Известные головки для свивания и сварки гибкого металлического рукава из профилированной ленты не приспособлены для осуществления непрерывности процесса.
В описываемой головке, состоящей из попарно установленных нескольких тянущих профилирующих и токоподводящих роликов, внутренний рабочий токоподводящий ролик, вмонтированный в формующую втулку, снабженную винтовой резьбой, получает принудительное вращение от фрикционной передачи, что позволяет осуществлять непрерывность процесса производства свивания и сварки гибких металлических рукавов из профилированной ленты.
Кроме того, в описываемой головке тянущие ролики выполнены в виде ряда металлических и резиновых дисков, предотвращающих повреждение гофра на рукаве, а также применен неподвижный формующий сектор, входящий своей рабочей частью в кольцевую проточку токоподводящего ролика.
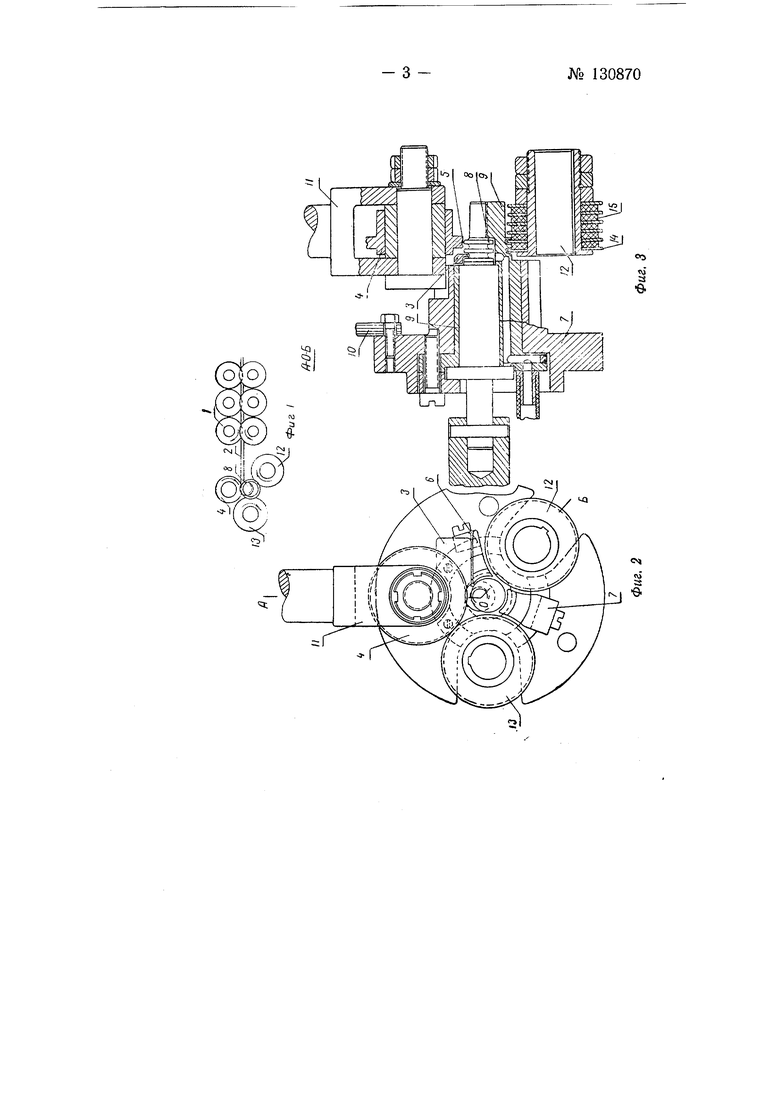
На фиг. } показана схема установки для получения металлических рукавов со сварным щвом внахлестку; на фиг. 2 изображена головка, вид сбоку; на фиг. 3 - то же, в разрезе по А-О-Б на фиг. 2.
Силой подачи профилирующих роликов / металлическая лента 2. получающая после обжима этими роликами необходимый профиль, подается в формующий сектор 3 (фиг. 2) и формующий токоподводящий рабочий ролик 4. Конец ленты, пройдя один оборот по резьбе 5 формующего рабочего ролика, соединяется с вновь поступивщей лентой так, что отбортовка одной ленты попадает под отбортовку другой, давая, тем самым, нахлестку. Для автоматической подачи конца ленты служат поводки 5 и 7.
№ 130870- 2 Сварка полученного соединения производится после двух оборотов ленты между токоподвбдящим внутренним сварочным роликом 8 и формующим рабочим роликом 4. Ролик 8 вмонтирован в снабженную винтовой резьбой формующую втулку 9 и получает принудительное вращение от фрикционной передачи (на чертеже не показана). Электрический ток подводится к ролику 8 по щине 10, а к ролику 4 по вилке //, на которую дается требуемое для сварки давление. Тянущие ролики J2 и 13 получают принудительное вращение и выполнены из ряда металлических дисков 14 и резиновых дисков /5. Формующий сектор 3 входит своей рабочей частью в кольцевую проточку внутреннего токоподводящего ролика 8.
Применением формующей втулки 9 обеспечивается автоматическое свертывание профилированной ленты в рукав и дополнительная подача электрического тока для сварки внахлестку лент.
Предмет изобретения
1.Головка для свивания и сварки гибкого металлического рукава из профилированной ленты, состоящая из попарно установленных нескольких профилирующих роликов, двух токоподводящих рабочих профилированных роликов, один из которых внутренний, двух тянущих ленту роликов, отличающаяся тем, что, с целью осуществления непрерывности процесса, внутренний рабочий токоподводящий ролик, вмонтированный в формующую втулку, снабженную винтовой резьбой, получает принудительное вращение от фрикционной передачи.
2.Головка по п. 1, отличающаяся тем, что, с целью осуществления захватывания верщин гофра без повреждения, тянущие ролики выполнены в виде ряда металлических и резиновых дисков.
3.Головка по пп. 1 и 2, отличающаяся тем, что, с целью осуществления изгиба ленты по заданному радиусу, применен неподвижный формующий сектор, входящий своей рабочей частью в кольцевую проточку внутреннего токоподводящего ролика.