И ioopcTCHne относится к контактной сварке и быть использовано преиму- июственно в системах управления режимом сварки малогабаритных деталей с открытой и)Н()й соединения в изде.тич.х приборострои- 1ельной и :(лектронной нромышленности.
lle.ibK) изобретения является повьинение качества сварного соединения за счет ста- би, 1изании еличины усилия сжатия в процессе сварки.
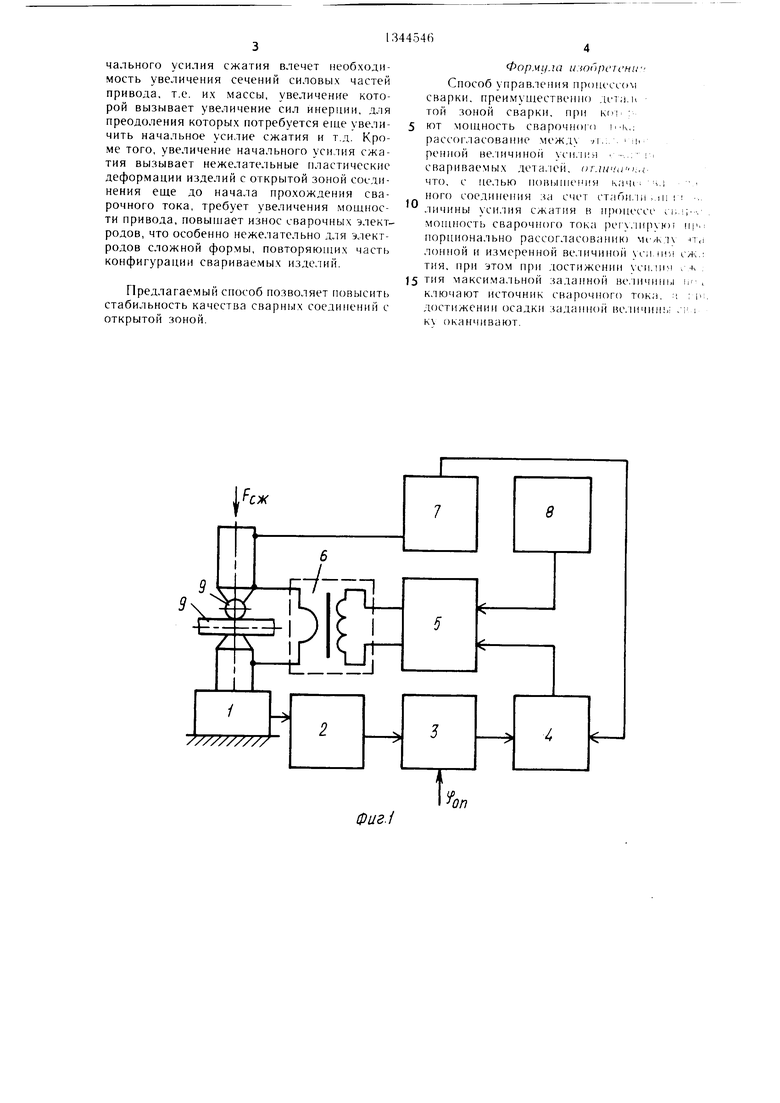
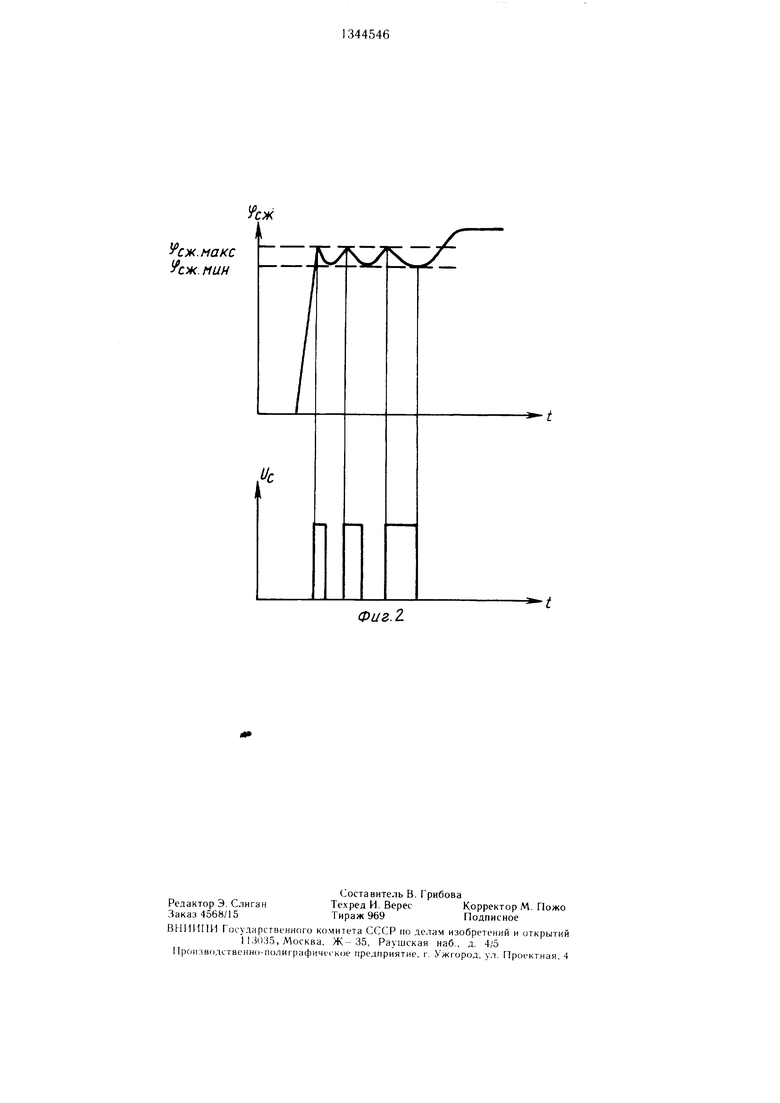
На фиг. 1 изображена блок-схема устройства управления процессом контактной сварки, реализующегч) способ ; на фиг. 2 - диаграмма стабилизации уси:1ия сжатия при фс)рмировании опорного потенциала в виде значений (максимального и минималь- 11014)1 и диаграмма межэлектродного напряжения.
1ри сварке изделии с открытой зоной соединения больц ие скорости электронагре- иа. ияз1 анные увеличением производительности сиарочн1)х автоматов, уменьшение н,1асгическнх деформаций изделий и теп.чо- Biiix потерь и.з-за охлаждения, и относи- re.ibHo б()льнп1е перемепн ния подвижного :1лекгрода вызьп ают в процессе сварки зна- Ч1гге, 1ьное уме}1ыпение усилия сжатия из-за инсрционнпсги подвижного электрода и его привода. Расплавленный мета.чл, растекаясь, ра(рьшает цепь сварочного тока с возникновением ду1Ч)вого разряда и образованием iu.ni. lecKa.
егчмирование мопгности сварочного тока, 1.е. скорости э.чектронагрева пропор- Ц11011а,1ьно рассогласованию усилия сжатия г эта, 1опп()й величипой, позволяет ста- Г)и.1изировать усилие сжатия в процессе сварки. При эгом процесс электронагрева прекращают но достиже1ши величины осадки заданного значения.
(люсоп г)су|цествляют следующим обра.U)M.
Устройство для осуществления способа со- .Н р.-кит силой мерите, 1ьный датчик 1, блок 2 и.(мере11ия уси.тия сжатия, блок 3 сравнения, yii|)aB. uu Mbiii 1Ч нератор 4 импульсов, элект- |)OHHbiii к. Г), сварочный трансформатор 6, датчик 7 осадки, 8 сварочного тока.
