В Промышленности применяются различные способы и устройства для изготовления гнбких металлических бесшовных шлангов с гофром на штанге.
Особенность предлагаемого способа состоит в том, что, с целью увеличения производительности и улучшения качества продукции, сближение витков гофра гибких металлических рукавов выполняют непрерывным процессом с торможением рукава с заданным усилием и непрерывным раскручиванием его в процессе сжатия гофра без примененияштанги.
Применяемое для этой цели устройство позволяет осуществлять непрерывный процесс сближения гофра и состоит из четырех подающих роликов, ycTBHOBJfeHHbix под углом 90° друг к другу и образующих круглый калибр с трубчатыми проводками, тормозного приспособления, включаюntero резиновую шапбу, металлический вкладыш н нажимные винты для поджатия мкллдьпиа с заданной силой.
(Описываемый способ непрерывного сближения гибких металлических рукавов типа РГ осупхестпляется без применения штанги с использованием устройств.
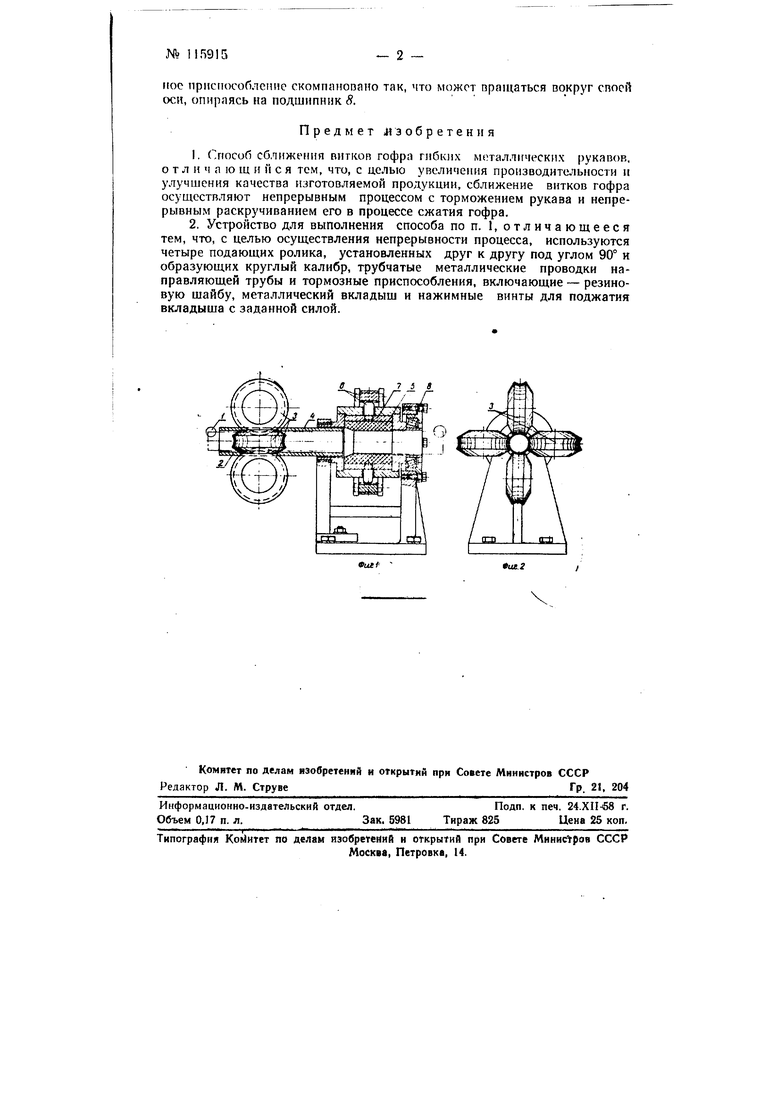
На фиг. 1 показано устройство для осуществления способа в разрезе; на фиг. 2 - общий вид устройства.
Рукав / типа РГ с нормальным шагом витков гофра заправляется через насадок 2 в принудительно вращающиеся ролики 3, установленные друг к другу под углом 90. Ролики, вращаясь, подают рукав вперед по направляющей трубе 4 в тормозное приспособление, в котором движение рукава притормаживается с силой, достаточной для сближения витков гофра. Тормозное приспособление представляет собой резиновую шайбу 5 с отверстием меньшим, чем наружный диаметр рукава РГ.
Размер отверстия в резиновой шайбе регулируется при помощи нажимных винтов 6, действующих на вкладыш 7 с заданной силой. Тормозмое приспособление скомпанопано так, что может вращаться вокруг cnocft с№Н, опираясь на подшипник 8.
Предмет лэобретения
1.Способ сближения витков гофра гибких металлических рукавов, о т л и ч а 1О щ и и с я тем, что, с целью увеличения производительности и улучшения качества изготовляемой продукции, сближение витков гофра осуществляют непрерывным процессом с торможением рукава и непрерывным раскручиванием его в процессе сжатия гофра.
2.Устройство для выполнения способа по п. 1, отличающееся тем, что, с целью осуществления непрерывности процесса, используются четыре подающих ролика, установленных друг к другу под углом 90° и образующих круглый калибр, трубчатые металлические проводки направляющей трубы и тормозные приспособления, включающие - резиновую щайбу, металлический вкладыш и нажимные вннты для поджатия вкладыша с заданной силой.