1
Изобретение относится к области высокочастотной сварки и может быть использав ано при изготовлении прямошовны.х и спиральношовных труб, а также замкнутых и незамкнутых фасонных профилей.
Изаестен кондуктор для высокочастотиой сварки, содержащий неподвижные и подвижные токоподводы, соединенные посредством гибких шин. К подвижным токолодводам крепятся сменные контакты с вольфрамовыми наконечниками.
Недостатками кондуктора являются большое падение напряжения на токоподводах вследствие высокого импеданса, низкая надежность гибких шин, которые лри прохождеНИИ тока высокой частоты неравномерно загружены, малый срок службы контактных наконечников .и трудоемкость их замены.
Известен также кондуктор, имеющий нелодвижные ,и подвижные токопадзоды, соединенные через шарнир. Сменные контакты с вольфрамовыми наколечниками имеют водяное охлаждение.
Основные недостатки кондуктора;
при изменении угла схождения изменяется расстояние между контактами, что ухудшает энергетические показатели колдуктора вследствие увеличения его импеданса;
стягивание тока высокой частоты к концу .контактного наконечника, обращенному к точке схождения, приводит к неравномерной тепловой нагрузке и нер.авномерному износу контактного наконечника, сокращая срок службы контактных наконечников и качество сварки за счет скачкообразных перемещений контактного пятна, ведущих к изменению режима сварки;
|вольфрал1овые контактные наконечники создают ладиры при скольжении по кромкам свариваемой заготовки, ухудшая качество поверхности изделия.
Наиболее близким по технической сущности к предлагаемому является кондуктор для высокочастотной сварки, .содерлсащий два неподвижных и два подвижных токоподвода, Соединенные токолрсводящим шарниром, медные башмаки со сменными контактами.
Контактные наконечники известного п онд ктора имеют малый срок службы, кроме того из-за неравномерного износа их по дл;ше наблюдается нестабильность режима сварки.
Целью изобретения является повышечие срока службы сменных контактов.
С этой целью на торцах медных башмаков, оо.ращенных к свариваемым кромкам, выполнены продоль;1ые пазы с поперечными сечелиями в виде кляновндных щелей, обращенных наибольшей шириной в сторону точки схождения кромок заготовки.
На фиг. 1 изображен кондуктор, общий
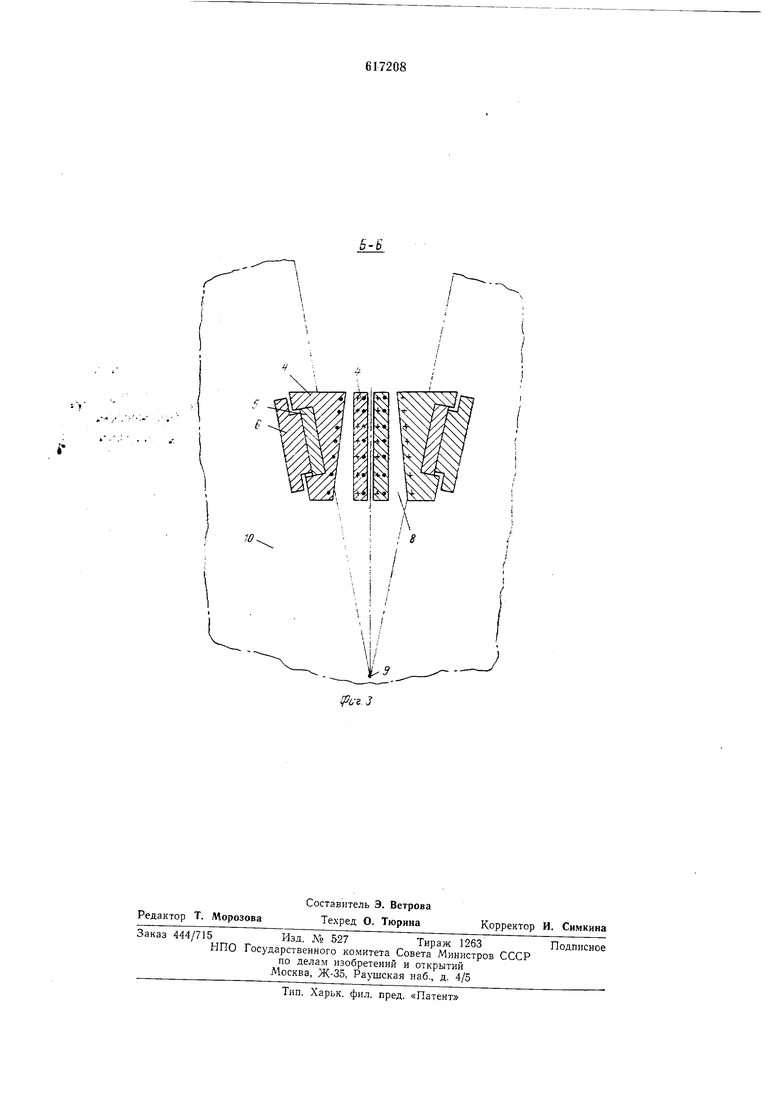
вид; на фиг. 2 - зи:д до стрелке Л на фиг. 1; на фнг. 3 - сечение по Б-Б на фиг. 2.
