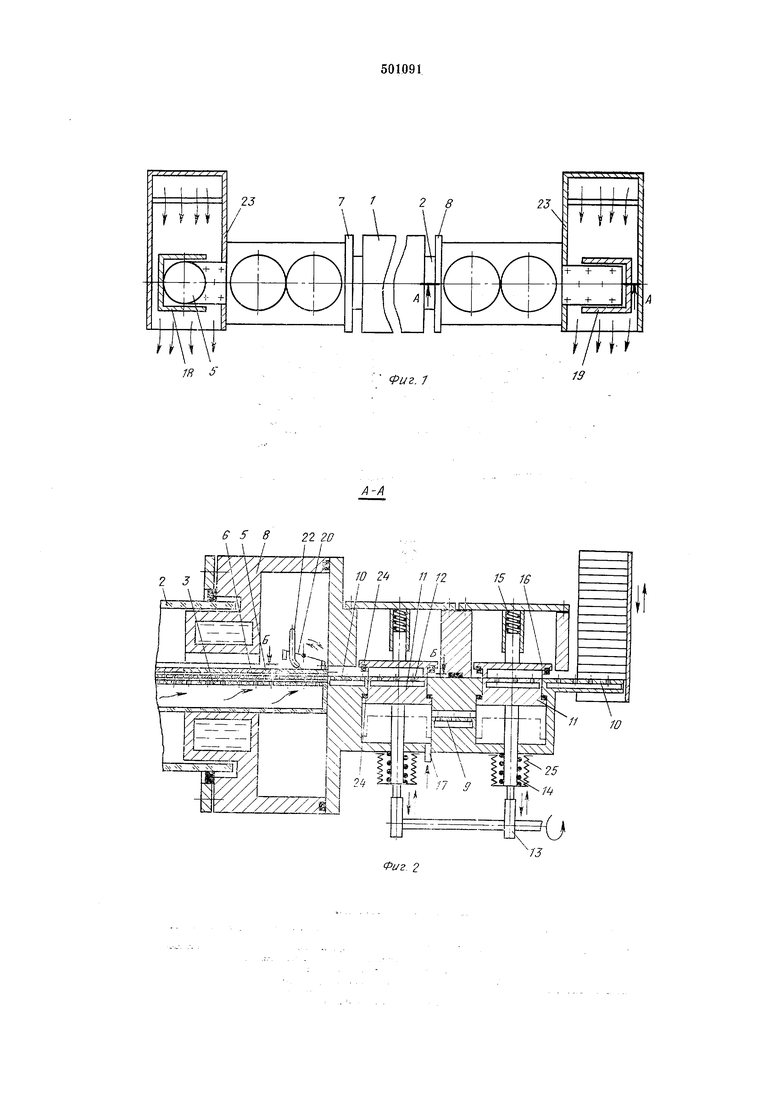
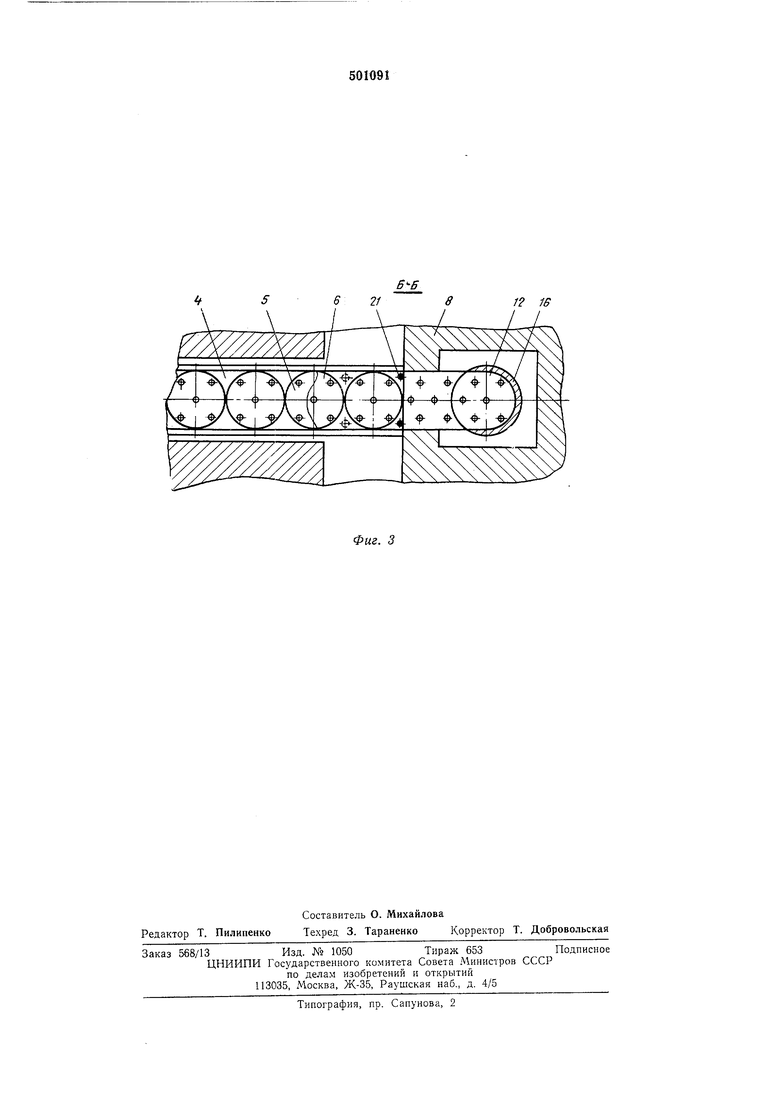
выполненным в виде труоы црямоугольного профиля, имеющей под 4 с отверстиями для перемещения изделия 5 на газовой подушке. В полу 4 по всей длиие транспортирующего устройства 3 размещен непрерывный ряд круглых кассет-посителей 6 с отверстиями, имеющими одинаковый диаметр с изделиями 5. В трапспортирующее устройство 3 подается газноситель, а подача паро-газовой смеси производится пепосредственно в реактор 2. Реактор 2 и транспортирующее устройство 3 уплотнены в шлюзах загрузки 7 и выгрузки 8, в которых устаповлепы в два яруса по высоте перегрузочные лотки 9 и 10.
Стыковка лотков осуществляется подвижными лотками 11, горизонтальная плоскость которых имеет отверстия 12 для подачи газа. Перемещение подвижных лотков 11 на требуемую величнну и в требуемой последовательности производится с помощью кулачкового мехаиизма привода 13, причем пруж;ппы 14 и 15 обеспечивают опускание лотков 11 и уплотияющих крышек 16 вниз. В газовый объем между подвижными лотками 11 через щтуцер 17 подается ипертный газ. На участке разгрузочного лотка 10, выступающего за пределы щлюзов загрузки 7 и выгрузки 8, размещеиы кассета-питатель 18 и кассета-накопитель 19.
Плоскость перегрузочных лотков 10 и верхняя плоскость кассет-носителей 6 совпадают, поэтому устройство управлепия ско|ростыо перемещепия изделий 5 выполнено в шлюзе выгрузки 8 в виде манипулятора 20 с подвижными упорами 21 и соплом сдува 22. Перемещение изделий 5 происходит за счет уклона трапспортируюпдего устройства 3 и перегрузочных лотков 9 и 10. Кассета-носитель заключена в пылезащитный кожух 23.
Работа автомата производится в следующей последовательности.
