Изобретение относится к области строительства и может быть использовано при прокладке, изготовлении и ремонте трубопроводов, в частности в технологическом оборудовании для расширения функциональных возможностей устройств, которые используют для стыковой сварки пластмассовых труб.
Из (Ю.А.Новиченко, А.А.Персион, А.Н.Шестопал. Справочник по изготовлению и монтажу технологических трубопроводов из полимерных материалов, Киев, 1979, стр.98) известна установка для контактной сварки с пневматическим перемещением суппортов с зажимами для труб. Установка состоит из станины, подвижных суппортов с зажимами для труб, направляющей для перемещения суппортов, пневмоцилиндра управления суппортов с рычагами, торцевателя и нагревателя.
Известная установка работает следующим образом. Свариваемые трубы закрепляют в зажимах суппортов, в случае если торцы труб не параллельны, то между ними устанавливают торцеватель. С помощью пневмопривода торцы труб с определенным усилием прижимают к торцевателю. При помощи привода торцевателя выполняют фрезерование торцов труб. Затем торцы труб пневмоцилиндром разводят, торцеватель снимают с установки, а на его место устанавливают нагреватель. Торцы труб снова сводят и с определенным усилием прижимают к нагревателю, при этом производится разогрев торцов труб на требуемую глубину. Разогретые торцы труб разводят, и нагреватель снимают с установки, а затем вновь с определенным усилием производят сведение и стыковку торцов труб с последующим образованием сварочного грата. После выдержки определенного количества времени, достаточного для остывания сварочного шва, сварка труб заканчивается.
Общими признаками известного и предлагаемого устройств являются следующие конструктивные особенности, а именно, сравниваемые устройства включают:
- станину;
- узлы для зажима труб;
- направляющие для перемещения суппоротов или каретки;
- рычаги.
Недостатки известного устройства заключаются в:
- конструктивных особенностях пневмопривода, а именно в том, что требуется высокая точность и чистота изготовления сопрягаемых деталей;
- значительном весе установки, обусловленном наличием пневмоцилиндра и системы его управления;
- необходимости оборудования места работ сетью сжатого воздуха или использования компрессора;
- высокой стоимости устройства.
Наиболее близким (прототип) по технической сущности и достигаемому результату является устройство для сварки пластмассовых труб, известное из патента 2159183 (RU МПК7, В29С 65/02, опубл. 20.11.2000). Устройство включает раму (станина), на которой закреплены зажимы для труб и привод перемещения другой трубы. Привод перемещения подвижной трубы выполнен в виде двух автономных устройств. В каждом из последних имеются нагрузочные пружины и механизмы стопорения приводов.
Устройство работает следующим образом. Свариваемые трубы закрепляют в зажимах устройства и нагревают их торцы с помощью нагревателя, затем нагреватель снимают. После этого первым приводом нагружают трубу в направление стыка через соответствующую пружину, например на 60% усилия перемещения трубы, и фиксируют устройство во взведенном состоянии. Затем вторым приводом через его пружину донагружают трубу до усилия осадки и фиксируют его в этом положении. После охлаждения стыка расфиксируют устройство и освобождают готовую трубу из зажимов.
Недостатки прототипа заключаются в:
- сложной конструкции устройства, обусловленной наличием двух примерно равноценных по функциональным возможностям приводов;
- сложности (трудности) выдерживания технологической паузы (не более 3 сек) от момента отрыва труб от нагревателя до их стыковки при последовательной работе двух приводов.
Задачей изобретения является увеличение ассортимента с расширенными функциональными возможностями устройств для стыковой сварки пластмассовых труб, которые обеспечивают сокращение продолжительности времени технологической паузы от снятия нагревателя до стыковки труб при ручном винтовом приводе подвижной каретки.
Технический результат изобретения заключается в:
- расширении функциональных возможностей устройства;
- обеспечении оптимальных технологических параметров сварки, а именно усилия прижатия труб и сокращения продолжительности технологической паузы от снятия нагревателя до стыковки труб;
- предотвращении образования пленки на стыках труб в момент сваривания;
- получении более качественного и прочного шва;
- предотвращении технологических трудностей, связанных со стыковкой труб;
- упрощении конструкции устройства;
- уменьшении веса и стоимости устройства.
