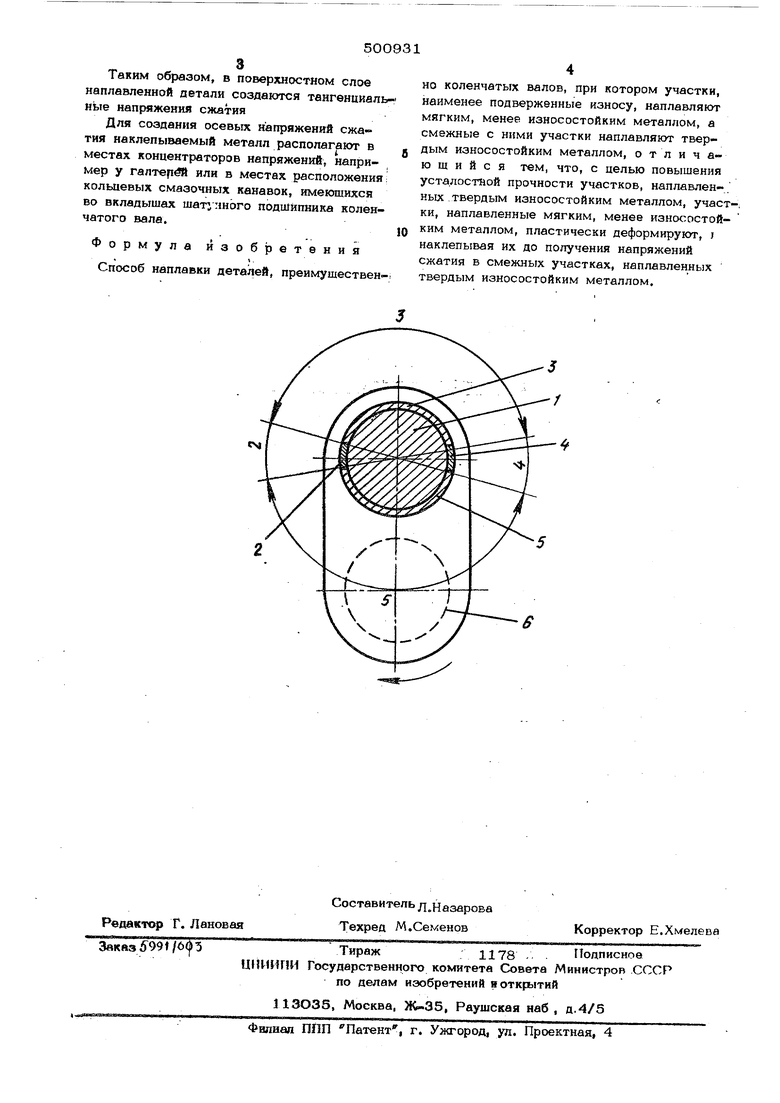
На чертеже показано сечение коленчатого вала по наплавленной предлагаемым способом шатунной шейке.
Наплавку производят, например, широкослойным способам продольными валиками по ширине шейки 1 коленчатого вала. Сначала наплавляют участок 2 металлоМп под.д&юшимся наклепу, споем заданной толщины. Участок 3 шатунной шейки наименее
: подвержен износу. Затем заменяют элёкт;род и производят наплавку следующего участка 3 твердым износостойким металлом, далее на участках 4 наплавляют менее твердый металл, на учарток 5 - более
твердый металл. Позиция 6 - коренная шейка коленчатого вала.
Затем производят предварителы ую черновую обработку наплавленной поверхности шейки коленчатого вала, например, абраэнвом или анодномеханическим способом. После этого на участке 2 производят наклеп металлу, создавая тем -самым напря; жение сжатия не только в наклепанной зоне наплавки, но и на всей остальной на:плавленной поверхности. Таким образом, в поверхностном слое наплавленной детали создаются тангенциал ныв напряженке сжатия Для создания осевых напряжений сжатия наклепываемый металл располагакгг в местах концентраторов напряжений, например у галтер или в местах расположения кольцевых смазочных канавок, имеющихся во вкладышах шатзиного подшипника колен чатого вала. Формула изобретения .ч . Способ наплавки деталей, преимуществен но коленчатых валов, при котором участки, наименее подверженные износу, наплавляют мягким, менее износостойким металлом, а смежные с ними участки наплавляют твердым износостойким металлом, отличающийся тем, что, с целью повышения усталостной прочности участков, наплавлен-, ных твердым износостойким металлом, участки, наплавленные мягким, менее износостойким металлом, пластически деформируют, наклепывая их до получения напряжений сжатия в смежных участках, наплавленных твердым износостойким металлом.
