Известнь устройства для сближения гибких металлических рукавов, включаюЕще ролики, установленные один к другому под углом и образующие калибр.
Предлагаемое устройство отличается от известного тем, что в нем ролики снабжены кольцевыми канавками с переменным шагОлМ, составляющими последовательно винтовую линию. Это позволяет отказаться-от ручного регулирования усилия торможения при проталкивании рукава через калибр, создавать одинаковые условия для сближения каждого гофра и получать рукава с В1интовым гофром неограниченной длины и стабильным шагом.
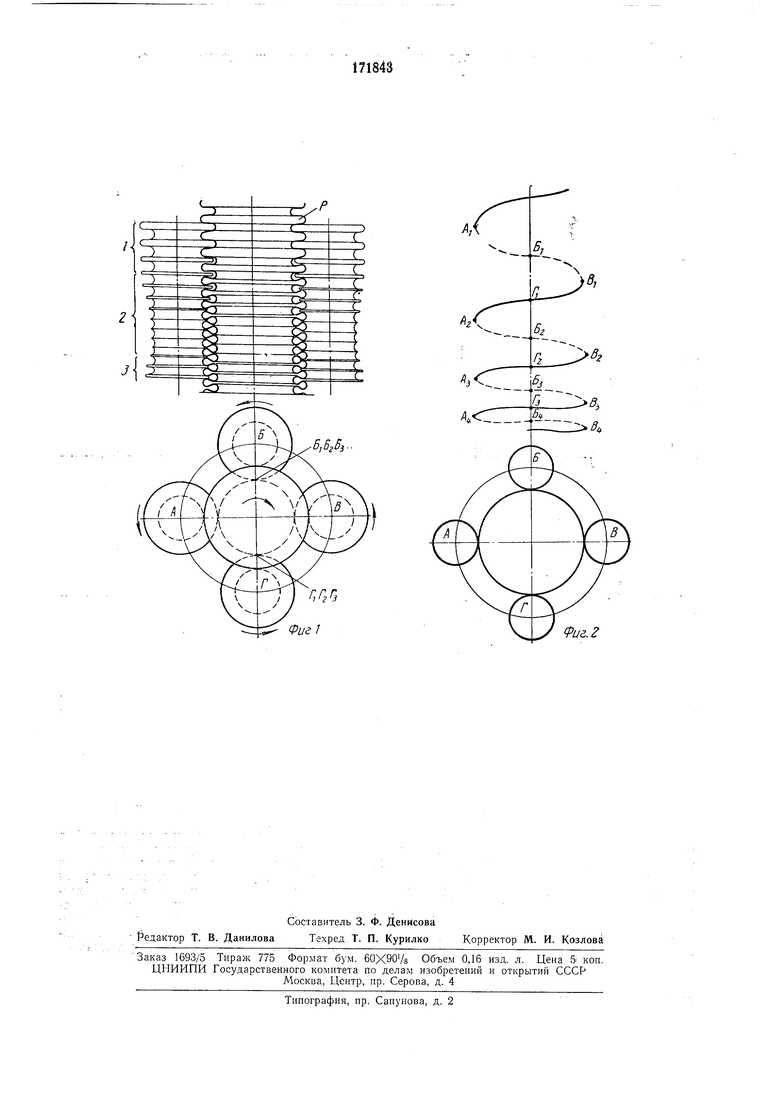
На фиг. 1 изображена схема предлагаемого устройства; на фиг. 2 - схема расположения канавок роликов по винтовой линии.
Гибкий металлический рукав Р с винтовым гофром пропускают через калибр, образованный роликами А, Б, В, Г и т. д. Каждый из роликов представляет собой тело вращения с кольцевыми канавками, в которых размещаются гофры сближаемого рукава.
Профиль ролика состоит из заходного участка 1, участка 2 сближения и калибрующего участка 3.
Шаги кольцевых канавок назначают таким образом, что каждая канавка последующего ролика располагается по винтовой линии AiBiBiriA.2B.2B2r2 и т. д. (фиг. 2). Благодаря расположению гофров по винтовой линии каждый ролик разворачивается на угол, соответствующий углу подъема сближенных гофров. Принудительно вращающиеся ролики захватывают рукав своей заходной частью. Рукав, вращаясь за счет сил трения, поступает в зону сближения, где сближается, и проходит калибрующую зону, которая стабилизирует щаг.