Устранение указанных недостатков и достижение заявляемого технического результата от реализации устройства для сварки пластмассовых труб, включающего раму, приводы перемещения труб, зажимы для труб, нагрузочную пружину, достигают за счет того, что устройство включает закрепленную на раме неподвижную каретку; подвижную каретку, содержащую два выполненных ручными автономных привода; зажимы для труб закреплены на каждой каретке; причем, только один привод включает нагрузочную пружину и оснащен винтом, который обеспечивает сжатие нагрузочной пружины; другой привод включает только рычаг и обеспечивает холостое перемещение подвижной каретки, при этом устройство содержит приваренный радиально к гайке винтового привода кронштейн, на котором закреплена ось поворота рычага, а также приваренный радиально к гайке винтового привода с противоположной стороны от первого кронштейна второй кронштейн, который имеет два радиальных паза для обеспечения возможности фиксации рычага в двух положениях, ходовой винт, на который свободно одета втулка, передвигаемая рычагом через упоры и обеспечивающая возможность перемещения каретки через нагрузочную пружину. При этом ход втулки под действием рычага конструктивно выбирают несколько большим (например, на 10%) расстояния между торцами труб после снятия нагревателя.
Сопоставительный анализ известного и заявляемого изобретения показывает, что общими признаками прототипа и предлагаемого устройства являются следующие конструктивные особенности, а именно, сравниваемые устройства включают раму (станину), приводы перемещения труб, зажимы для труб, нагрузочную пружину.
Отличительной особенностью заявляемого изобретения является то, что устройство включает закрепленную на раме неподвижную каретку; подвижную каретку, содержащую два выполненных ручными автономных привода; зажимы для труб закреплены на каждой каретке; причем только один привод включает нагрузочную пружину и оснащен винтом, который обеспечивает сжатие нагрузочной пружины; другой привод включает только рычаг и обеспечивает холостое перемещение подвижной каретки, при этом устройство содержит приваренный радиально к гайке винтового привода кронштейн, на котором закреплена ось поворота рычага, а также приваренный радиально к гайке винтового привода с противоположной стороны от первого кронштейна второй кронштейн, который имеет два радиальных паза для обеспечения возможности фиксации рычага в двух положениях, ходовой винт, на который свободно одета втулка, передвигаемая рычагом через упоры и обеспечивающая возможность перемещения каретки через нагрузочную пружину. При этом ход втулки под действием рычага конструктивно выбирают несколько большим (например, на 10%) расстояния между торцами труб после снятия нагревателя.
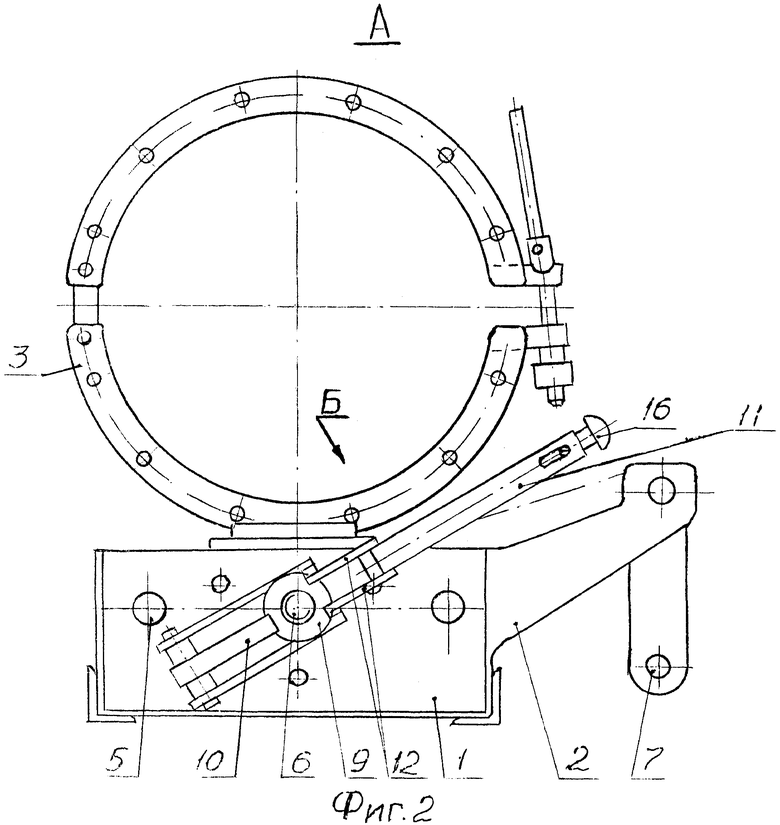
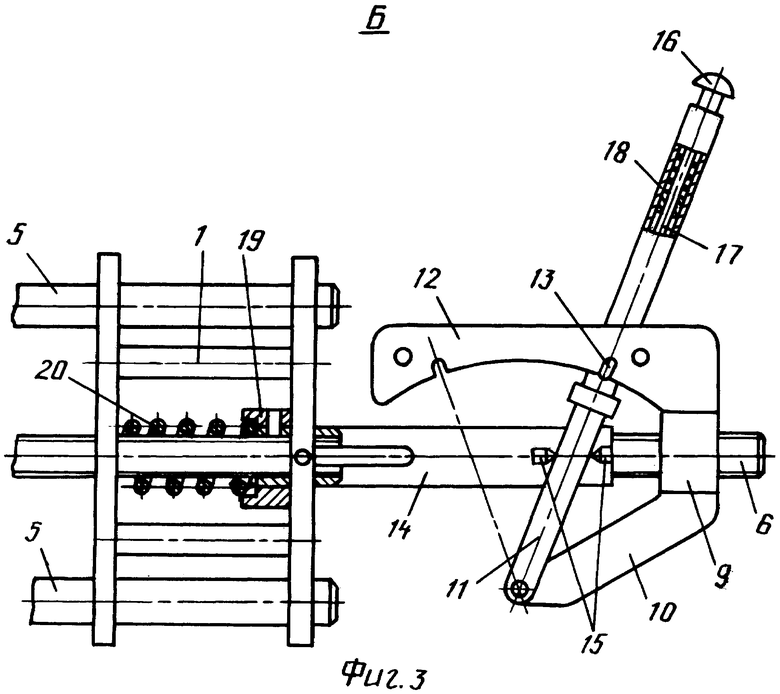
Предлагаемое изобретение поясняется следующими чертежами, на которых изображено заявляемое устройство для сварки пластмассовых труб. На фиг.1 представлен общий вид; на фиг.2 - вид А на фиг.1; на фиг.3 - вид Б на фиг.2.
