01
сл
со
О)
Изобретение относится к области производства труб из термопластов с помощью сварки.
Известна установка для сварки труб из термопластов, содержащая размещенную на направляющих станины подвижную каретку, на которой смонтированы с возможностью взаимного сближения призмы зажимов труб, торцовой нагреватель и калибрукнций узел. Однако эта установка не позво ляет производить сварку непрерьшно перемещаемых труб.
Предлагаемая установка отличается тем, что в ней калибрующий узел установлен с возможностью перемещения вдоль каретки и снабжен тормозным механизмом, взаимодействуюпщм со станиной, а каретка снабжена фиксатором исходного положения обработки торцом труб в виде связанного со станиной штока, соединенного посредством двуплечего рычага с призмой зажима.
Это позволяет повысить производительность при сварке непрерывно перемещаемых труб.
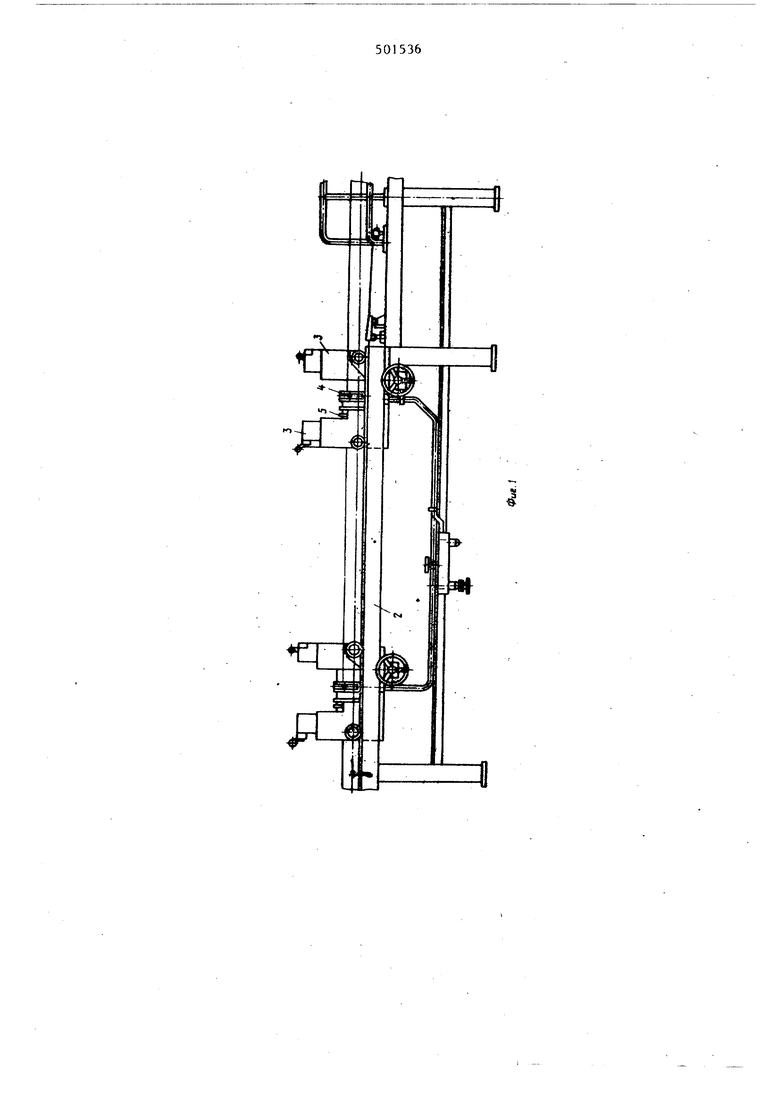
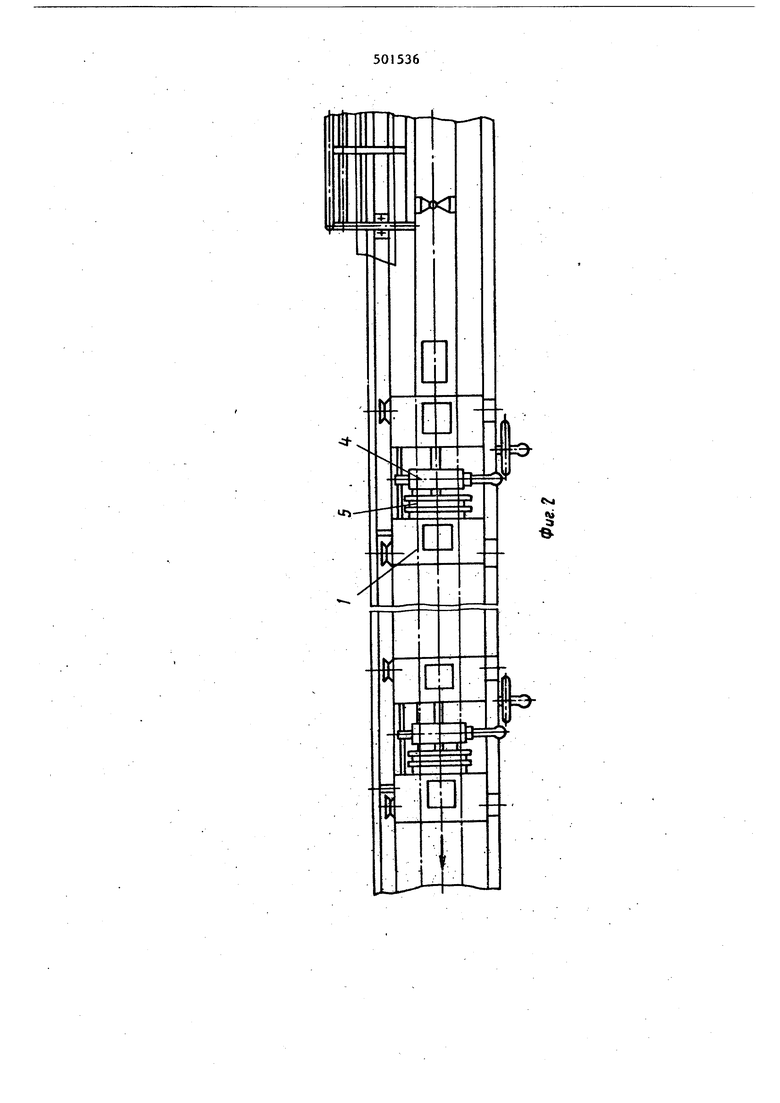
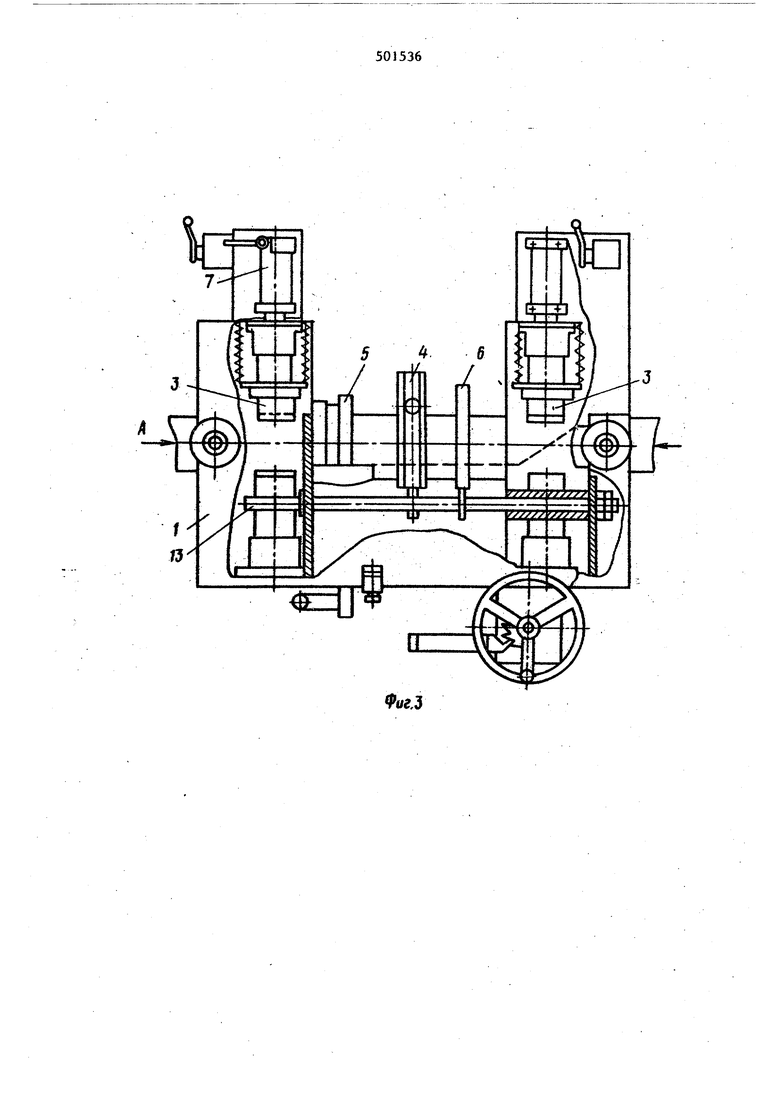
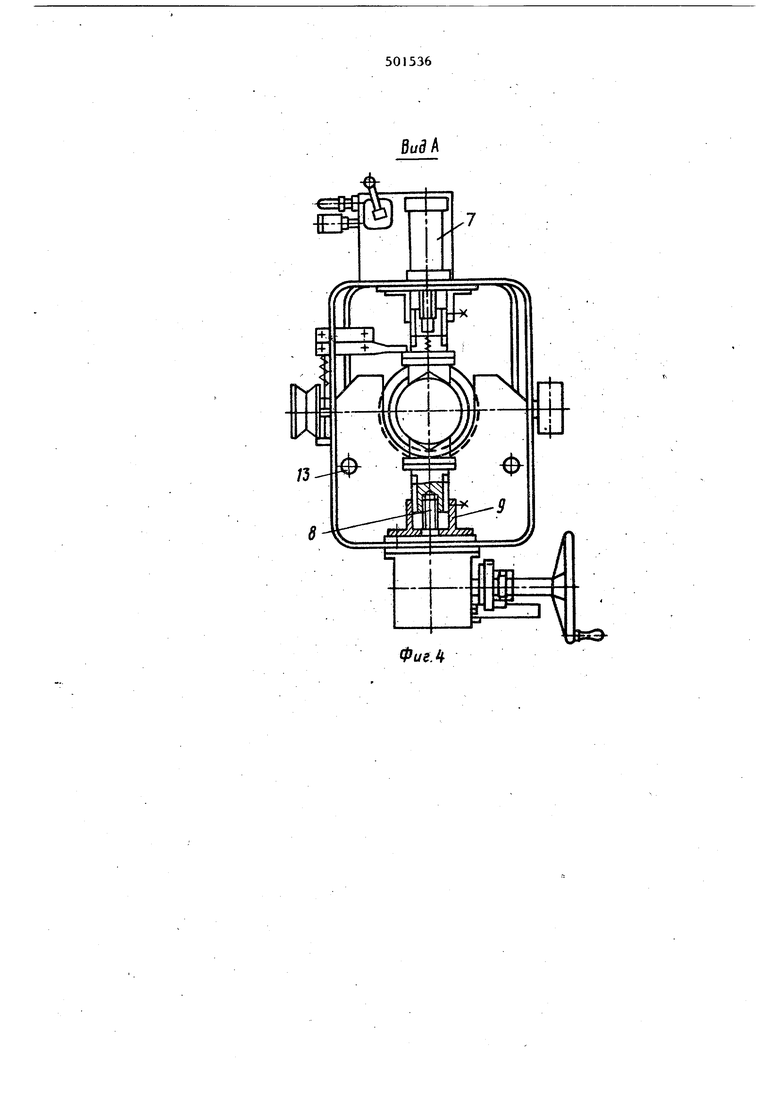
