1
Изобретение отиосится к термической обработке издел ий .полупроводникового производства.
Из®ест№а установка для термообработки плоаких штучиых .изделий на газовой подушке, в которой 101перацион«о-транопортное устройство вьиполнено .в трубы, а профил ираванИЫЙ под печи выполняет при этом роль рабочей дорожки. Известная установка характеризуется возмОЖностью :напльша «зделнй при транспортировке, ручной загрузкой и разгрузкой п отсутствием регулироваии я скорости перемещения О1брабатьюаемых изделий.
Описываемая установка отличается тем, что труба с рабочей доролжой представляет собой операциоьшый и передаточные лотки, соединенные в единый пылезащитный транспортный контур с направляющими боковыми буртика.1и, снабженный 1кассетами-носителями, которые выполнены нз тер1мостойкого чистого материала в виде нлосмих пластин с ограничительНЫ М И упора-ми и имеющих наклонные отверстия в основаниях, снабл енный устройством для управления скоростью ,ення кассет-иосителей, выполненным в виде горнзонтальных приводных дисков с профилированными кана:вками, симметрично углубленных в коП|ЦентрИ:Ч(Ные выемки транопортиого контура, снабженный кассетой-питателем и кассетойнакопителем, выполненными -в виде П-образнопо прО|ф иля с пазами для изделии, снабжеиного лотками приема и иодачи изделия, выполненными с направляющпми буртиками в примыкающей iK TpaiHicnopTHOi.My контуру части и не имеющи1м буртиков в своей узкой части, размещаемой в каОсете, и снабже-нпого механизмом совмещ,енИЯ кассеты-носителя с лоткОМ подачи изделия, выполненным в виде вилки из двух стержней, проходящих через тело трансиортного контура. Это позволяет избелсать наплыва изделий, транспортировать .их с вращением, плавно регулировать скорость перемещения н автоматизировать процессы загрузки п разгрузки.
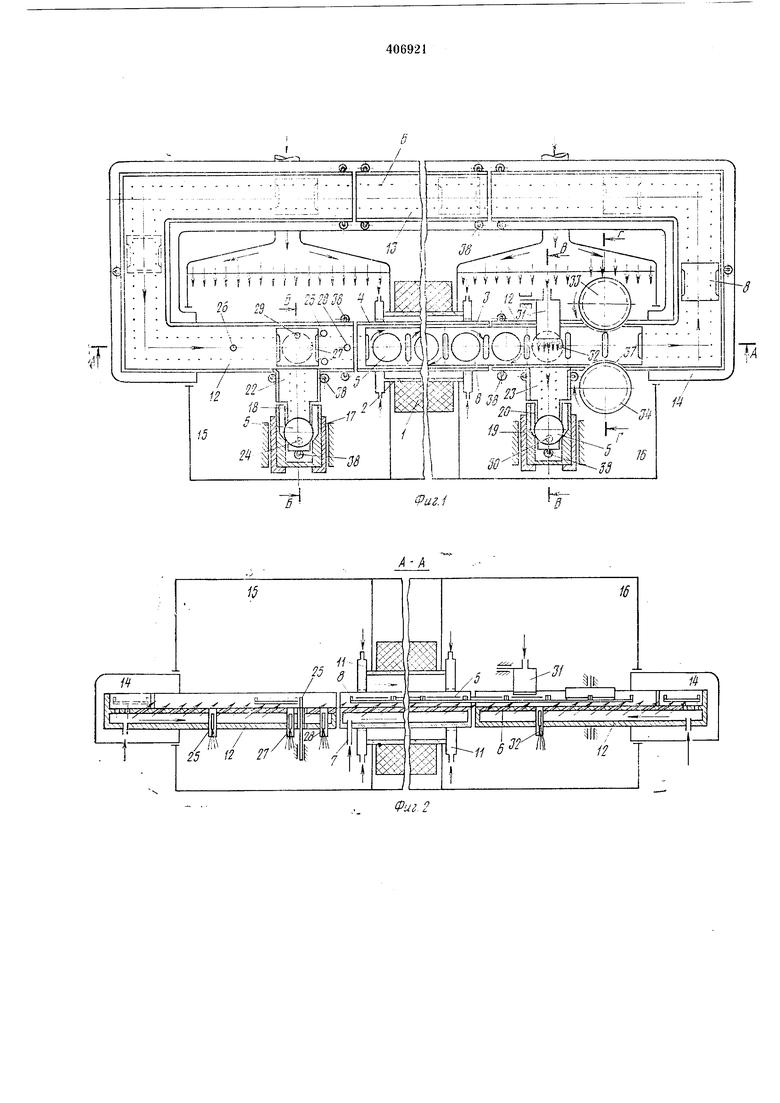
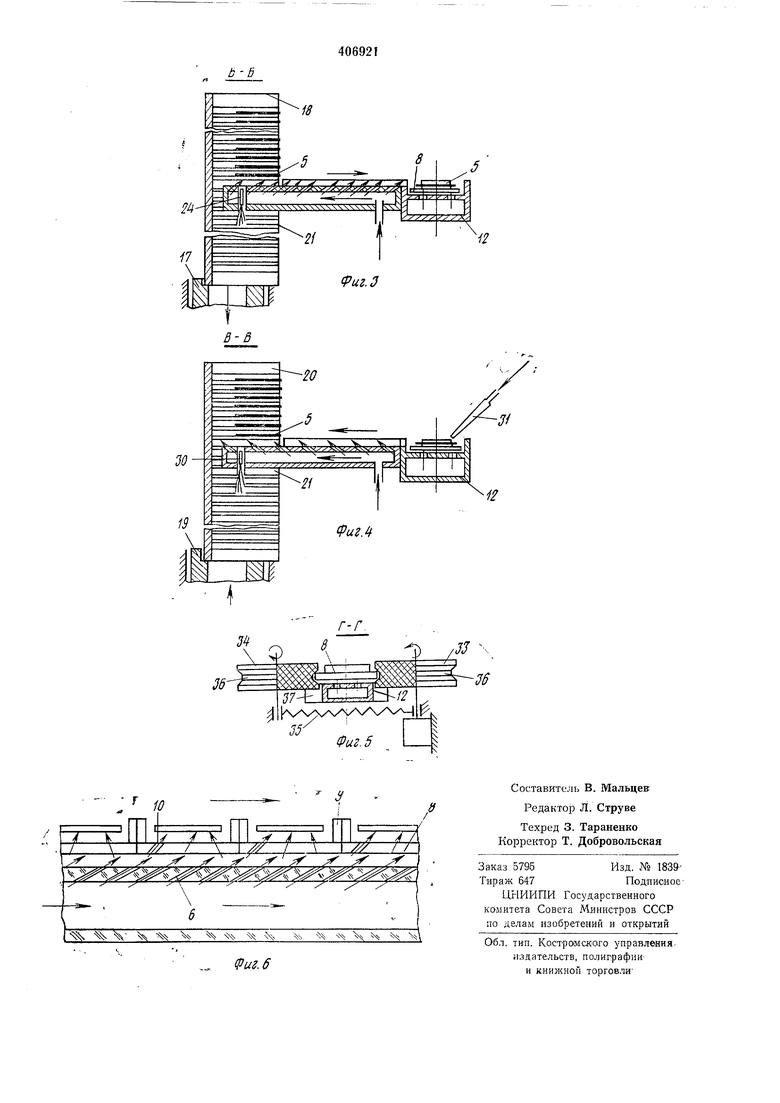
На фиг. 1 показана установка, план; на фиг. 2 - разрез по А-А па фиг. 1; на фиг. 3 - разрез по Б-Б на .фиг. 1; на фиг. 4 - разрез по В-В на фиг. 1; на фиг. 5 - ра.зрез по Г-Г на 1ФИГ. 1; на фиг. 6 - схема транспортировки изделия на газовой подушке.