Предлагаемое устройство для сварки пластмассовых труб состоит из подвижной 1 и закрепленной на раме неподвижной 2 кареток с зажимными полукольцами 3 со сменными вставками для труб. Между каретками поочередно устанавливают сменные узлы 4, сначала торцеватель с приводом, затем нагреватель с терморегулятором. Подвижная каретка 1 установлена на двух направляющих 5, которые жестко закреплены в неподвижной каретке 2. Ходовой винт 6 приводят во вращение ручкой 7 через цепную передачу 8. На гайке 9 винтовой передачи жестко закреплены два кронштейна. В нижнем (на фиг.3) кронштейне 10, состоящем из одной пластины, закреплена ось поворота рычага 11. Верхний кронштейн 12 состоит из двух параллельных пластин, в каждой из которых выполнены по два радиальных паза с возможностью поочередного вхождения в них фиксатора 13. Фиксатор 13 установлен в пазу рычага 11 и может перемещаться вдоль его оси. Нижняя (на фиг.3) часть рычага 11 состоит из двух параллельных пластин, которые охватывают втулку 14 и контактируют с четырьмя упорами 15, приваренными к втулке 14. Верхняя часть рычага 11 (на фиг.3) выполнена в виде трубы, в которой установлена (смонтирована) кнопка 16, жестко связанная с толкателем 17, кнопка 16 и толкатель 17 подпружинены пружиной 18. На втором конце втулки 14 жестко закреплено кольцо 19, расположенное внутри подвижной каретки 1 между одной из ее щек и нагрузочной пружиной 20. Второй конец пружины 20 упирается во вторую щеку каретки 1.
Предлагаемое устройство для сварки пластмассовых труб работает следующим образом. Предварительно рычаг 11 устанавливают в левом (на фиг.3) положении, а на направляющие 5 устанавливают торцеватель. Свариваемые трубы закрепляют в зажимных полукольцах 3. Ручкой 7 приводят во вращение винт 6, при этом гайка 9 начинает перемещаться вправо (на фиг.1) и через кронштейн 12, фиксатор 13, упоры 15, втулку 14, кольцо 19 и пружину 20 двигает каретку 1 с трубой к торцевателю. Далее торец подвижной трубы толкает торцеватель по направляющим 5 к торцу неподвижной трубы. При упоре торцевателя в торец неподвижной трубы и продолжении вращения ручки 7 начинается сжатие нагрузочной пружины 20 до усилия, необходимого для фрезеровки труб. Усилие прижатия контролируют по шкале, закрепленной на щеках каретки 1, указателем, закрепленным на кольце 19 (не показаны). Затем приводом торцевателя выполняют фрезеровку торцов обеих труб, далее нажатием на кнопку 16 фиксатор 13 выводят из защемления с кронштейном 12 и рычаг 11 переводят в левое (на фиг.1) положение, отводя торец трубы от торцевателя, затем торцеватель снимают с установки. На освободившееся место между торцами труб устанавливают нагреватель. Торцы труб, как и в предыдущей операции, с требуемым усилием прижимают к нагревателю вращением ручки 7. После определенной выдержки, достаточной для оплавления торцов труб на требуемую глубину, трубы отрывают от нагревателя с помощью винтового привода, а нагреватель снимают с установки. Затем рычаг 11 быстро переводят в правое (на фиг.1) положение, при этом подвижная каретка 1 с трубой быстро перемещается к неподвижной трубе и происходит стыковка разогретых торцов труб. Ход втулки 14 под действием рычага 11 конструктивно выбирают несколько большим (например, на 10%) расстояния между торцами труб после снятия нагревателя. После стыковки труб рычажным приводом винтовым приводом производят сжатие нагрузочной пружины 20 до усилия осадки, а после остывания шва сварка труб заканчивается.
