Изобретение относится к способам восстановления металлических поверхностей методом наплавки, может использоваться при устранении дефектов поверхностей деталей машин при их ремонте.
Известен способ восстановления деталей, включающий обработку изношенных поверхностей и последующее нанесение покрытия (а.с. №731659, В 23 К 9/04, 1988). Обработку изношенных поверхностей производят с учетом толщины некачественного слоя покрытия, которую определяют заранее, снимаемый слой материала отсчитывают от номинального размера поверхности в тело детали. Недостатком является напряжение, появляющееся на границе наносимого покрытия.
Известен способ наплавки деталей (а.с. №500931, В 23 К 9/04, 1976), выбранный за ближайший аналог, при котором участки, наименее подверженные износу, наплавляют мягким металлом, а смежные с ними участки наплавляют твердым износостойким металлом. Для повышения усталостной прочности участков, наплавленных твердым износостойким металлом, участки, наплавленные мягким металлом, пластически деформируют, наклепывая их до получения напряжений сжатия в смежных с ними участках с наплавленным твердым металлом. Недостатком является высокая трудоемкость способа и возможное «стягивание» наплавляемого твердого износостойкого металла по границе его контакта с материалом детали, т.к. при охлаждении и кристаллизации происходит усадка металла. При последующей механической обработке наплавленного металла до уровня обрабатываемой поверхности в околошовной зоне остается занижение, что влияет на качество восстанавливаемой поверхности.
Технической задачей предлагаемого изобретения является повышение качества обрабатываемой поверхности.
По предлагаемому способу технический результат достигается тем, что в способе устранения дефектов на чистовых поверхностях деталей, включающем наплавку, пластическое деформирование, механическую обработку поверхности, перед наплавкой производят выборку дефекта и деформируют края выборки до образования на обрабатываемой поверхности буртика высотой 0,3-0,5 мм и шириной 2-3 мм, производят наплавку, граница которой доходит до половины ширины буртика, после чего производят снятие наплавленного металла до уровня обрабатываемой поверхности.
За счет наличия буртика металл не опускается ниже уровня обработанной поверхности. Экспериментально установлено, что при меньшей величине буртика можно не достичь результата, а при большей величине в деформируемом металле могут образоваться трещины.
На фиг.1 представлен участок детали с устраненным дефектом до применения предлагаемого способа, где: 1 - основной металл, 2 - металл наплавки, 3 - образовавшееся занижение, 4 - чистовая поверхность.
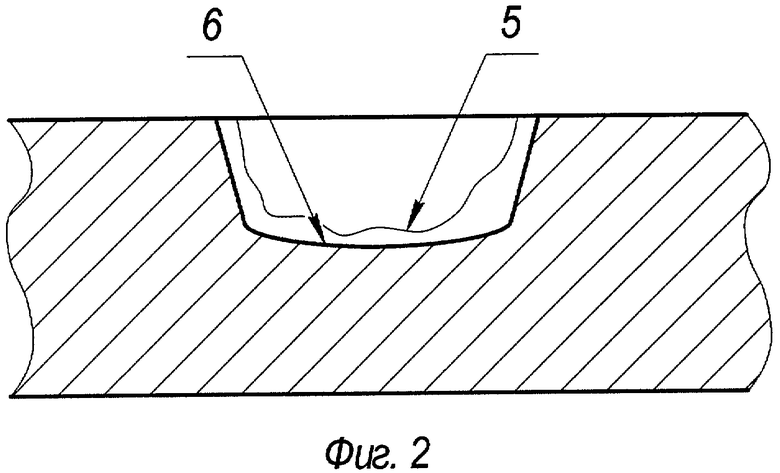
На фиг.2 представлен вид участка детали после выборки дефекта, где: 5 - поверхность дефекта, 6 - поверхность выборки.
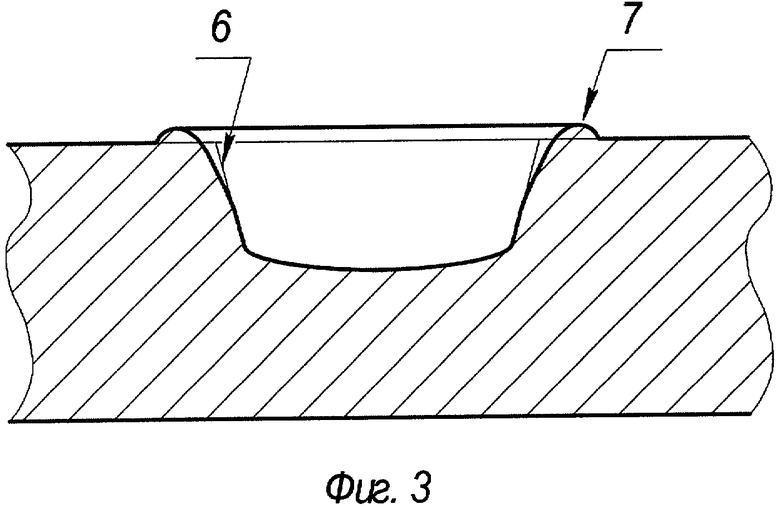
На фиг.3 представлен вид участка детали после образования буртика 7.