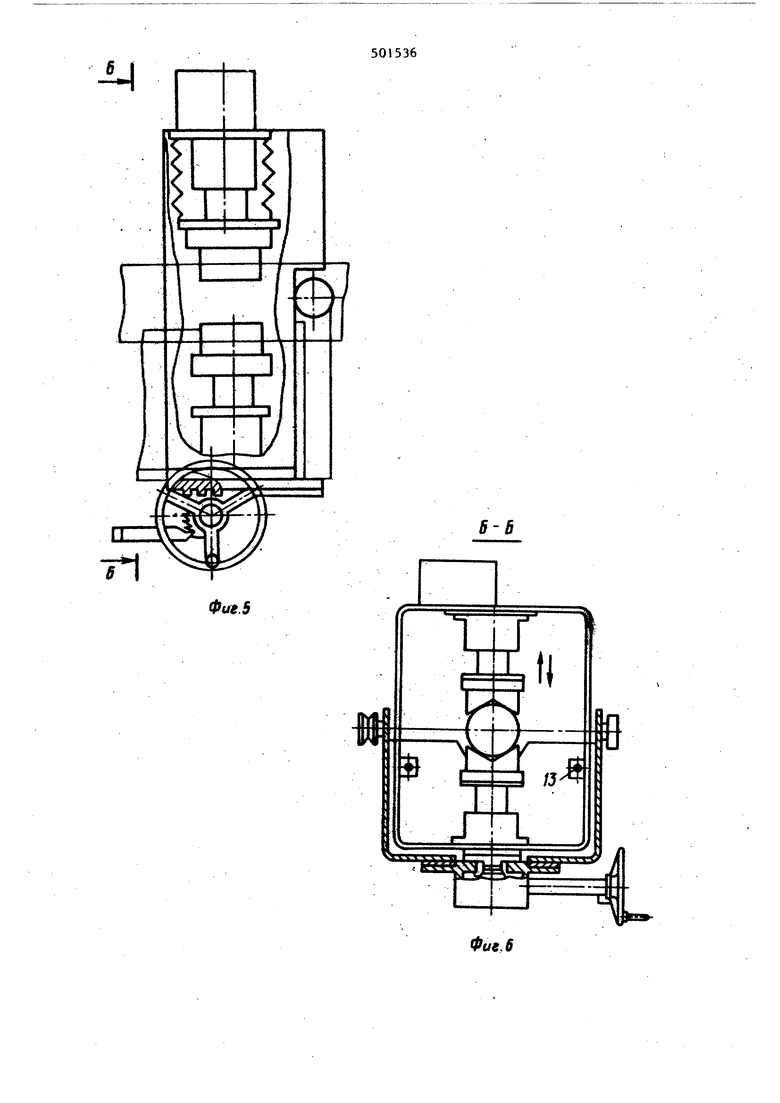
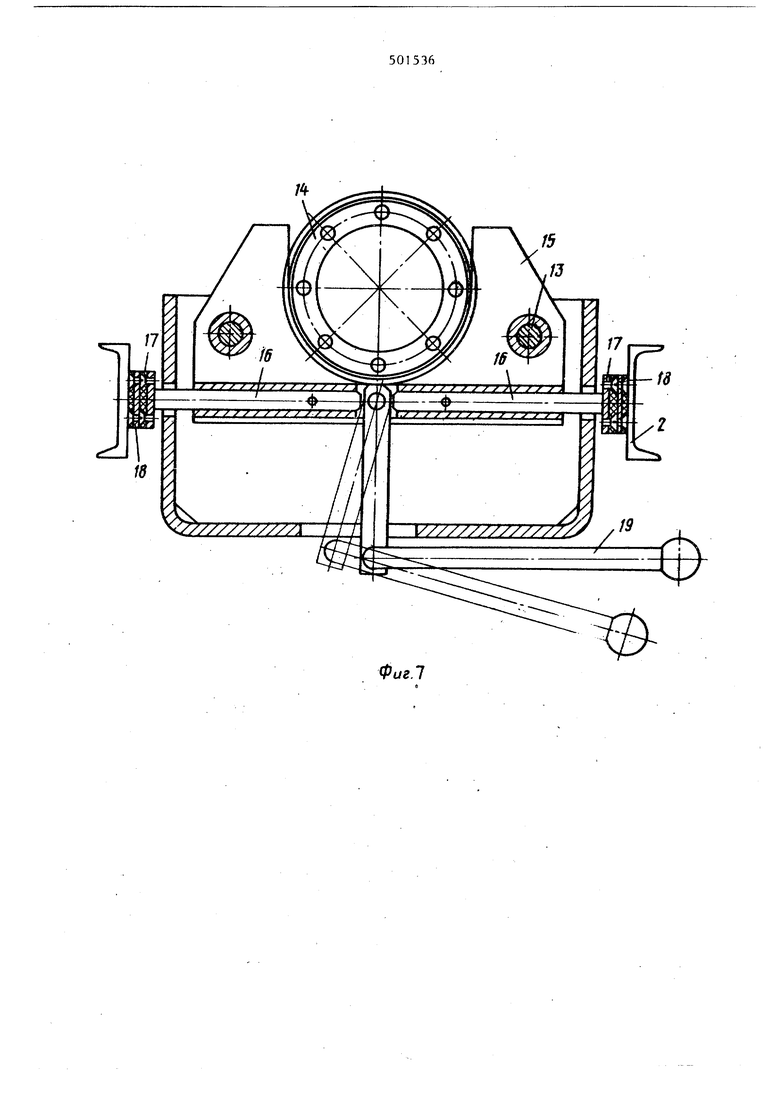
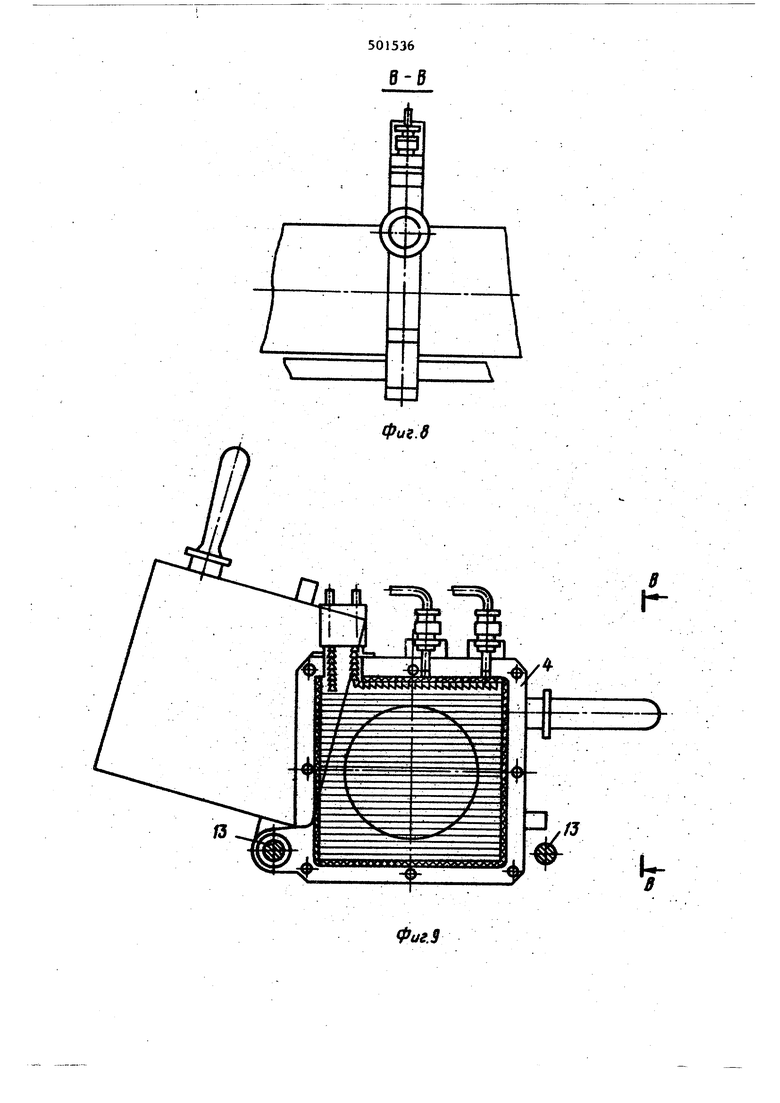
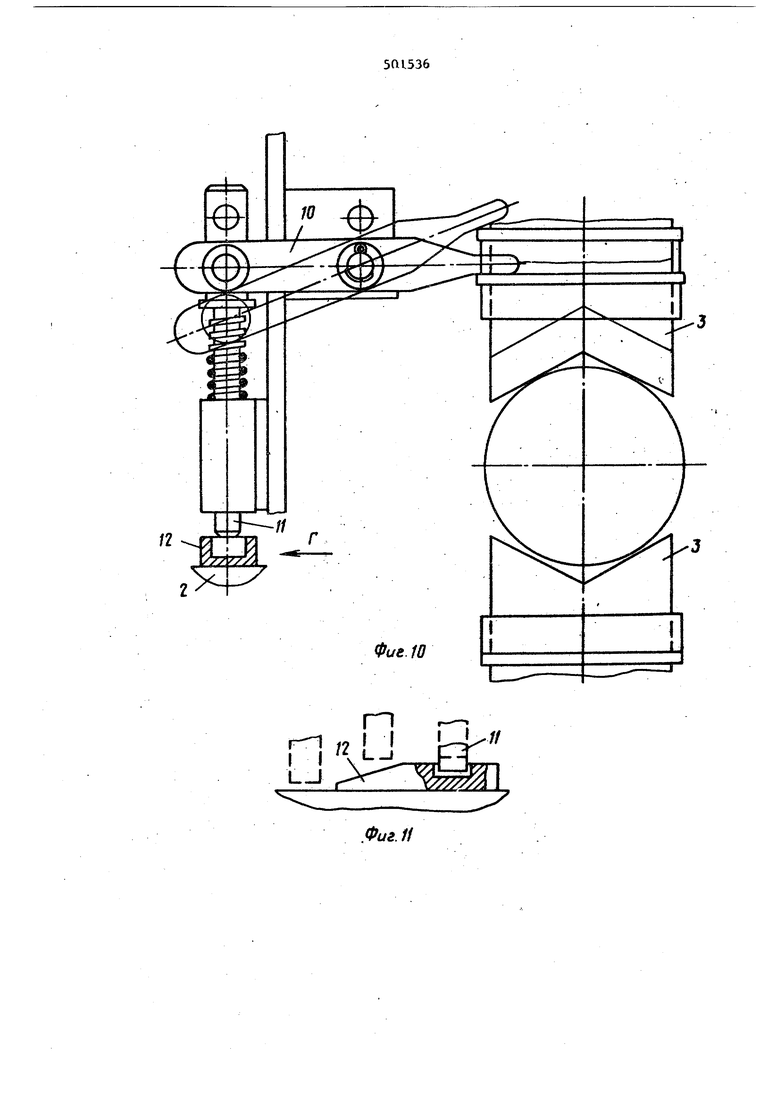
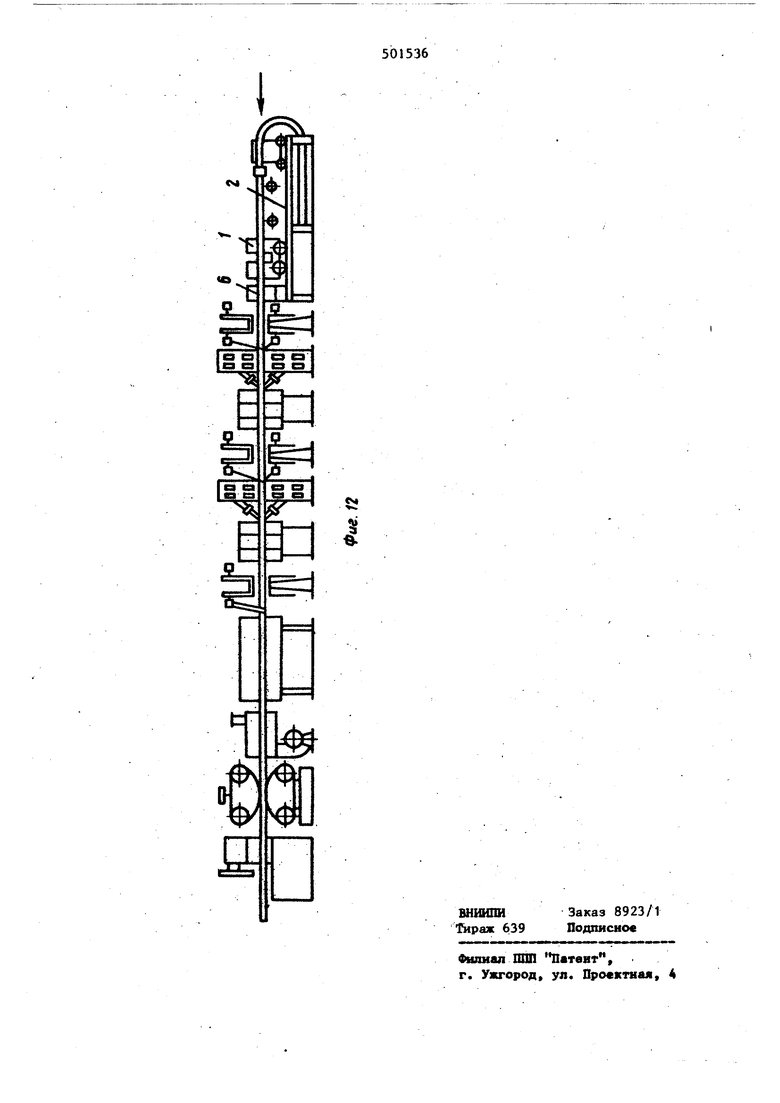
На фиг. 1 и 2 изображена каретка в т,вух крайних положениях, размещенная .на направляющих станины; на фиг, 3 и 4 - общий вид тележки и вид А соответственно; на фиг. 5 и 6 - узел подвижного захвата и Б-Б соответственно; на фиг. 7 - калибрующий узел; на фиг. 8 и 9 - откидной торцовый нагреватель и В-В соответственно; на фиг. Ю и 11 - фиксатор исходного положения обработки торцов труб и вид Г соответственно; на фиг. 12 - общий вид установки.
Предлагаемая установка содержит каретку 1, установленную на направляющих станины 2 с возможностью пемещения. Каретка 1 содержит призмы 3 зажимов труб, торцовый нагревател 4, калибрующий узел 5 и торцовый вкладьпп 6.
Призмы 3 зажимов труб состоят;из верхних подвижных, смонтированных на штоках пневмоцилиндров 7 и нижних неподвижных, вьтолненных с возможностью регулировки по высоте с (юмощью винта 8, установленного в направляющей втулке 9. Верхняя призма 3 (на фиг. 3, левая) посредством двуплечего рычага 10 контакти рует с подпружиненным фиксатором 11 исходного положения обработки торцов труб, конец которого (исходное положение) размещен в отверстии упора 12 станины 2.