В нагревательной камере 7 установлеи реактор 2, внутри которого расположен операционный лоток 3, илшющий рабОЧую дорожку с буртиками 4, шириной несколько большей, чем ширина обрабатываемого |И13делия 5 и в котором имеются наклопенные в сторону движения отверстия 6 для выхода газа, подаваемого внутрь лотка через штуцер 7. Обрабатываемые изделия о располагаются на кассетах-нооителях 8, снабЛСенных ограничительными упорами 9 и наклонными огверстиями-сошламиУО. На торцах реа-ктора 2 установлены газовые ,заве|сы L1. Передаточные лотки 12 и 13 совместно с олерационнЫМ ЛОТК01М 3 образуют замкнутый траиспо-.ртный контур, за«лючеН|Ный в единый пылезащитный :кожух, состоящ.ий 1из элементов 14, соединенных с ка1мерой заг.рузжи 15 и камерой выгруэкя 16. В ;п.ри;водно1М швзде 17 ка(меры затрузки 15 установлена кассета-нитатель 18, в приводном гнезде ,/9 камеры вЫ:Прузки кассета-накопнтель 20. Обе кассеты выполнены с 1Н.азами 21, число которых соответствует числу загружаемых или принимаемых изделий 5. В П-образный профиль кассет вставлены передаточный лоток 22 « пр;иемный лоток 23. Для управления процессом загрузки в лоток 22 встроен датчик 24, фиксирующий взаимное положение кассеты-питателя 18 и лотка 22, а для совмещения лотка с кассетой-носителем 8 установлен механизм 25, состоящий из двух стержней в виде вилки, проходящей через отверстия в передаточном лотке .12, где установлены также датчики 26, 27 и 2, фиксирующие положение каосеты-лосителя в на-чале и в конце зоны загрузки, и 2-9 положения издеЛИЯ в :кассете-носителе. Для управления процессом разгрузки установлены: датчик 30, плоскощелевое сопло 31 и датчик 32. Устройство для управления скоростью лпнейного перемещения KaiQceT-носителей состоит из двух гор;И 30|Нтальных 33 и 34, соединенных нодпружиненньш щарниром 35. Оба диска снабжены профильными торцовыми канавками 36 и ;расположены в концентричных выемках 37 лотка 12. Ви1нтовые опоры S8 предназначены для взаимного регули1рования лотков по плоскости транспортировки. В нривод«о-е гнездо 17 камеры загрузки J6 устанавливается каюсета-иитатель /5 с издеЛИЯМИ 5, а в приводное гнездо /;9 камеры выгрузки 1:6 - порожЕяя Кассета-накопитель 20. Далее включается схема управления, при этом изделия 5 из кассеты-питателя 1:8 периодически подаются на подходящие на загрузку кассеты-носители 8, поступающие далее в реактор 2 на термическую обработку. Изделие при обработке находится во взвещенном состоянии и вращается между органиЧ11тельным1и упорами 9 и направляюплн.мн буртиками 4. На выходе нз реактора S датчик 52 подает свг,нал на плоскощелевое сопло Ш, энергия струи которого перемещает изделие с кассетыносителя S на лоток 23 и далее в паз кассетынакопителя 20, я порожняя кассет а-1носитсль 8 по замкнутому транспортному кОНтуру перемещается на позицию загрузки. Далее цикл повторяется. П р е д iM е т изобретения Установка для термической обработки плоских щтучных изделий на .газовой подущке, содержащая нагревательную камеру, операционно-траиспортное устройство, выпол.ненное в виде профилированной трубы, отличающаяся тем, что, с целью избежания наплыва издел:ИЙ, транспортирования их с враще1нием, плавно-го регулирования окорости перемещения и автоматиза ции процесса загрузки и разгрузки, труба с рабочей дорожкой представляет собой операционный и передаточные лотки, соединенные в единый пылезащитный транспортный контур с направляющими боковыми буртика.1и, снабженный каосетами-носителям, выполненными нз термостойкого чистого материала в виде плоских пластин с ограничительными упорами и имеющих наклол1ные отверстия в о.снованиях, устройство м для управления скоростью перемещения кассет-носителей, вьшолHeHiHbiM в виде .гориаонтальных приводных дисков с профилированными канавками, симметрично углубленных в концентри41ные выемки транспортного контура, кассетой-ц.итателем и кассетой-накоцителем, выполненными в виде П-образного профиля с пазами для изделий, лотками приема и подачи изделия, выполненными с направляющими буртиками в примыкающей к траиснортному контуру части н «е имеюиигм и буртиков в своей узкой части, размещаемой в кассете, и механизмом совмещения кассеты носителя с лотком подачи изделия, вынол;нен 1ЫМ в виде вилки из двух стержней, про.ходяни-1х через тело транспортногч) контура.
IV .:;1ЦДг:- -3 Г ЖЧ У Ш
N flfS|(lM.XAJ
JliRl ,,. ВДИ П f1
ЩК-л1у|2Й: й
/5
шз
2-Л
Иг
L Г
Г №
U:-
ifaz.i
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для термической обработки изделий | 1974 |
|
SU501091A1 |
| Автоматизированная линия изготовления крутоизогнутых отводов | 1989 |
|
SU1708475A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ | 1964 |
|
SU164766A1 |
| Устройство для подачи изделий | 1987 |
|
SU1442461A2 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ КАПСЮЛЕЙ- ДЕТОНАТОРОВ | 1967 |
|
SU201184A1 |
| Загрузочное устройство | 1988 |
|
SU1583257A1 |
| Ориентирующее устройство | 1982 |
|
SU1052365A1 |
| Автоматическая линия изготовления изделий из металлических порошков | 1985 |
|
SU1258622A1 |
| Печь инфракрасного нагрева для термической обработки изделий | 1973 |
|
SU516750A1 |
| УСТРОЙСТВО ДЛЯ ПРОХОДКИ ШАХТНОГО СТВОЛА | 2013 |
|
RU2641052C2 |