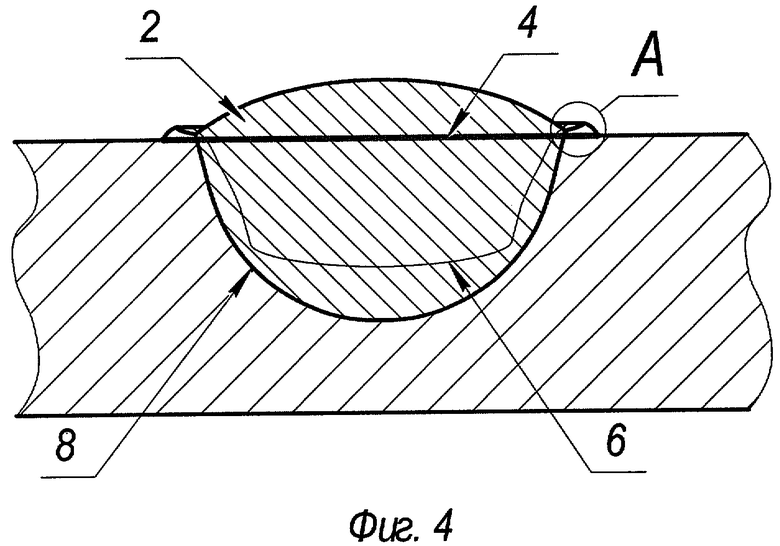
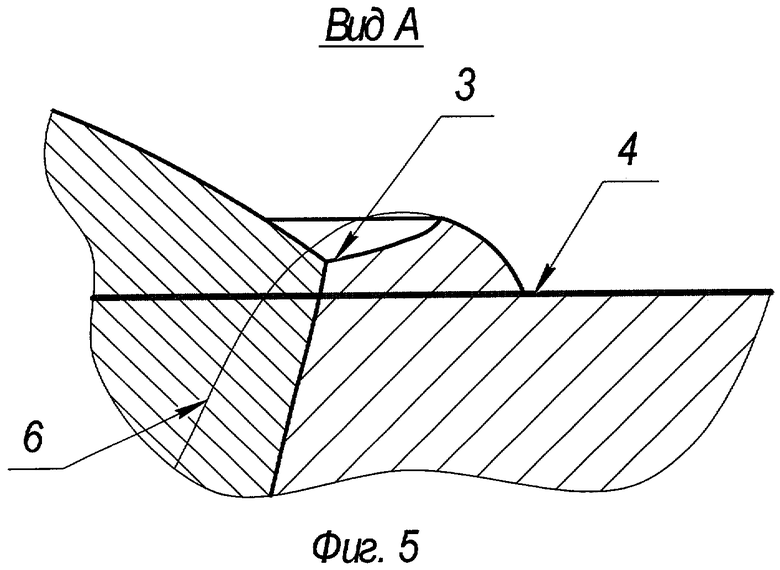
На фиг.4 и 5 представлен участок детали с дефектом, устраненным предлагаемым способом, где 3 - образовавшееся занижение, находящееся выше обрабатываемой поверхности 4, а зона проплавления 9 находится за пределами поверхности выборки 6.
Способ осуществляют следующим образом.
Дефект на чистовой поверхности 4 детали 1 полностью выбирают, деформируют металл боковой поверхности выборки 6 до получения буртика 7. После чего производят наплавку с получением усиления и оплавлением половины ширины буртика, причем граница оплавления 8 полностью перекрывает границы выборки 6. Далее удаляют наплавленный металл 2 до уровня обрабатываемой поверхности 4.
Пример осуществления способа исправления единичных дефектов, обнаруженных при чистовой обработке внутреннего диаметра корпуса, изготовленного из стали 08ГДНМФЛ. На поверхности в зоне установки уплотнительного кольца были обнаружены литейные поры размерами 2 и 3 мм и глубиной до 2 мм. Дефекты были выбраны сверлом диаметром 5 мм на глубину цилиндрической части 3 мм. После чего проведено деформирование боковой стенки выборки затупленным керном до образования буртика высотой 0,3-0,5 мм и шириной 1,5-2,0 мм. Затем произведена наплавка дефекта аргонодуговой сваркой неплавящимся электродом проволокой св-06Х15Н60М15 ГОСТ 2246-70. При этом буртик был проплавлен до половины своей ширины. Удаление наплавленного металла до уровня обрабатываемой поверхности производилось деревянным притиром, изготовленным по форме обрабатываемой поверхности, со шлифовальной шкуркой. После притирки занижение в зоне исправления дефектов не обнаружено.
