(54) ПЕРЕНОСНОЙ СТАНОК ДЛЯ ОБГ- АБОТКИ КОЛЬЦЕВЫХ
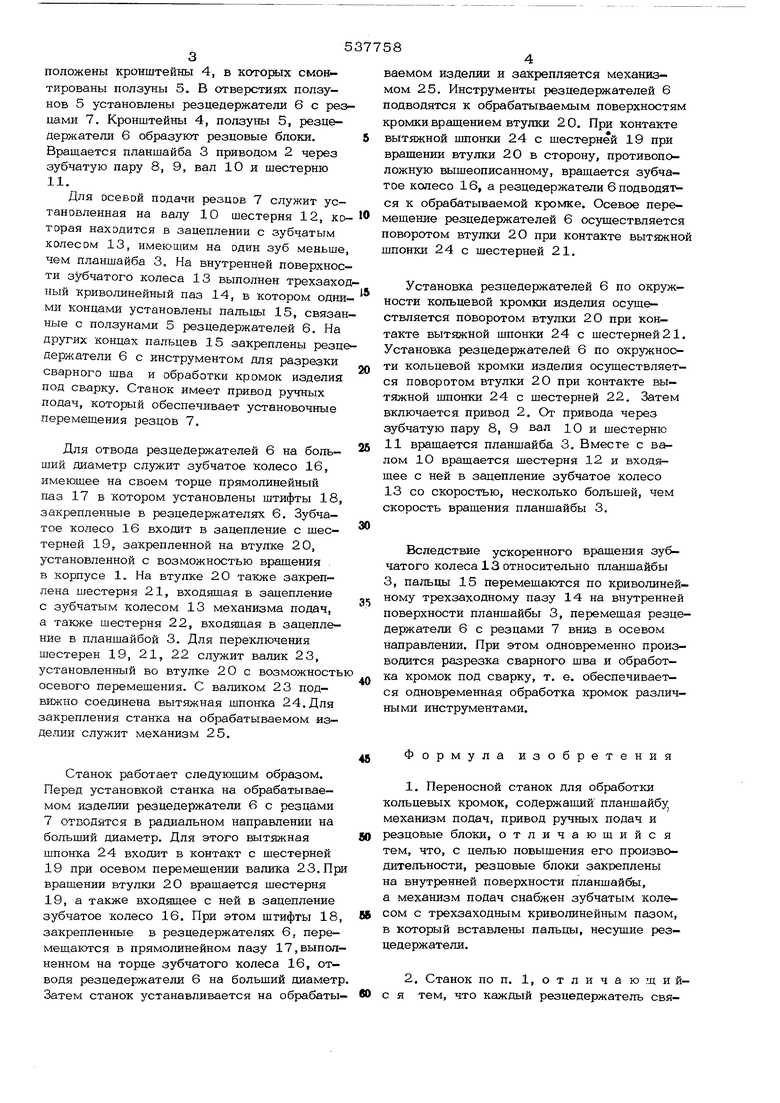
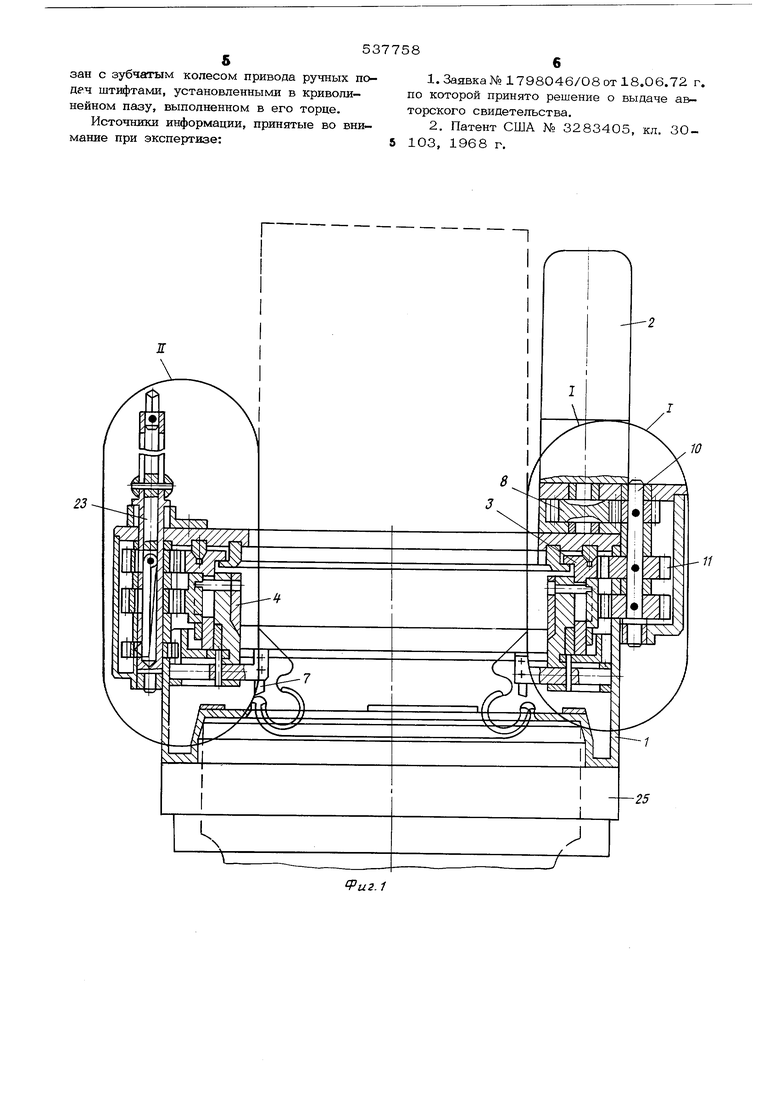
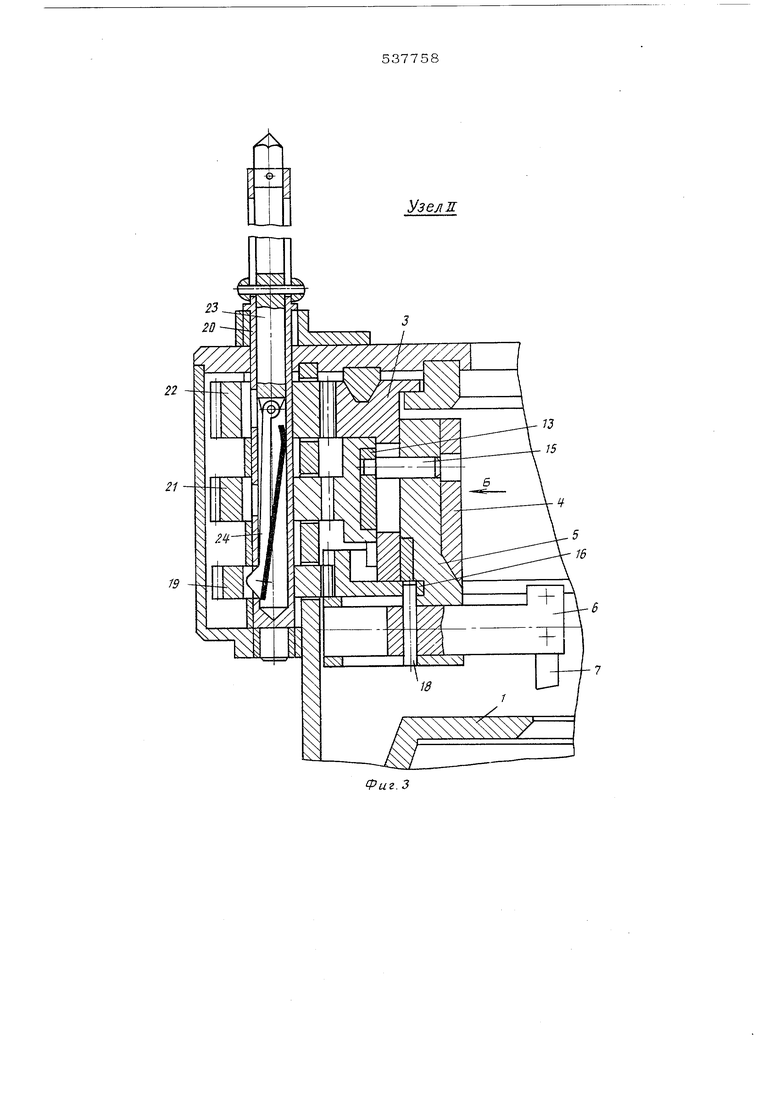
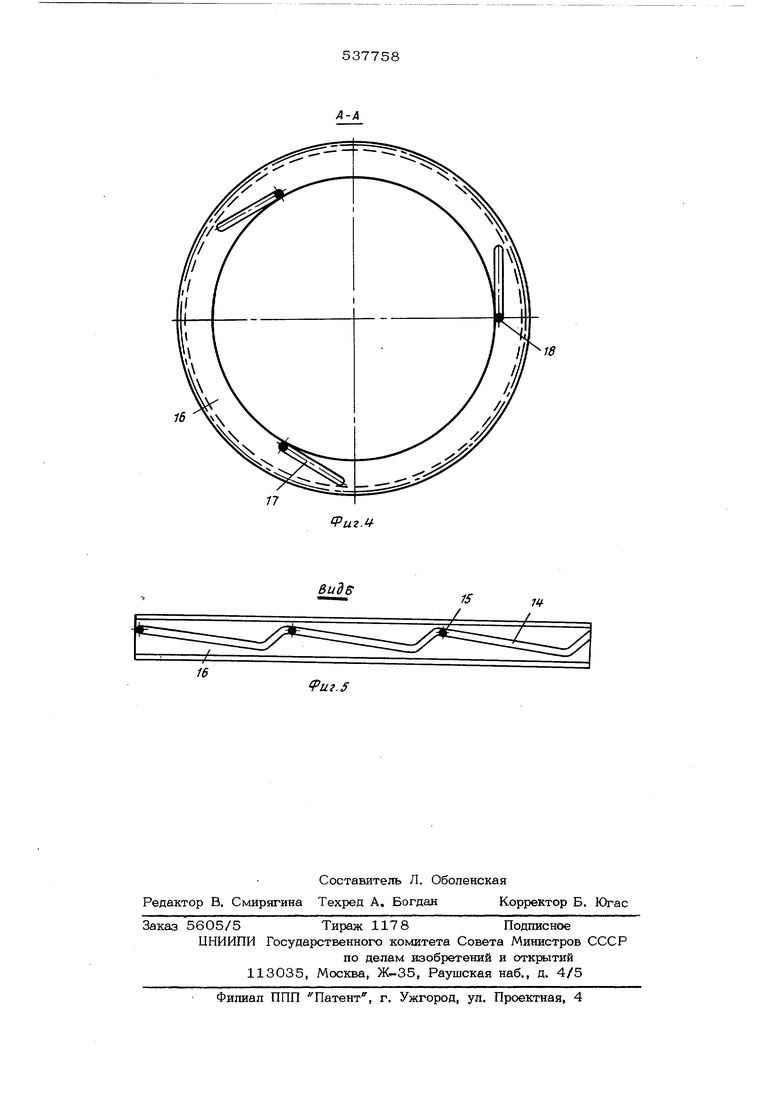
КРОМОК положены кронштейны 4, в которых смонтированы ползуны 5. В отверстиях ползунов 5 установлены резцедержатели 6 с рез цами 7. Кронштейны 4, ползуны 5, резцедержатели 6 образуют резцовые блоки. Вращается планшайба 3 приводом 2 через зубчатую пару 8, 9, вал 10 и шестерню 11. Для осевой подачи резцов 7 служит установленная на валу 10 шестерня 12, ко торая находится в зацеплении с зубчатым колесом 13, имеюащм на один зуб меньше чем планшайба 3 На внутренней поверхнос ти зубчатого колеса 13 выполнен трехзахо ный криволинейный паз 14, в котором одни ми концами установлены пальцы 15, связа ные с ползунами 5 резцедержателей 6. На других концах пальцев 15 закреплены резц держатели 6 с инструментом для разрезки сварного шва и обработки кромок изделия под сварку. Станок имеет привод ручных подач, который обеспечивает установочные перемешения резцов 7. Для отвода резцедержателей 6 на больший диаметр служит зубчатое колесо 16, имеюшее на своем торце прямолинейный паз 17 в котором установлены штифты 18 закрепленные в резцедержателях 6. Зубчатое колесо 16 входит в зацепление с шестерней 19. закрепленной на