Таким образом, предлагаемое устройство при простоте конструкции, малом весе и низкой стоимости, обеспечивает выполнение требуемых технологических параметров сварки, прежде всего усилия прижатия труб и времени технологической паузы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной сварки пластмассовых деталей | 1985 |
|
SU1326440A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАСТМАССОВЫХ ТРУБ | 2018 |
|
RU2684379C1 |
| Устройство для сварки пластмассовых труб | 1990 |
|
SU1819224A3 |
| Центратор для сборки и сварки пластмассовых труб | 1987 |
|
SU1451044A1 |
| Телескопический грузозахват | 1989 |
|
SU1671550A1 |
| Устройство для сварки труб из термопластов | 1989 |
|
SU1694410A1 |
| Устройство для сварки труб из термопластов | 1989 |
|
SU1687443A1 |
| Устройство для контактной сварки труб из термопластов | 1985 |
|
SU1286427A1 |
| Установка для сварки пластмассовых труб | 1983 |
|
SU1141006A1 |
| Устройство для сварки пластмассовых труб | 1986 |
|
SU1451046A1 |
Изобретение относится к области строительства и может быть использовано при прокладке, изготовлении и ремонте трубопроводов, в частности в технологическом оборудовании для расширения функциональных возможностей устройств, которые используют для стыковой сварки пластмассовых труб. Устройство содержит раму, подвижную и неподвижную каретки, на которых закреплены зажимы для труб. Подвижная каретка содержит два выполненных ручными автономных привода. Только один привод включает нагрузочную пружину и оснащен винтом, который обеспечивает ее сжатие. Другой привод включает только рычаг и обеспечивает холостое перемещение подвижной каретки. К гайке винтового привода приварен радиально кронштейн, на котором закреплена ось поворота рычага. С противоположной стороны от первого кронштейна к гайке винтового привода приварен радиально второй кронштейн. Указанный кронштейн имеет два радиальных паза для обеспечения возможности фиксации рычага в двух положениях. Устройство содержит также ходовой винт, на который свободно одета втулка. Втулка передвигается рычагом через упоры и обеспечивает возможность перемещения каретки через нагрузочную пружину. Изобретение обеспечивает расширение функциональных возможностей устройства, сокращение продолжительности времени технологической паузы от снятия нагревателя до стыковки труб. 1 з.п. ф-лы, 3 ил.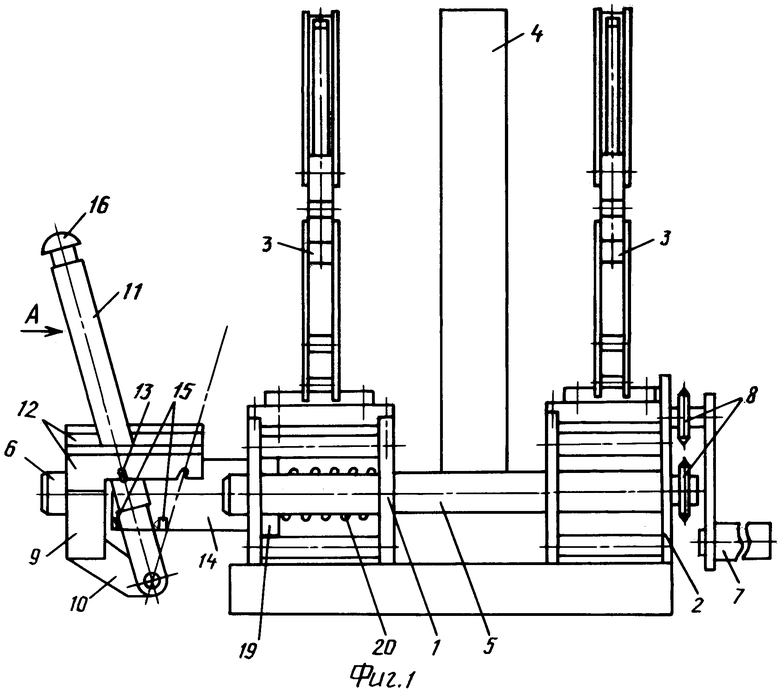
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАСТМАССОВЫХ ТРУБ | 1998 |
|
RU2159183C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОХОДИМОСТИ СЛЕЗНО-НОСОВОГО ПРОТОКА | 2006 |
|
RU2332174C1 |
| DE 2249317 A, 18.04.1974 | |||
| US 3846208 A, 05.11.1974 | |||
| US 3727289 A, 17.04.1973. | |||

