Изобретение.отлоснтся к машиностроению, преимущественно для поперечного оребрения труб, и может найти широкое применение в энергетической, нефтяной, химической и других отраслях промышленности.
Цель изобретения - повышение качества сварки за счет обеспечения постоянного положения вершины угла схождения свариваемых элементов относительно точек подведения электрического тока.
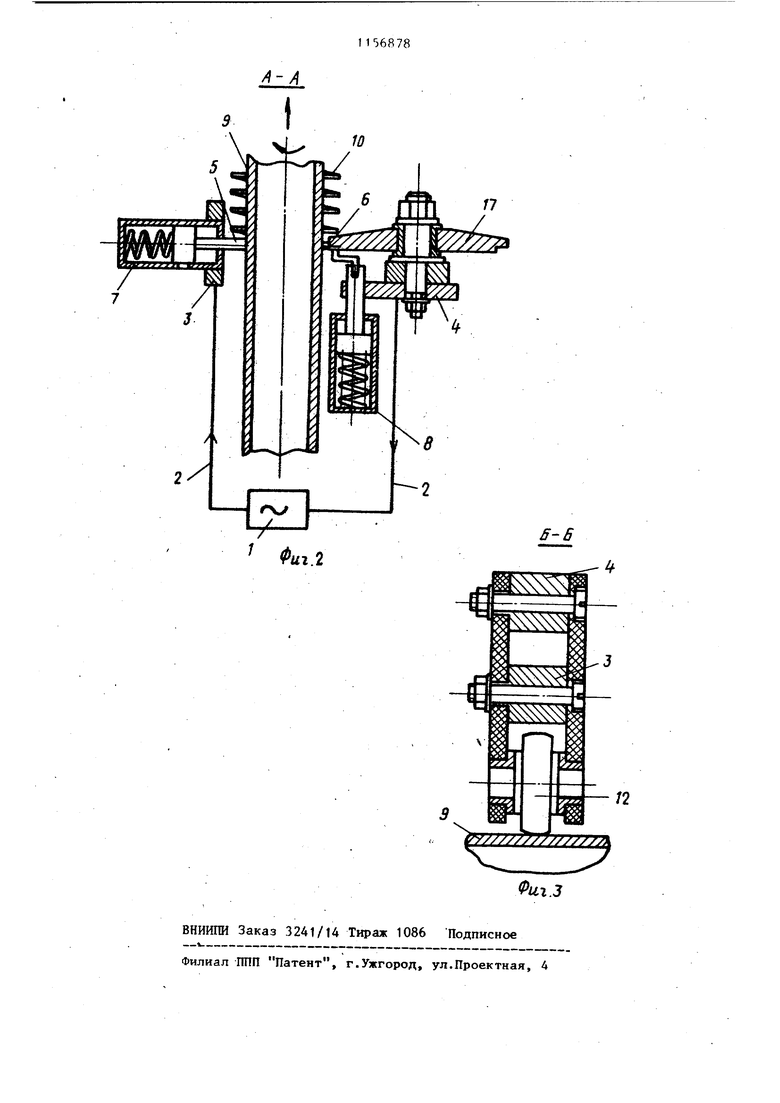
На фиг, 1 изображено устройство, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1 .
Устройство содержит источник 1 тока и подключенные к нему через гибкую связь 2 два жестко соединенных между собой токоподвода 3 и 4 с контактными наконечниками 5 и 6, закрепленными на токоподводах и снаженными пружинами 7 и 8 для поджатия к свариваемым элементам - трубе 9 и ленте 10, опорный элемент 11 для жесткого соединения токоподводов, контактирующий с трубой .и снабженный изолированными роликами 12 и 13, шарнир 14, связанный с токоподводами и упругим элементом 15 цля крепления устройства к неподвижной опоре 16, На токоподводе 4 установлен направляющий ленту ролик 17.
Устройство работает следующим образом.