втулке 20, установленной с возможностью вращения в корпусе 1. На втулке 20 также закреплена шестерня 21, входящая в зацепление с зубчатым колесом 13 механизма подач, а также шестерня 22, входящая в зацепление в планшайбой 3. Для переключения шестерен 19, 21, 22 спужит валик 23, установленный во втулке 20 с возможность осевого перемешения. С валиком 23 подвижно соединена вытяжная шпонка 24. Для закрепления станка на обрабатываемом изделии служит механизм 25. Станок работает следуюыщм образом. Перед установкой станка на обрабатываемом изделии резцедержатели 6 с резцами 7 отводятся в радиальном направлении на больший диаметр. Для этого вытяжная шпонка 24 входит в контакт с шестерней 19 при осевом перемещении валика 23, Пр вращении втулки 20 вращается щестерня 19, а также входящее с ней в зацепление зубчатое колесо 16. При этом штифты 18 закрепленные в резцедержателях 6, перемещаются в прямолинейном пазу 17,выпол ненном на торце зубчатого колеса 16, отводя резцедержатели 6 на больший диамет Затем станок устанавливается на обрабаты ваемом изделли и закрепляется механизмом 25. Инструменты резцедержателей 6 подводятся к обрабатываемым поверхностям кромки вращением втулки 20. При контакте вытяжной шпон-ки 24 с шестерней 19 при врашении втулки 2О в сторону, противоположную вышеописанному, вращается зубчатое колесо 16, а