Нагреватель 4 и вкладьпп 6 установлены подвижно вдоль каретки 1 на одной из двух осей 13 с возможностью поворота вокруг этой оси,
Калибрующий узел 5 включает калибрующую втулку 14, закрепленную в рамке 15, установленной на осях 13 также подвижно вдоль каретки 1 и снабжен тормозным механизмом, состоящим из двух ползунов 16, на наружных концах которых закреплены тормозные диски 17, контактирующие в момент торможения с направляющими
18 станины 2
внутренние
концы соприкасаются с кулачком рычага 19
Установка работает следующим образом.
Непрерьшно перемещают трубу относительно станины 2. В тот момент, .когда торец трубы поравняется с призмами зажимов включают пневмрцилиндр 7 и верхняя призма 3 перемещается вниз, поджимая конец трубы к нижней призме. .При этом плечо рычага 10 освобождается, он поворачивается вокруг своей оси под воздействием пружины, выводит конец фиксатора 11 из отверстия упора 12,и каретка 1 приходит в движение. Затем по оси 13 передвигают калибрунмцую втулку 14 за торец зажатой трубы и вкладыш 6, упирая его в торец этой трубы, после чего поджимают к нему торец дотачиваемой трубы вручную и зажимают коне второй трубы аналогично первой. Посл этого трубы разводят, освобождая вкладыш 6, который затем отводят с рабочей позиции, поворачивая его вокруг оси 13, вводят нагреватель 4 и прижимают к нему торцы труб.
После нагрева свариваемых участков нагреватель выводят из рабочей зоны и торцы труб сближают до соприкасания. Затем поворотом рычага 19 разводят ползуны 16 с тормознь1ми дисками 17 на концах, которыеj упирая.сь в направлякяцие 18 станины 2, останавливают узел 5, который до этого момента перемещался вместе с кареткой 1. Сварной шов соединенных труб очищается от наплыва, проходя через калибрующую втулку притормо3женного узла 5. Затем осуществляют разжим сваренньк труб и возвращают каретку в исходное положение до ос 5015364 . тановкй ее ксатором 11, конец которого при этом попадает в отверстие упора 12.
Фиг. 4
Фие.5
6-В
Фиг.1
в-в
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ СВАРКИ ТРУБ ИЗ ТЕРМОПЛАСТОВ | 1970 |
|
SU274911A1 |
| Бухтосвертывающая машина | 1991 |
|
SU1797506A3 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАСТМАССОВЫХ ТРУБ | 2006 |
|
RU2314923C1 |
| Зажим для закрепления изделий | 1987 |
|
SU1551505A1 |
| Устройство для сборки под сварку труб с фланцами | 1987 |
|
SU1418023A1 |
| Устройство для многоколенной гибки труб | 1990 |
|
SU1734907A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ | 1994 |
|
RU2074813C1 |
| СТАНОК ДЛЯ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ВТУЛОК | 1991 |
|
RU2015831C1 |
| Клещевая подача для универсально-гибочных автоматов с приводом от центральной шестерни | 1987 |
|
SU1547916A1 |
| КРУГЛОПИЛЬНЫЙ СТАНОК ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ ДРЕВЕСИНЫ | 2007 |
|
RU2365492C2 |
УСТАНОВКА ДЛЯ СВАРКИ ТРУБ ИЗ ТЕРМШЛАСТОВ, содержащая размещенную на направляю1щ»х станины подвижную каретку, на которой смонтированы с возможно'стью взаимного сближения призмы зажимов труб, торцовыйнагреватель и калибрунаднй узел, о т- личающаяся тем, что, с целью повышения производительности при сварке непрерывно перемещаемых труб, калибрующий узел установлен с возможностью перемещения вдоль каретки и снабжен тормозным'механизмом, взаимодействующим со станиной, а кйретка снабжена фиксатором исходного положения обработки торцов труб в виде связанного со станиной штока, соединенного посредством двуплечего рычага с призмой зажима.
Фиг:
Фиг.З
.Фиг.И
04
ta
