Изобретение относится к обработке металлов давлением, в частности для сближения витков гофров, и может быть использовано в промышленности при изготовлении гибких металлических рукавов.
По основному авт. св. 171843 известны устройства для сближения витков гофра гибких металлических рукавов выполненные в виде роликов, установленных под углом один к другому, образующих калибр и имеющих кольцевые ка«авки с переменным щагом, составляющие последовательно винтовую линию.
Однако в известных устройства.х при сближении гофров сварных рукавов качество обработки получается очень низкое. В сварных рукавах, например двухзаходных типа СРГС, сварной гофр имеет сдвоеиную толщину по вершине одного радиуса и низкие прямые стенки, а несварной гофр имеет высокие стенки и радиус меньще радиуса сварного гофра. Различие в выполнении сварного и не сварного гофра часто приводит при их оближении к браку.
С целью устранения этого недостатка, предлагаемое устройство снабжено узлом обжи.ма гофров, выполненным в виде по крайней мере двух дисков, установленных один к другому под заданным углом и развернутых на угол, соответствующий углу подъема винтовой линии.
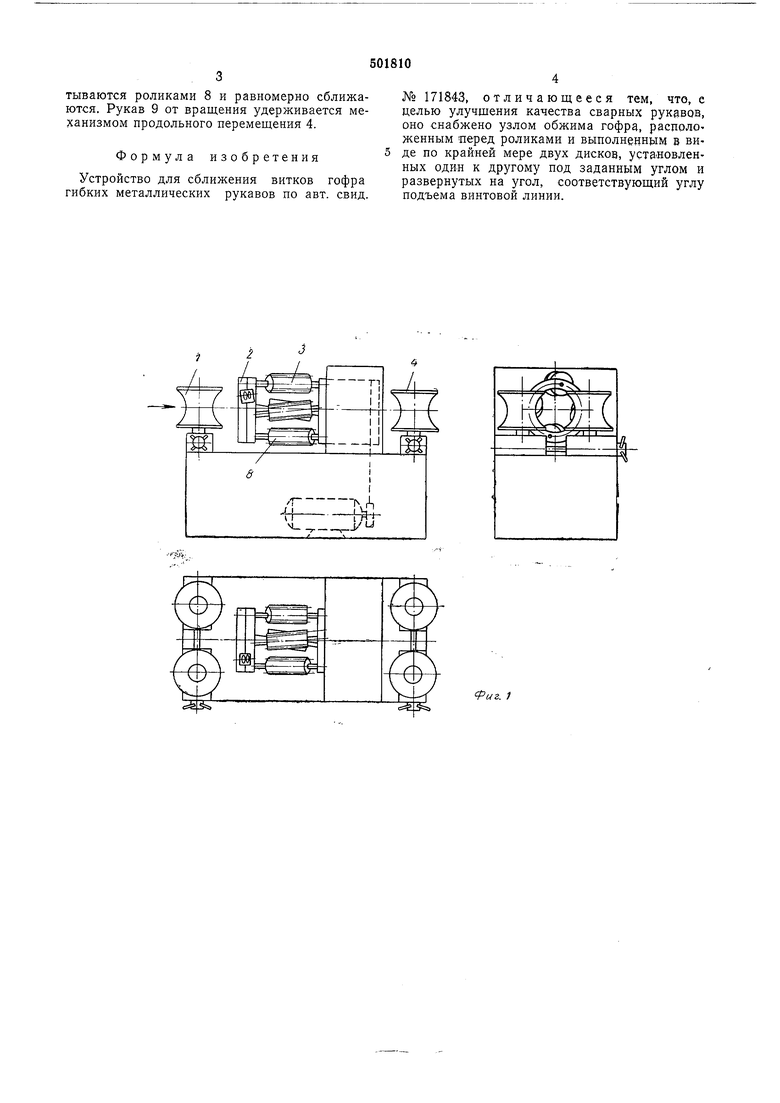
Па фиг. 1 показан общий вид устройства в трех проекциях; на фиг. 2 - узел обжима гофров; на фиг. 3 - сварной рукав. Устройство содержит подающий механизм 1,
выполненный в виде приводных обрезиненных валков, узел обжима гофров 2, узел сближения гофров 3 и механизм продольного пере.мещения 4, также выполненный в виде приводных обрезиненных валков. Узел обжима
гофров 2 выполнен в виде по крайней мере двух дисков 5, установленных под заданным углом один к другому и развернутых на угол, соответствующий углу подъема винтовой лииии, и опорных роликов 6. Корпус 7 узла обжима 2 выполнен разъемным для регулирования расстояния как между дисками 5, так и между дисками 5 и опорным роликом 6. Узел сближения гофров 3 выполнен в виде роликов 8, установленных под углом один к
другому, образующих калибр и имеющих кольцевые канавки с переменным шагом, составляющие последовательно винтовую линию.
Устройство работает следующим образом.
Рукав 9 подают в валки подающего механизма 1, а затем в узел обжи.ма 2, который дисками 5 обжимает гофры и уменьшает величину шага рукава 9. Затем рукав 9 понадает в узел 3, где верщины его гофров обхватываются роликами 8 и равномерно сближаются. Рукав 9 от вращения удерживается механизмом продольного перемещения 4.
Формула изобретения
Устройство для сближения витков гофра гибких металлических рукавов по авт. свид.
№ 171843, отличающееся тем, что, е целью улучшения качества сварных рукавов, оно снабжено узлом обжима гофра, расположенным перед роликами и выполненньш в виде по крайней мере двух дисков, установленных один к другому под заданным углом и развернутых на угол, соответствующий углу подъема винтовой линии.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для СБЛИЖЕНИЯ ВИТКОВ ГОФРА ГИБКИХ МЕТАЛЛИЧЕСКИХ РУКАВОВ | 1965 |
|
SU171843A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ МЕТАЛЛИЧЕСКИХ РУКАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2071394C1 |
| Головка для свивания и сварки гибкого металлического рукава из профилированной ленты | 1959 |
|
SU130870A1 |
| Способ сближения витков гофра гибких металлических рукавов | 1958 |
|
SU115915A1 |
| РУКАВ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2007654C1 |
| Способ изготовления гибких металлических рукавов со спиральным гофром и станок для его осуществления | 1959 |
|
SU130865A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОГО МЕТАЛЛИЧЕСКОГО РУКАВА | 2001 |
|
RU2207926C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГИБКОГО МЕТАЛЛИЧЕСКОГО РУКАВА | 1999 |
|
RU2189879C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ МЕТАЛЛИЧЕСКИХ ТРУБОПРОВОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2072267C1 |
| Установка для изготовления витого магнитопровода электрической машины | 1991 |
|
SU1791910A1 |

fuz. )