резцедержатели 6 подводят ся к обрабатываемой кромке. Осевое перемешение резцедержателей 6 осуществляется поворотом втулки 2О при контакте вытяжной шпонки 24с шестерней 21. Установка резцедержателей 6 по окружности кольцевой кромки изделия осуществляется поворотом втулки 20 при контакте вытяжной шпонки 24 с шестерней 21. Установка резцедержателей 6 по окружности кольцевой кромки изделия осуществляется поворотом втулки 20 при контакте вытяжной щпонки 24 с шестерней 22. Затем включается привод 2. От привода через зубчатую пару 8, 9 вал Ю и шестерню 11 вращается планшайба 3. Вместе с валом 10 вращается шестерня 12 и вход55щее с ней в зацепление зубчатое колесо 13 со скоростью, несколько большей, чем скорость вращения планщайбы 3. Вследствие ускоренного вращения зубчатого колеса 13 относительно планшайбы 3, пальцы 15 перемещаются по криволинейному трехзаходному пазу 14 на внутренней поверхности планщайбы 3, перемещая резцедержатели 6 с резцами 7 вниз в осевом направлении. При этом одновременно производится разрезка сварного шва и обработка кромок под сварку, т. е. обеспечивается одновременная обработка кромок различными инструментами. Формула изобретения 1.