После предварительной загрузки изделий 5 в кассету-питатель 18 и на транспО(ртирующее устройство 3 включается автоматический режим обработки, в процессе которого происходит управление работой манипулятора и работающих синхронно механизмов привода 13. При этом через равные интервалы времени пронзводится поштучная выгрузка изделия 5 с последней кассеты-носителя 6 на перегрузочный лоток 10 и далее на нодвижный лоток 11 щлюза выгрузки 8. Включаются механизмы привода 13, в результате чего подвижные лотки 11 последовательпо приходят в крайнее
нижнее положение, а образовавшийся объем уплотняется крышками 16. Изделие 5 проходит через перегрузочный лоток 9 с одпого подвижного лотка 11 на другой, а после возвращения их в исходное положение оно достигает кассеты-накопителя 19. Одновременно с этим происходит перемещение изделия 5 из кассеты-питателя 18 на транспортирующее устройство 3.
В описываемом автомате герметизация рабочего объема достигается за счет многокамерности выполнения шлюзовых устройств и установки уплотняющих прокладок 24 и сильфонов 25. Так как на пути перемещения издеЛИЙ 5 над кассетами-носителями 6 отсутствуют участки поверхности, на которых может осаждаться вещество из паро-газовой смеси или посторонние частицы, это обеспечивает условия надежности транспортирования. Использование неподвижных кассет-носителей 6, кроме того, позволяет отказаться от необходимости иметь замкнутый транспортирующий контур для их перемещения, что значительно упрощает конструкцию, снижает расходы газа на
траиснортнрованне, сокращает время разогрева изделий в печи за счет умепьшеиия вносимой массы. При исиользовапни инфракрасного нагрева и вынолнеиии кассет-носителей из того же материала, что и изделие, резко сокращается переходиый процесс разогрева изделия, что улучшает условия термообработки. В ряде случаев целесообразо выполнять кассеты-носители 6 непосредствепно па транспортирующем устройстве 3 путем вытравливания
с соответствуюндих участков поверхности пода 4, не нерекрываемых изделиями 5.
Формула и 3 о б р е т е н и я
Автомат для термической обработки изделий, содержащий тер.мнческую камеру, реактор с унлотнекным в нем с помон ью шлюзов транспортируюни-iM устройством на газовой подушке, кассету-питатель п кассету-накопитель с нерегр;узочными лотками, отличающийся тем. что, с целью повышения надежностн работы, транспортирующее устройство снабжено фиксированными на нем подставками с отверстиями, шлюзы снабжены уплотпяюищмн крышками н лотками, устаиовлепными с 1,озл:ожносгью перемеп1ения по высоте, а перегрузочпые лотки размещены поярусно в шлюзах.
Фиг. 7
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ОСАЖДЕНИЯ СЛОЕВ ИЗ ГАЗОВОЙ ФАЗЫ | 1991 |
|
RU2014670C1 |
| Печь для термообработки | 1978 |
|
SU769263A1 |
| ВПТБ | 1973 |
|
SU406921A1 |
| Линия для нанесения покрытия на радиодетали | 1987 |
|
SU1481867A1 |
| Автоматизированная линия изготовления крутоизогнутых отводов | 1989 |
|
SU1708475A1 |
| МОДУЛЬ ЗАГРУЗКИ И ВЫГРУЗКИ КОНТЕЙНЕРОВ ДЛЯ КАМЕРЫ ИНКУБАЦИИ БИОЛОГИЧЕСКИХ ОБРАЗЦОВ | 2023 |
|
RU2811536C1 |
| АВТОНОМНАЯ СБОРОЧНАЯ МОДУЛЬНАЯ ЯЧЕЙКА | 2021 |
|
RU2755994C1 |
| Автоматическая линия изготовления изделий из металлических порошков | 1988 |
|
SU1505666A2 |
| Автоматическая линия для развальцовки втулок | 1990 |
|
SU1782691A1 |
| СИСТЕМА ДЛЯ ИНКУБАЦИИ И ФОРМИРОВАНИЯ ЦИФРОВЫХ ИЗОБРАЖЕНИЙ БИОЛОГИЧЕСКИХ ОБРАЗЦОВ | 2023 |
|
RU2811721C1 |
658 I 22 го II
Фиг. 3