При сжагии изделий 9 силоизмеритель- Hbiii .чагчик 1 воспринимает усилие, которое (1икги|)ует блок 2 и с вы.хода передает но- тенциал (р, пронорциональный текущей ве- .шчине чсилия сжатия, на вход блока З срав- . в K(jTopoM сравнивается с потенциалом ((ип, нодав аемым на другой вход и пропорциональным задаваемому эталонному уси- .1ИЮ сжатия.
По достижении усилия сжатия эталон- Hoii ве. шчины, т.е. при (ft : (.ъг., блок 3 сравнения включает управляемый i-енератор 4 импульсов. .ощность сварочного тока изменяют меюдом щиротио-импульспого регули- роваиия, ко| да длительность импульсс в сварочного TiiKH постоянна, а величина час5
тоть; определяет действующее значение .мощности.
При включении управляемого генератора 4 импульсов частота импульсов соот- ветствует такому задаваемому действующему значению мощности сварочного тока, нри котором изделия в зоне контакта размягчаются и усилие сжатия в контакте уменьшается. Силоизмерительный датчик 1 воспринимает, а блок 2 фиксирует умень- 0 щение усилия сжатия. При этом разность потенциалов и (роп становится меньще нуля и схема 3 сравнения, воздействуя на управляемый генератор 4 импульсов, умень- П1ает частоту следования импульсов пропорционально разности потенциалов (рсл и фон. Мощность сварочного тока также уменынается, что соответствует уменьщению скорости электронагрева, усилие сжатия ко.мпенсирует пластическую деформацию и начинает увеличиваться. Силоизмерительный 0 датчик 1 воспринимает, а блок 3 фиксирует увеличение усилия сжатия, когда разность потенциалов ф- и превь П1ает нулевое значение, блок 3 сравнения, воздействуя разностью потенциалов на управляемый генератор 4 импульсов, повьипает частоту имнульсов или мощность сварочно1 0 тока, т.е. осуществляется стабилизация усилия сжатия в процессе сварки регулированием мощности сварочного тока.
По достижении величины осадки (взаимной пластической деформации, определяющей прочность сварного соединения с открытой зоной) датчик осадки выключает управляемый генератор 4 и.мпульсов. Процесс сварки закончен.
Предлагаемый способ опробован при сварке сетчатой ленты из проволоки МНЦ 15- 200, 6Н. При сварке дугового разряда, ухудп аю1цего качество сварного соединения, не наблюдалось. По способу достаточно развивать усилие сжатия, равное ЗОН, что по сравнению с прототипом позволяет уменьшить мощность привода, его массу и энергопотребление, а также снизить износ сварочных электродов. При сварке повышается стабильность качества сварного соединения.
5
0
5
0
45
50
Высокие скорости электронагрева, относительно большие перемещения подвижного электрода и силы инерции вызывают в процессе сварки значительное уменьшение усилия сжатия при сварке изделий с открытой зоной соединения. Расплавленный металл, растекаясь, разрывает цепь сварочного тока с образованием дугового разряда, который приводит в непригодность не только изделия, но и сварочные электроды.
Силы инердии можно преодолеть уве- 55 личением начального усилия сжатия. Но такое рещение влечет за собой необходимость выполнения ряда требований, иногда взаимно исключающих. Например, увеличение начального усилия сжатия влечет необходимость увеличения сечений силовых частей привода, т.е. их массы, увеличение которой вызывает увеличение сил инерции, для преодоления которых потребуется еще увеличить начальное усилие сжатия и т.д. Кроме того, увеличение начального усилия сжатия вызывает нежелательные пластические деформации изделий с открытой зоной соединения еще до начала прохождения сварочного тока, требует увеличения мощности привода, повьпиает износ сварочных электродов, что особенно нежелательно для электродов сложной формы, повторяющих часть конфигурации свариваемых изделий.
Предлагаемый способ позволяет повысить стабильность качества сварных соединений с открытой зоной.
