1
Изобретение мoжtз r применяться на шинных заводах при изготовлении, например, дополнительных крыльев покоышек типа Р.
Извес-ию устройство для изготовления бортовых колец покрышек пневматических шин, соедержащее смонтированный на приводном валу шаблон с разжимной централной калибровочной частью, образованной радиально подвижными подпружиненными секторакш, и г.вумя боковыми частями с дублируюшими элементами, и механизм для разжима центральной калибровочной части ij.
Сборка бортового кольца на известном устройстве производится из двух деталей: металлокордной ленты, подаваемой специальным устройством, и кольца, изготовленного из обрезиненного металлокорда на специальном станке, поэтому сборка фактически.производится на двух станках.
При заправке вручн /ю металлокордной ленты под кольпо,. раскрое и стыковке ее вручную, получается неравномерная вы1 тяжка ленты, неравномерный загиб края ленты и некачестве1шый стык.
Цель изобретения - повышение произво дительнрсти процесса изготовления колец. I Это достигается тем, что устройство ; снабжено установленными кондентрично в разжимной центральной калибровочной час:ти подвижными полукольцами с фигурными ,| выступами на внутренней боковой поверхj ности, а на наружной поверхности подрру- :жиненных секторов выполнены гнезда для предварительного формования крыльевого : браслета, взаимодействующие с этими фигурными выступами. Устройство снабжено установленным в одной из боковых частей шаблона кольцевым выталкивате- лем, снабженным приводом. Дублируюшие элементы выполнены в виде кольцевых пневматических камер, размешенных на боковых частях.
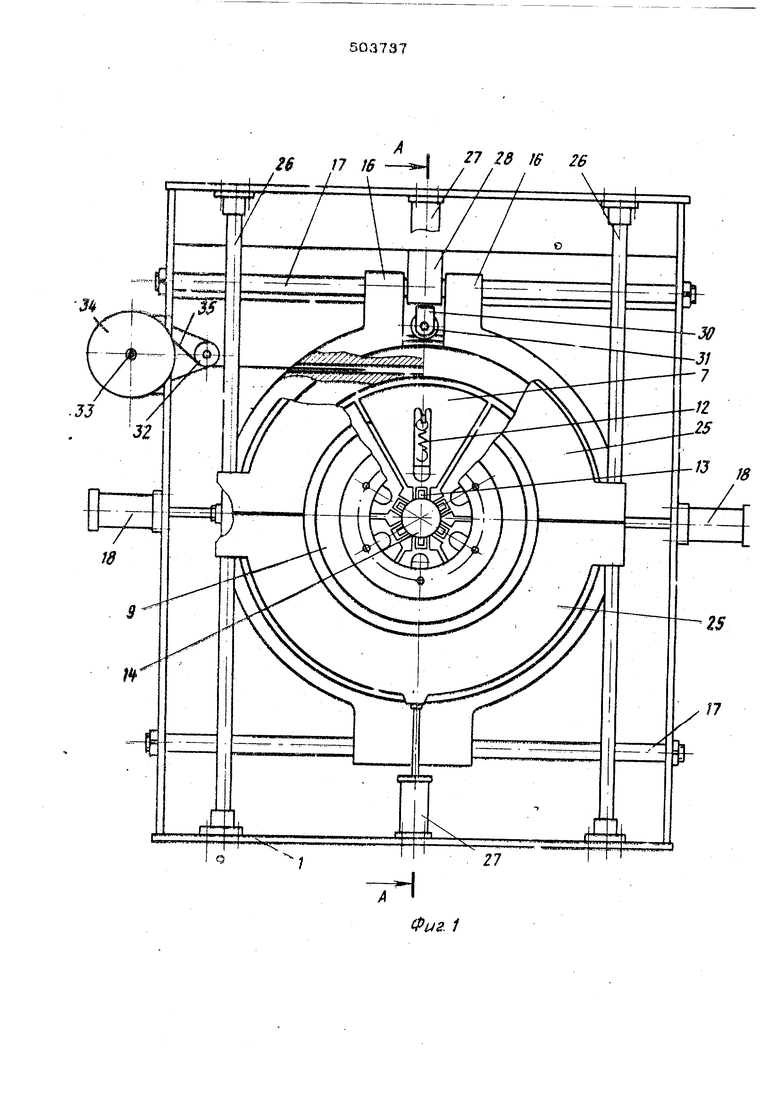
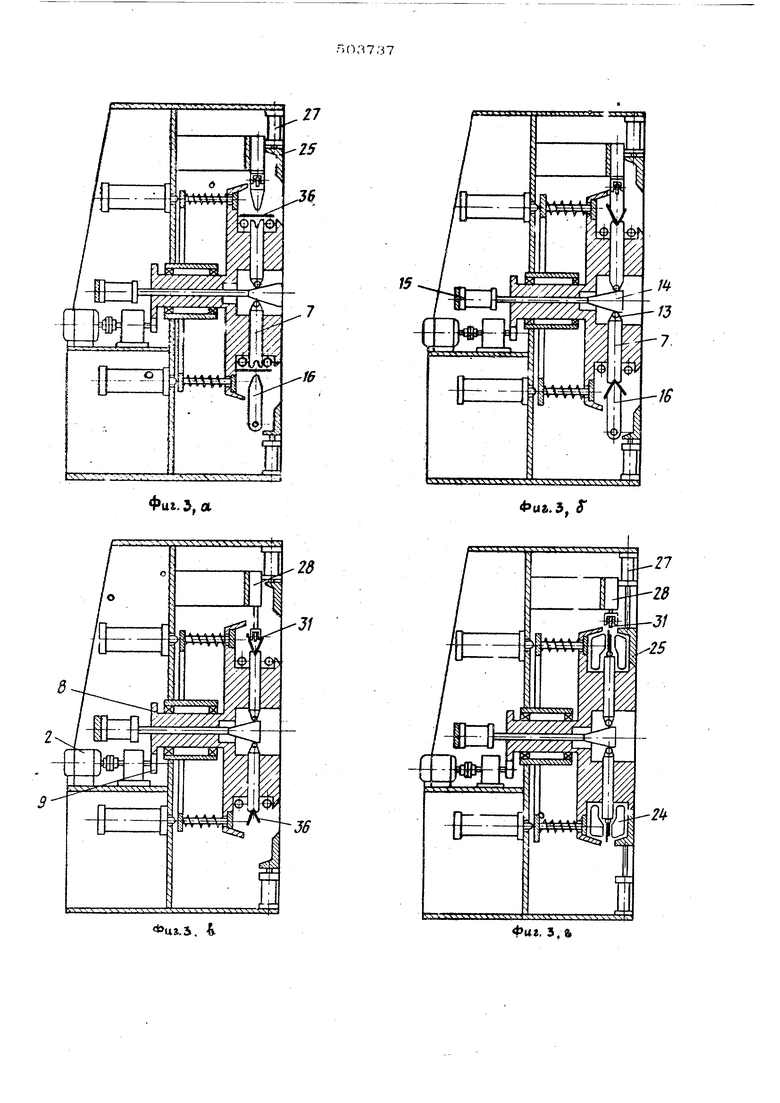
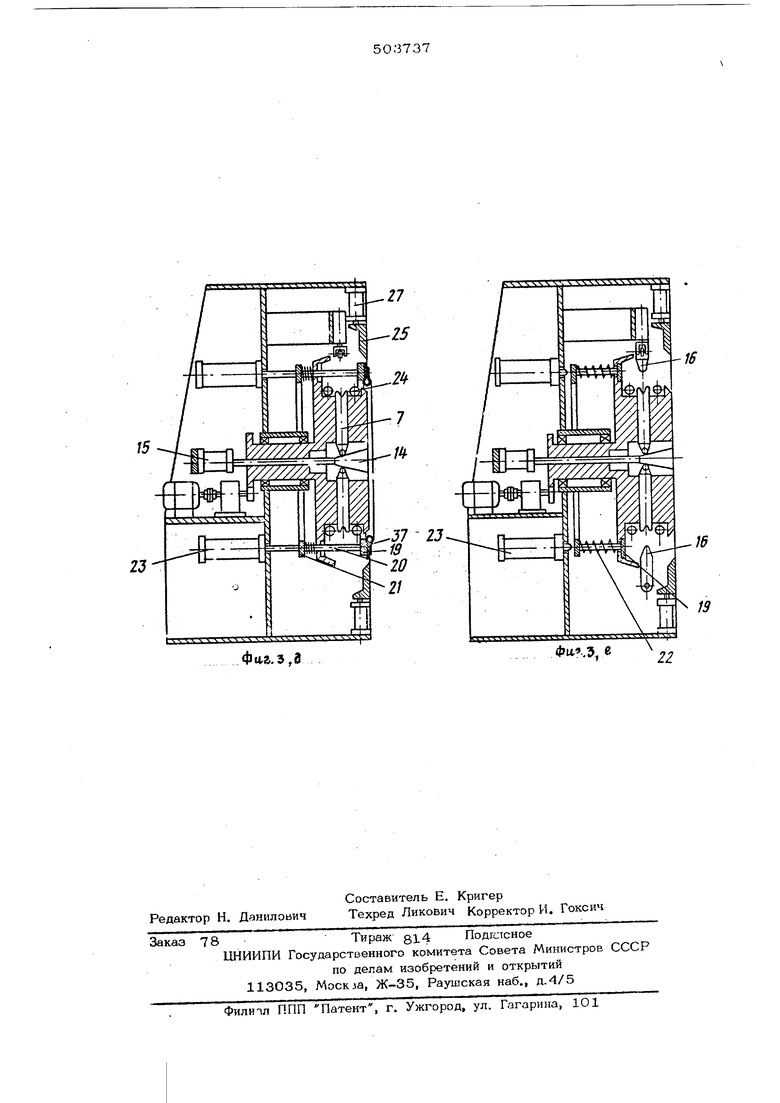