Переносной станок для обработки кольцевых кромок, содержащий планшайбу, механизм подач, привод ручных подач и резцовые блоки, отличающийся тем, что, с целью повышения его производительности, резцовые блоки закреплены на внутренней поверхности планшайбы, а механизм подач снабжен зубчатым колесом с трехзаходным криволинейным пазом, в который вставлены пальцы, несущие резцедержатели. 2.Станок по п. 1, о т л и ч а ю щ и йс я тем, что каждый резцедержатель связан с зубчатым колесом привода ручных подеч штифтами, установленными в криволинейном пазу, выполненном в его торце.
Источники информации, принятые во внимание при экспертизе:
1.3аявка№ 1798046/08 от 18.06.72 г. по которой принято решение о выдаче авторского свидетельства.
2. Патент США № 3283405, кл. 30103, 1968 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки кольцевых кромок | 1977 |
|
SU742039A1 |
| Переносной станок | 1975 |
|
SU550244A1 |
| Переносной станок для обработки кольцевых кромок | 1978 |
|
SU753543A1 |
| Переносный станок для обработки кромок | 1979 |
|
SU863197A1 |
| Устройство для обработки кромок отверстий | 1977 |
|
SU611776A2 |
| Переносной расточной станок | 1979 |
|
SU844156A1 |
| Приспособление для обработки квадратных валов | 1940 |
|
SU61230A1 |
| Переносной станок для обработки фланцев | 1982 |
|
SU1076196A1 |
| Переносной станок для обработки фланцев | 1978 |
|
SU688290A1 |
| Устройство для обработки кромок отверстий | 1978 |
|
SU709251A2 |
23
19
13
75
75
Фиг.З
7Г
игМ
Виде
иг.$
