(54) СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОЦЕССА ТОЧЕЧНОЙ СВАРКИ
пропуска геля 8, обеспечивающего линейное пропускание напряжений, поступающих с ключей
и л.
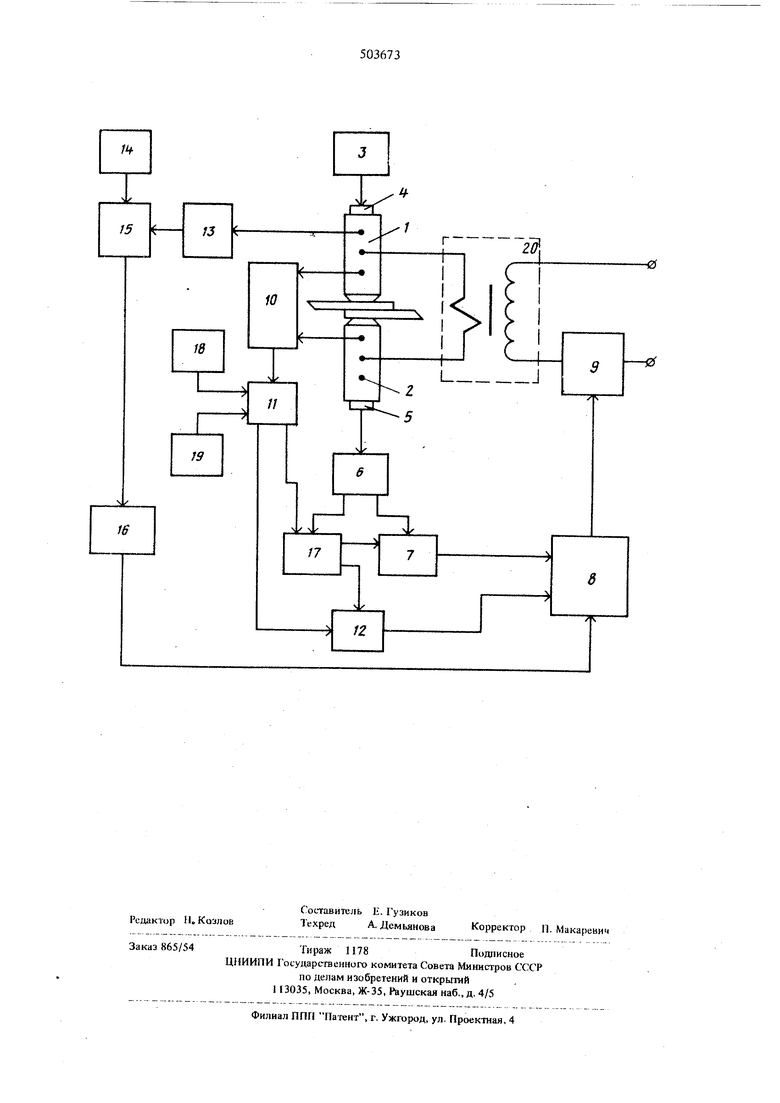
или и1унти1ювание их в случае срабатьшания поj/01-oBoro устройства, токорегулирующего 9, регулирующего веливдну тока в первичной обмотке сварочного трансформатора в г-ависимости от поступающего на его вход напряжения, усилителя 10 , измеряющего и усиливающего нанряжеияя на электродах, бпока вычислет1Я И
IU
эл
rt AonP который вырабатывает на выходе аналог ве;шчины
-ftr
йчока вь1чнслепия, ключа 12 --
шичнка 13 перемещений, измеряющего по напряжению С суммарную толщину свариваемых деталей, источника 14 опорного напряже1шя Q, задающего величину напряжения, и№1тирующего исходную cyм ;lpнyю толщину свариваемых деталей, комnapaiopd 15 перемещений, сравнивающего напряжения fH (Q, поступающие соответственно сдатчика перемещений и датчика опорного напряжения, и выдающе1о сигнал на срабатывание порогового устройства 16, открывающего или закрьшающего линейный пропускатель, компаратора 17, открывающего или закрывающего ключ 7 к-Дх и ключ 12
допр
источника 18 опорного напряжения - задатщ1ка р улельниго сопротивления свариваемых материалов, исгочника 19 опорного напряжется - задатчика ;ion. допустимой плотности тока, сварочного т 5ансформатора 20.
Иред-кнаемый способ автоматического управления сварочным процессом обеспешвает регулирование (окаЗ .,5 , протекающего через свариваемые дeтaJUt пропорцноналыю положительной акустической проводимости зон сварки, получаемой на выходе датчика-приемника 5 ультражуковых колебаний в виде напряжений А.
Закон ре1ули ювания может быть записан формулой 3L-B. K-A при . Регулирование сварочно о тока осуществляют по закону ЬСБ дол. в момент достижения плотности тока за- Q данно о максимально допустимо1о значения онределяюг но формуле jtpJcB площадь мекгркческих контактов; Р-- удельное лектросоп{Х)тивление металла свариваемых деталей;йО
Ужг. тип., 3. 763-77 г., т. 2500.
УЭЛ. - напряже ие на сварочных электродах.
Выключение сварочного тока происходит при достижении заданной величины Л деформации свариваемых деталей.
В исходном состоянии сварочные электроды 1 и 2, служащие для сжатия с определенным усилием свариваемых деталей и для подвода к ним ультразвуковых колебаний и сварошюго тока, разомкнуты.