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - разрез A-Ai..Ha фиг. 1; на фиг. 3 показаны заготовки бортового кольца и механизмы устройства в процессе рабочего цикла, последователы1г)е положения (а - е). Устройство со.чсржит 1, на кото ой смонтирован привод 2 шаблона. Шаблон смон-гирован на приводном пустотелом валу 3, который посредством под- «аип.гиков 4 устдноатен на станине 1. На конце пустотелого вала 3 закреплена зубичатая лестерия о взаимодействующая с зубчатой шестерней 6 привода 2. Шаблон образован разжимной централь ой калибровочной частью, выполненной в виде рлдпально подвижных подпружиненных секторов 7 и двумя боковыми частями 8 и 9. Боковая часть 8 жестко установлена на пустотелом валу 3 и при помошн шпплок 1О с другой боковой частыб 9. Но ппружной поверхности Подпружиненных с-охторов 7 выполнены гнезда 11 для проянаритольиогсо ормоБания крыльевого браслет. Подпружинетшые сектора 7 под,;лружппсиы ПРУЖ1ПП1МИ 12и снабжены ро..iMii 13. Внутри п;, стотелого вала 3 расположе- и.-5 JiiTnnra, оканчивающаяся кот1усным толкатолем 14, Другой конец штанги связан со штоком пнeвмoцИd индpa 15, смонтиро- впнного нл стагшне 1. Ролики 13 пружин ми 12 по тоянно поджаты к конусному тол кателю 14. УстрО1Чство снабжено концент- рично установленными подпружиненгагм сек торам 7 подвижны оП полукольцами 16. Подвижные полукольца -16 смонтированы па на1фавл5роших 17, установленных на ста 11п;е 1. Подвткные полуколь;;а 16 выполнены с фигурными выступами на внутренней боковой поверхности и снабжены пневмошшиндрами 18. Устройство снабжено установленным в боковой части 8 кольцевым выталкивателем 19, смонт 1рованным на стержнях20 еоедн енных с упорным кольцом 21 и под пружиненных прух ннами 22. Упорное коль цо 21 расположено перед пневмоцилиндра ми 23, зaкf eплeнными на станине 1. На боковых частях 8 и 9 размещены дублирующие элементы, выполненный в виде кольцевых имеематических камер 24. Ил бокоаай }асти 9 установлены крыш кк 25, смонтнроеашгые на направляющих 26 и скабжйнкыо лневмоцилиндрами 27. Ctjepxy it(i6flJHa на станине 1 закреплен «невмоцялкндр 28 прижима, поршень которого под/кат пружиной 29, а на его штоке смонтирована вилка 30 с роликом 31. Иа станине 1 закрешвны блок 32 и стержень 33, на который устанавливается кптушка 34 с проволокой 35, Устройство работает следующим