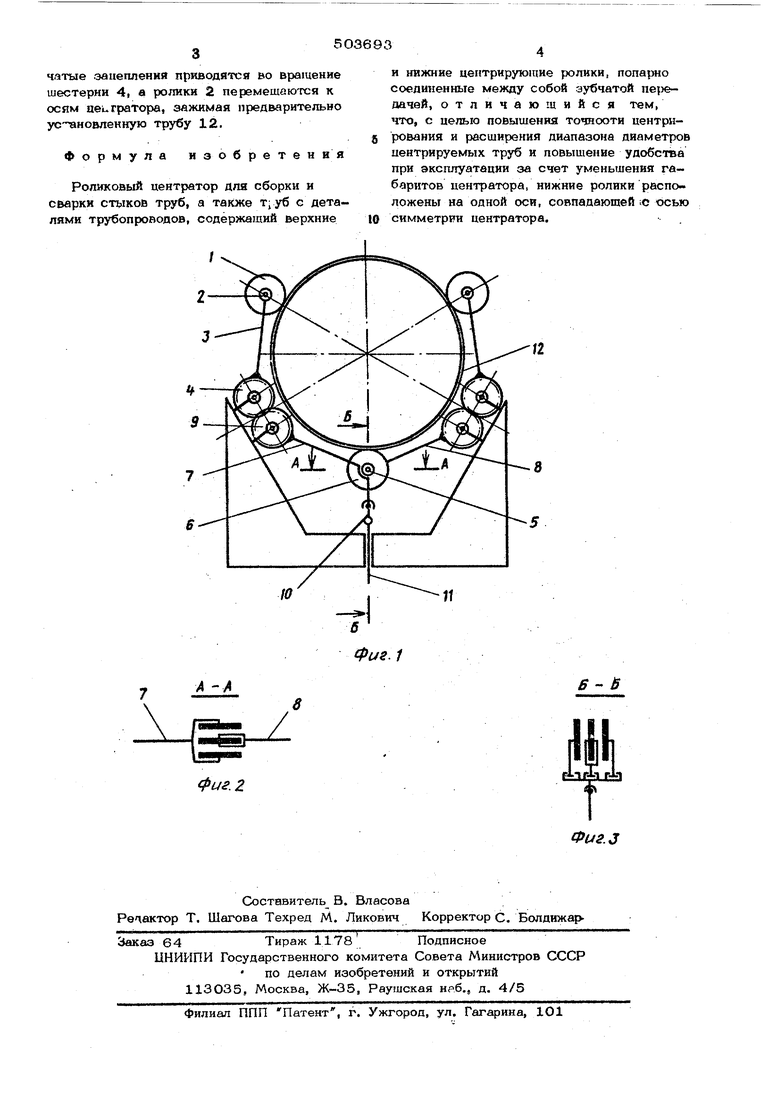
Изобретение относится к вспомогательному сварочному обору;аованию и может быть использовано для сборки и сварки ;стыков труб, а также труб с деталями тру:бопроводов. Известен роликовый центратор для сборки и сварки стыков труб, содержащий верхние и нижние центрирующие ролики, попарно соединенные меладу собой зубчатой пере;дачей. Однако сравнительно низкая точность центрирования труб с помощью четырех : роликов, а также относительно небольшой Диапазон диаметров центрируемых труб и .большая ширина центратора создает неудобство при его эксплуатации, : Для повышения точности центрирования ;и расширения диапазона диаметров центриру:емых труб низкие ролики -размещены на од- ;ной оси, совпадающей с осью симметрии центратора. Вследствие этого центратор работает как трехроликовый, что повышает точность центрирования труб, а смещение к оси трубы зубчатых пар, расположенных между верхними и нижними роликами, умень |шает ширину центратора и расширяет диапаJ3OH диаметров центрируемых труб. i На фиг. 1 изображен предложений центра. тор, общий вид; на фиг. 2 -разрез А-А на фиг. 1; на фиг, 3 - разрез Б-Б на 1ФИГ. 1. I Верхние ролики 1 центратора установле Ны на осях 2, жестко связанных черв ры.|чаги 3 с шестернями 4. Оси 5 1нижних роjликов 6 установлены на рычагах 7 и 8, j жестко связанных с шестернями 9 и шарни{ |но связанных с серьгой 10, другой конец которой также шарнирно соединен со штоком ill привода (на чертеже не показан). 6 установлены так, что при зажиме тру|бы 12 они располагаются последовательно |0дин за другим, а их оси совпадают с осью Симметрии центратора. Центратор работает следующим образом. ;При перемещении вверх штока 11 привода 1и серьги 10, ролики 6 перемешаются к оси 1центратора, поворачиваясь совместно с соот;ветствующими шестернями 9 относительно осей последних. Одновременно через зубчатые зацеплений приводятся во вращение шестерни 4, а ролики 2 перемешаются к осям цеигратора, зажимая предварительно установленную трубу 12.
Формула изобретен и я
Роликовый центратор для сборки и сварки стыков труб, а также т; уб с деталями трубопроводов, содержащий верхние
/
и нижние цег{трнрую1иие ролики, попарно соединенные между собой зубчатой пе{)едачеЙ, отличающийся тем, что, с целью повышения точнооти центрирования и расширения диапазона диаметров центрируемых труб и повышение удобства при эксплуатации за счет уменьшения габаритов центратора, нижние ролики расположены на одной оси, совпадающей ;с осью симметрии центратора.
8
| название | год | авторы | номер документа |
|---|---|---|---|
| Тросовый центратор | 1985 |
|
SU1324806A1 |
| Центратор для сборки под сварку кольцевых швов | 1990 |
|
SU1715538A1 |
| Внутренний центратор | 1978 |
|
SU763055A1 |
| Центратор для сборки под сварку цилиндрических изделий | 1979 |
|
SU897448A1 |
| Наружный центратор для сборки труб под сварку | 1984 |
|
SU1209399A1 |
| Устройство для сборки под сварку труб | 1981 |
|
SU1017459A1 |
| Устройство для сборки и центрирования труб под сварку | 1981 |
|
SU988510A1 |
| Тросовый центратор | 1976 |
|
SU582931A1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| НАРУЖНЫЙ ЦЕНТРАТОР | 1999 |
|
RU2153964C1 |
8
Фиг.2