Ультразвуковые колебания, непрерывно возбуждаемые генератором 3 в пьезоэлектрическом излучателе 4, не проходят к датчику-приемнику 5 ультразвуковых колебаний. В результате акустическая проводимость зоны сварки равна О, что оответствует отсутствию напряжения А на обкладках датчика-приемршка ультразвуковых колебаний, И выходе блока 6 вычисления КА, выходе ключа.7 А и на выходе линейного пропускателя 8 и закрытому состоянию токорегулирующего устройства 9. Напряжение на электродах 1 и 2 в исходном состоянии отсутствует, а следовательно, его нет и на выходе усилителя 0 иэл. вььходе блока 11
4U
эл
вычисления -1 UOf7/0
У,/
и выходе ключа 12
АОпЯ
Напряжение Р на выходе датчика 13 перемещений превышает напряжение истошика 14 опорного напряжения, чти обусловливает такое напряжение на выходе компаратора 15 перемещений, при котором пороговое устройство 16 поддерживает линейный пропускатель 8 в открь том состоянии. Компаратор 17 в исходном состоянии
40
открьшает ключ 7 к-Дх и закрывает ключ 12
АОП
В процессе сварки на обкладках датчика-прием1шка 5 ультразвуковых колебаний появляется напряжение А, пропорциональное акустической проводимости зоны сварки, которое подается в блок 6 вывдсления к-А.
Одновременно на сварочных электродах появляется напряжение, которое усиливается усилителем 10 УЭЛ и вместе с задаваемыми напряжениями источников 18 и 19. опорного напряжения служит исходными данными До1я вычисле1шя U,J Аоп Я ftAon/ В компараторе Г/ напряжения к-А АОПР сравшваются. При этом, если к. А -t--iL-. , ДОгтР то компаратор 17 открывает ключ 7 и закрывает ключ 12, что способствует прохождению сигаала линейный пропускатель 8 на roKojxiryлирующее устройство 9. Сварочный ток в DTOM случае регулируется пропорционально ноложительной степени акустической проводимости зоны сварки и iiuKOH 11равления определяется формулой:
JCB. к-АХ
40
9Л
ft
доп Р
то компаратор 17 открьшает ключ 12 и закрывает ключ 7. что соответствует прохождению сигнала ,
, г л
4U
Аопр
через линейньш пропускатель 8 для управления токорсгулирующим устройством 9. Тогда сварочньш ток будег регулироваться так, чтобы плотность тока в контакте не превысила своего заданного максимально допустимого значения 1доп. а закон jiJpaBjieHMH в зтом случае записьшается формулой;
s
ЗА
JCB.
ДОПЯ
Такой процесс поочерещюго открьшания ключей 12 и 7, в зависимости от постоянно меняющихся в процессе сварки контактных условий, дает возмож1юсть ут))авлеиия сварочным током по формуле -св. к Л-, обеспечивающей регулирование его в здвисимости от изменяющихся свойств металла в
41/ контакте или по фopмyJie Зсв. .-iA
1
доп Р
дающей возможность реагировать на впезапное увеличение омического сопротивления в зоне контакта 1:ва)иваемых деталей, которые могут привести к обра;юва}шю выпл-сков жидкого и лругим де4)ектам.
Продесс сварки заканчивается по достижении заданной величины деформации свариваемых деталей, которая измеряется датчиком 13 перемещений. Компаратор 15 перемещений сравнивает напряженин 6 и fo поступающие с датчика 13 перемещений и источника 14 опорного н шряжения, и выдает на вход порогового устройства 16 си1нал,пропордиональньш разности напряжений PQ - f, определенной величине nt которой срабатьшает пороговое устройство 16 и запирает линейньш иропускатель 8, прекращая таким образом поступление управляющих сигналов на токорегулирующее устройство 9.
Пропускание тока через свариваемые делали прекращается и вся система приходит в исходное состояние.
Формула изобретения
20
Способ автоматического регулирования продесса точечной сварки, при кото1юм сварочный ток изменяют в зависимости от акустической нроводимости зоны сварки и отключают его при достижении заданной ве;шчины одного из конфо; и руемых параметров, отличающийся тем, чю, с целью повыщения качества сварки, HeiipepiiUiHo контролируют плотность сварочного тока и при плотности меньще максимально дон)стимой гок
изменяют пропорционально положительной н(оводимости зоны сварки, а при достижеши; максимально допустимого значения гиютноста сварочлыЛ шк изменяют пропорционально квадрату напряжения на сварочных электродах.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления процессом контактной точечной и шовной сварки | 1976 |
|
SU660799A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОЦЕССА | 1970 |
|
SU265320A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ СВАРОЧНЫМ ТОКОМ ПРИ МНОГОПРОХОДНОЙ СВАРКЕ | 2003 |
|
RU2250811C1 |
| Способ регулирования сварочного процесса | 1979 |
|
SU872095A1 |
| Способ сварки, наплавки или резки с использованием роботизированного манипулятора | 2022 |
|
RU2786254C1 |
| Способ и устройство для выполнения межэлементных соединений свинцово-кислотных аккумуляторных батарей | 2020 |
|
RU2747154C1 |
| Способ управления процессом контактной сварки | 1985 |
|
SU1344546A1 |
| СПОСОБ ТОЧЕЧНОЙ СВАРКИ С ПРИМЕНЕНИЕМ УДАРНОГО РЕЖИМА СЖАТИЯ ЭЛЕКТРОДОВ | 1967 |
|
SU200052A1 |
| Устройство для контроля качества сварного соединения | 1987 |
|
SU1504038A1 |
| УСТРОЙСТЮ КОНТРОЛЯ КАЧЕСТВА СВАРНОГО СОЕДИНЕНИЯ | 1979 |
|
SU825291A1 |