образом. Сжптьп) искплух годается па пнопмоин лиялры 27, при этом крьшги 25, сколт: - зя по нгтра5ляго11Н1М 26, рпэдьнгаются (см. фиг. 3/1). Крыльевой браслет 36 из обрезинеиного мотоллокоршюго полотна ппмещается в между подвижными полукольцами 16 и лодпружиноииыми секторами 7 (см, фиг. 30). Включается пиесмоцилиндр 15, шток которого, Еюздейслвуя на конусный толкатель 14, перемещает его плево. При этом ролики 13, перекатываясь на поверхности конусного толкателя 14, перемещают подпружиненные сектора 7 по направле нию к подвижным полукольцам 16. При этом фигурные выступы подвижных полуколец 16 входят в гнезда 11 к осуществляется предварительное формование крыльевого браолета, После завери он11Я этой операции включаются пневмовдшиндры 18 и подвижные полукольца 16, скользя по направляющим 17, раздвигаются. Спрессованный браслет 36 удерживается подпружиненными секторами 7 (см. фиг. 3,в). После этого конец проволоки 35 утшадывается в желоб, образованный из крыльевого браслета после предварительной: формовки. Включается пневмоцилиндр 128 прижима и ролик 31 прижимае- конец проволоки 35 к крылье- I вому браслету. Включается привод 2, через зубчатые шестерни 5 и 6 получает враще- ние шаблон. Происходит намотка проволоки 35 в будущее кольцо. После остановки привода 2 отрезается проволока 35, выключается пневмоцилиндр 28 прижима (см, фиг. 3, г) Ролик 31 под действием пружиньг 29 возвращается в исходное положение. После этого включаются пневмодилиндры 27, крышки 25 сходятся. Затем подается воздух в пневматические камеры 24, происходит окончательная формовка бортоього кольца покрышки. После завершения формовки кольца выпускается воздух лэ пневмокамер 24. под ( действием пневмоцилиндров 27 раздвигаются крышки 25 (см. . 3, д). Выключается пневмоцилиндр 15, конусный толкатель 14 перемещается вправо, в результате чего подпружиненные сектора 7 под действием пружин 12 сходятся к цьнтру, освобождая готовое кольцо.