Таким образом, изобретение позволяет повысить качество обрабатываемой поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСТРАНЕНИЯ ДЕФЕКТОВ НА ЧИСТОВЫХ ПОВЕРХНОСТЯХ ДЕТАЛЕЙ | 2005 |
|
RU2302323C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ | 1995 |
|
RU2078660C1 |
| Способ ремонта дефектов литья | 1987 |
|
SU1555099A1 |
| СПОСОБ СВАРКИ ИЛИ НАПЛАВКИ ЖАРОПРОЧНЫХ ВЫСОКОЛЕГИРОВАННЫХ СПЛАВОВ | 1998 |
|
RU2146988C1 |
| Способ аддитивного производства металлических изделий с автоматической регулировкой режимов послойной электродуговой наплавки | 2023 |
|
RU2807572C1 |
| Способ наплавки | 1991 |
|
SU1834760A3 |
| Способ электродуговой наплавки внутренних цилиндрических поверхностей и устройство для его осуществления | 1986 |
|
SU1491637A1 |
| Устройство для создания деталей аддитивно-субтрактивно-упрочняющей технологией | 2020 |
|
RU2750603C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ И ИНСТРУМЕНТА | 2022 |
|
RU2796119C1 |
| СПОСОБ ФОРМИРОВАНИЯ ДИСКРЕТНОГО НАПЛАВОЧНОГО ПОКРЫТИЯ НА ПЕРЕ ЛОПАТКИ ТУРБОМАШИНЫ | 2009 |
|
RU2420610C1 |
Изобретение относится к способам восстановления металлических поверхностей методом наплавки, может использоваться при устранении дефектов поверхностей деталей машин при их ремонте. Перед наплавкой производят выборку дефекта и деформируют края выборки до образования на обрабатываемой поверхности буртика высотой 0,3-0,5 мм и шириной 2-3 мм. Производят наплавку, граница которой доходит до половины ширины буртика. Удаляют наплавленный металл до уровня обрабатываемой поверхности. Изобретение позволяет повысить качество обрабатываемой поверхности. 5 ил.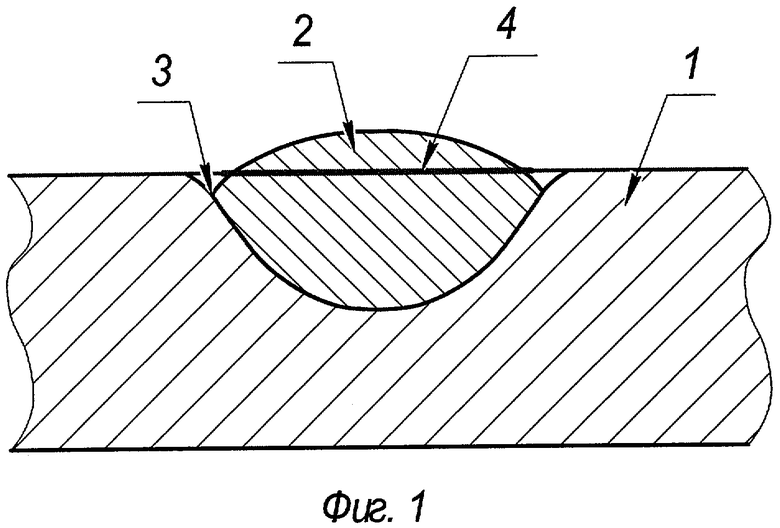
Способ устранения дефектов на чистовых поверхностях деталей, включающий наплавку, пластическое деформирование, механическую обработку поверхности, отличающийся тем, что перед наплавкой производят выборку дефекта и деформируют края выборки до образования на обрабатываемой поверхности буртика высотой 0,3-0,5 мм и шириной 2-3 мм, производят наплавку, граница которой доходит до половины ширины буртика, после чего производят снятие наплавленного металла до уровня обрабатываемой поверхности.
| Способ наплавки деталей | 1973 |
|
SU500931A1 |
| Способ ремонта дефектов литья | 1987 |
|
SU1555099A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ШЕЕК ОСЕЙ ВАГОННЫХ КОЛЕСНЫХ ПАР ПУТЕМ ЛАЗЕРНОЙ НАПЛАВКИ | 1996 |
|
RU2107598C1 |
| СПОСОБ РЕМОНТА ДЕФЕКТОВ ЛИТЬЯ | 2001 |
|
RU2194603C1 |
| JP 63144884 A, 17.06.1988. | |||