Перед началом работы устройство устанавливают в рабочее положение, С помощью шарнира 14 и связанного с ним упругого элемента 15 устройство опускают на трубу до соприкосновения изолированных роликов 12 и 13 с ней. Контактные наконечники 5 и 6 устанавливают на свариваемые элементы 9 и 10 и с требуемым усилием пружинами 7 и 8 поджимают к ним. Одновременно с включением источника 1 электрического тока осуществляют вращение и осевую подачу трубы 9,
а также тангенциальную подачу лента 10, в результате происходит навивка и приварка ленты к трубе по винтовой линии. Сварочный ток 18
течет от источника 1 тока через
гибкую связь 2 к токоподводу 3, далее к контактному наконечнику 5 и по поверхности трубы 9 к точке сварки, которая является вершиной угла
схождения трубы и ленты, а .затем по кромке ленты 10 через контактный наконечник 6, токопод,вод 4 и гибкую связь 2 к противоположному полюсу источника 1 тока. В результате поверхностного эффекта и эффекта близости свариваемые элементы 9 и 10 нагреваются до оплавления, и под действием усилия, прикладываемого к ленте, происходит сварка.
При отклонении трубы 9 от заданного положения в какую-либо сторону устройство вместе с трубой отклоняется в ту же сторону за счет наличия у него опорного элемента 11, контактирукяцего с трубой, а также шарнирного крепления устройства к неподвижной опоре 16 через упругий элемент 15. В результате этого
Q обеспечивается постоянное положение вершины угла: схождения трубы и ленты относительно точек ввода электрического тока, чем осуществляется равномерный нагрев свариваемых элементов,
Предложенное изобретение обеспечивает равномерный нагрев трубы и ленты в зоне их контакта за счет обеспечения постоянного положения вершины угла схождения трубы и ленты относительно точек подвода электрического тока в свариваемые элементы, а это в свою очередь улучшает качество сварки.
Кроме того, устройство позволяет повысить производительность труда и качество оребряемых труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для изготовления оребренных труб высокочастотной сваркой | 1982 |
|
SU1138278A1 |
| СПОСОБ СВАРКИ ПРОФИЛЕЙ ТИПА "РЕБРО-ПОВЕРХНОСТЬ" | 2013 |
|
RU2540255C1 |
| Устройство для спирального оребрения труб | 1983 |
|
SU1073043A1 |
| СПОСОБ СПИРАЛЬНОГО ОРЕБРЕНИЯ ТРУБ | 2003 |
|
RU2243870C1 |
| Способ высокочастотной сварки профилей и устройство для его осуществления | 1977 |
|
SU946854A1 |
| Способ высокочастотной сварки | 1981 |
|
SU967731A1 |
| Устройство для высокочастотной сварки оребренных труб | 1984 |
|
SU1247215A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ ПРОФИЛЯ ТИПА "РЕБРО-ПОВЕРХНОСТЬ" | 2014 |
|
RU2554237C1 |
| СПОСОБ ОСЕВОГО ВРАЩЕНИЯ И ПРОДОЛЬНОГО ПЕРЕМЕЩЕНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2279940C1 |
| Способ высокочастотной сварки трубных плетей с ребрами | 1985 |
|
SU1318365A1 |
УСТРОЙСТВО ДЛЯ М4СОКОЧАСТОТНОЙ СВАРКИ ИЗДЕЛИЙ преимуцественно к машине для поперечного н спирального оребрения .труб, содержащее два токоподвода с подпружниенными контактныьш наконечниками, подключенны 0I к источнику высокочастотной энергии, и неподвижную опору, о тличающееся тем, что, с целью повышения качества сварки за счет обеспечения постоянного положения верши1ш угла схождения свариваемых элементов относительно точек подведения тока, устройство снабжено опорным элементом для контакта с оребряемой трубой, на котором закреплены токоподводы, и пружинной подвеской, шарнирно связанной с опорным элементом и закрепленной на не(Л подвижной опоре. ел Од 00 00
| Патент CiBft 3377459, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Шамов П.А.Н. | |||
| и др | |||
| Высокочастотная сварка металлов | |||
| Л., Машиностроение, с | |||
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