Кондуктор содержит леподзижные токоподводы / и соединенны.е шарннрно с ними недвижные токолодводы 2. К подвижным токоподводам 2 с помощью флаядев с регулировочными пазами 3 крепятся медные башмаки 4, в которых уста.новлбны дластинчатые сменные кОНтаКты 5, др и жатые пла. 6. На тордах ба.шмаков 4 выполнены дродолькые назы 7, которые в поперечном сечении образуют кл1шо1вид1ную щель 8, обращенную широкой стороной к точке 9 схождения кромок 10 свариваемой заготовки.
Коддуктор .работает следующим Образом.
При подаче высокочастотного напряжения на неподвижные ТОКОЛОДБОДЫ / сварочный ток проходит через ща.рдир на .подвижные токоподводы 2 к бащмакам 4, через пластинчатый сменный контакт 5 протекает вдоль кромок 10 через точку 9 схожде;НДл к другому сменному контакту 5. Вследствие эффекта бл.изости тек стягн-вается к сторонам башмаков 4, обращенным одна к .другой. Р1з-за наличия лродольного паза 7 высокочастотный ток протекает вдоль .сторо.ны лаза 7, а .благодаря КЛИНО.ВИДНОЙ щел.и 8 паза 7 плотность тока по сторонам паза 7 неравломерда, щричем ллотность тока п.о щели 8 ба.шмака 4 увеличивается в сторону, противололож.ную точке 9 схождения. Вследствие этого плотность тока в ластилчатом сменном ко.нтакте 5 ста.новится равномерно расдределенлой до длине контактируемой поверхности, так как из эффекта близости в свариваемых кромках 10 ток стремится стя.нуться к концу Контактной поверхности, обращенной к точке 9 схождения. По мере .износа торцовой части дластинчатого контакта 5 освобождается плалка 6, и колтакт 5 выдвигается. Для повышения срока службы контакта 5 его длина выбирается достаточно большой. Исходя из усло.вий жесткости при сварке изделий любого сортамента, эта длина должна превышать ширину контакта в 5 и более раз.
Пластинчатые контакты, прижатые к башмакам планками так, что пластинчатые контакты выступают за пределы башмака и до мере износа выдвигаются, не требуя длительного времени на замену и ремо.нт, а срок дластинчатых контактов, длина которых (превышает ширину в 6 и более раз, по зышается в р.аз.
Ток высокой частоты, протекающий до обеим сторонам продольного паза бащмака, имеет противоположное направление, и вследств.ие неравномер.ного зазора между стородами паза происходит перераспределение плотности тока по длине колтакт.ной поверхности сменного а онта1кта. Плотность в сменло.м контакте становится равномерной по длине .контактирующей поверхности, в отличие от неравномер.ного распределения тока высокой частоты по длине контактного наконечника известного кондуктора, имеющего .наибольшую плотность тока у конца контактного нако.нечника, обращенного к точке схождения кромок свариваемой заготовки. Равномерное распределение тока в сменном контакте лредопреде ляет равномерную тепловую нагрузку контакта и его равномерный износ, что сп.особствует стабялизадии положения контактного .пятна и, как следствие, стабилизации длины нагреваемых кромок, режима сварки и улучшению качества сварки. Фланцы крепления .б|ашмаков на концах подвижных токоподводо.в лмеют пазы для .регулировки положения смен ных кО|Нтактов при изменении угла схоисдения и расстояния между крОМками, что сохраняет зазоры между подвижными, а также неподвижными токоподводами ми.нимальными и неизменными, обеспечивая высокий КПД кондуктора при любых углах схождения KpoMiOK свариваемой заготовки.
Изобретение позволяет повысить дроизводительность за счет снижения времени дростоя агрегатов высокочастотной сварки, ловысить надежность и долговечность работы кондуктора за счет увеличения срока слунсбы сменного контакта, улучшить энергетические хар.актеристики ко.ндуктора, повысить качество свариваемых изделий и удобство .эксллуа тации Кондуктора, снизить стоимость кондуктора за счет .замены дорогостоящего .материала контактного наконечника.
Формула изобретен и я
Ко.ндуктор для высокочастотной сварки, содержащий .два недодвижных и два подвижных токоподвода, .соединенные токолроводящим шарниром, медные башмаки со сменными контактами и механизм прижатия контак то:в к кромкам заготовки, отличающийся тем, что, с целью повышения срока службы сменных контактов за счет повышения равномерности распределения тока в них, на торцах медных башмаков, обращенных к сваривае мым кромкам, выполнены продольные пазы с поперечными сечениями в виде клиновидных щелей, Обращенных наибольшей шириной в сторону точки схождения кромок заготовки.
К 8.. z/ HEpamopi/ i
n A
Фиг /
К 8.IJ. генератору
Т 
| название | год | авторы | номер документа |
|---|---|---|---|
| Кондуктор для высокочастотной сварки | 1980 |
|
SU975283A1 |
| Кондуктор для высокочастотной сварки | 1981 |
|
SU948580A1 |
| Кондуктор для высокочастотной сварки | 1972 |
|
SU508360A1 |
| Кондуктор для высокочастотной сварки | 1980 |
|
SU946855A1 |
| Способ высокочастотной сварки | 1981 |
|
SU967731A1 |
| Способ высокочастотной сварки | 1982 |
|
SU1058741A1 |
| ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1970 |
|
SU271673A1 |
| Кондуктор для высокочастотной сварки фасонных профилей | 1975 |
|
SU540713A1 |
| Способ высокочастотной сварки труб | 1986 |
|
SU1369878A1 |
| Способ высокочастотной сварки профилей и устройство для его осуществления | 1977 |
|
SU946854A1 |