5
Формула и.юпрасни Способ управления np)nc cc()i сварки, преимущественно :u r;i,i той зоной сварки, при .ют мощность сварочного l l,:
рассогласование между vi,;, iit ренной не. 1ичиной уси.ши ,,: свариваемых дета.1е11, (i .U4ii i;,i что, с целью повышемия качг i.i ного соединения за счет стаои.ш ,,iii : : личины усилия сжатия в nponecci сг. ;, мощность сварочного тока per.)i пр порционально рассогласованию ме/клх т лонной и измеренной величиной успшя еж тия, при этом при достижении ycii.niM , -к тия максима, 1ьной заданной ве.шчинм п ключают источник сварочного тока. :i ; i достижении осадки заданной нмичинь; , i i Kv оканчивают.
Т
фиг./
on
Усж.накс УСЖ. мин
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического контроля и регулирования процесса контактной сварки и устройство для его осуществления | 1987 |
|
SU1423320A1 |
| Способ управления процессом контактной точечной сварки и устройство для его осуществления | 1986 |
|
SU1362591A1 |
| Способ управления процессом контактной сварки и устройство для его осуществления | 1981 |
|
SU965669A1 |
| Стан для изготовления оребренных труб высокочастотной сваркой | 1982 |
|
SU1138278A1 |
| СПОСОБ ПРЕССОВОЙ СВАРКИ С НАГРЕВОМ ДЕТАЛЕЙ ДУГОЙ, УПРАВЛЯЕМОЙ МАГНИТНЫМ ПОЛЕМ | 1999 |
|
RU2181647C2 |
| УСТРОЙСТВО КОНТРОЛЯ КАЧЕСТВА ТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 1973 |
|
SU405679A1 |
| Способ регулирования процесса электронагрева | 1981 |
|
SU984767A1 |
| Способ автоматического регулирования процесса контактной сварки и устройство для его осуществления | 1984 |
|
SU1255338A1 |
| Способ регулирования процесса электронагрева при точечной и шовной сварке | 1977 |
|
SU662297A1 |
| Устройство для контроля качества сварного соединения | 1987 |
|
SU1504038A1 |
Изобретение относится к контактной сварке малогабаритны.х деталей с открь 1- той зоной соединении. Изобретение юзво- ляет повысить качество сварного соединения за счет стабилизации величины усилия сжатия в процессе сварки. Для этого мощность сварочного тока в процессе сварки пропорциональна рассогласованию эталонной величины и величины усилия сжатия. При этом эталонную величину формируют в виде двух граничных величин - максимальной и минимальной. При достижении усилия сжатия максимальной величины подключают источник сварочного тока, а минимальной - отключают, оканчивают сварку при достижении осадки заданного значения Способ реализуют следующим об)азом. При зажатии изде, 1ий си,чоизмерите,1ьный датчик воспринимает усилие сжатия, которое фик- си)ует измерительный блок и с выхода передает потенпиа. (|;.- на вход б, 1ока сравнения. При достижении (р. значения q мак. блок сравнения, минуя управляемый генератор импульсов, выдает ,-ibc на вк, 1юче ние э. 1ектронн()го ключа. Сварочный ток проходит че)ез электронный к, 1юч, сварочный тр-аис(к)рматор и изделия в зоне контакта, размягчает и. Уси,тие сжатия уменьшается, датчик воспринимает, а б,:|ок фиксирует у 1ень псиие и при равенстве (| и (j vm. блок срчвн« ,ия выдает импу;|ьс на закрывание -, 1ектронно1 о ключа, электронагрев в зоне контакта нрек)а1цается, уси,тис сжатия ском- iK Hcnpyc T п.пастическую дефо 1мацию и начнет увеличиваться. Далее процесс стаби,1и- зации П(. вто)яется до достиже1П1я ве, 1ичины осадки заданно1-о значения, при этом датчик осадки б, К)кируст работу блока сравнения и э. 1ектронн()г() к,1юча. Б,1окировка снимается при занятии подвижным э, 1ект- родом верхнего исходного положения. Процесс сварки закончен. 2 ил. « сл 00 4 СП С5
Фиг.2.