15
Предмет изобретения
Устройство для сближения витков гофра гибких металлических рукавов, включающее
ролики, установленные один к другому под углом и образующие калибр, отличающееся тем, что, с целью получения рукавов с винтовыми гофрами неограниченной длины и стабильным щагом, ролики снабжены кольцевыми канавками с переменным щагом, составляющими последовательно винтовую линию.
Bj
Риг. 2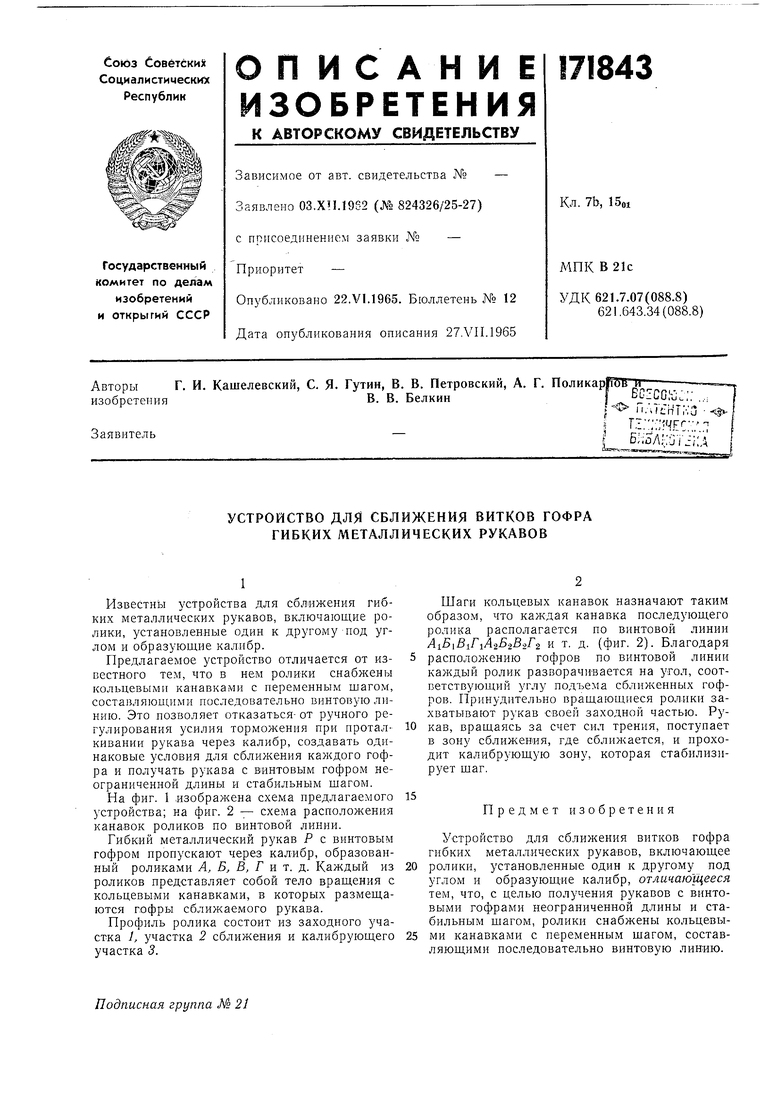
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сближения витков гофра гибких металлических рукавов | 1974 |
|
SU501810A2 |
| Устройство для изготовления труб с винтовым гофром | 1985 |
|
SU1282935A1 |
| Способ изготовления труб с винтовым гофром | 1948 |
|
SU84939A1 |
| Способ устранения серповидности металлической ленты и устройство для его осуществления | 1978 |
|
SU768521A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ МЕТАЛЛИЧЕСКИХ ТРУБОПРОВОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2072267C1 |
| Способ изготовления гибких металлических рукавов со спиральным гофром и станок для его осуществления | 1959 |
|
SU130865A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ МЕТАЛЛИЧЕСКИХ РУКАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2071394C1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ГИБКИХ МЕТАЛЛОРУКАВОВ | 1969 |
|
SU239187A1 |
| Винтовая передача переменного шага | 1980 |
|
SU934090A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕВРОННОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2341347C2 |