-Затем включаются пневмоцилиндры 23, которые своими штоками нажимают на упорное кольцо 21 и перемешают стержни 20, а вместе с ними и кольцевой выталкиватель 1Э вправо. Происходит съем готового бортового кольца 37 покрышки. После этого выключаются пневмоцилиндры 23 (см.фиг. 3,е) и выталкиватель 19 пои действием пpyжин 22 возврашается в исходное пол жет1е, а подвижные полукольца 16 под действием пнеемоцилиндров 18 сходятся. Формула изобретения 1, Устройство для изготовления бортовых колец покрышек пневматических шин, содержащее смонтированный на приводном валу шаблон с разж1:мной центральной калибровочной частью, образованной радиаль но поджимными подпружиненными секторами, и двумя боковыми частями с дублирующими элементами, и механизм для разжима центральной калибровочной части, отличающееся тем, что, с целью повышения производительности процесса изготовления колец, оно снабжено установленными концентрично в разжимной центральной калибровочной части подвиж- 7 ными полукольцами с фигурными выступами на внутренней боковой поверхности, а на наружной поверхности подпружиненных секторов выполнены гнезда для предварительного формования крыльевого браслета, взаимодействующие с указанными фигурными выступами. 2.Устройство по п. 1, отличающееся тем, что оно снабжено установленным в одной из боковых частей шаблона кольцевым выталкивателем, снабже нь1М приводом. 3.5 стройство по п. 1,отлича joщ е е с я тем, что дублирующие элементы выполнены в виде кольцевых пневматичес- ких камер, размешенных на боковых час- Источники информации, принятые во внимание при экспертизе 1. Авторское св.идетельство М 418347. . Кл. В 29h 17/32, 1972. .. „,
. 1
Фиг. 2
Фиг. 5, а
8
36
.S. -&.
. 3, S
2lf
фцг. Э,а фц-г.з,а Фи,9.,5 е 

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления дополнительных крыльев пневматических шин | 1974 |
|
SU558798A1 |
| Устройство для изготовления крыльев покрышек пневматических шин | 1976 |
|
SU740522A1 |
| Устройство для изготовления бортовых колец покрышек пневматических шин | 1974 |
|
SU503738A1 |
| Способ изготовления дополнительных крыльев покрышек пневматических шин | 1972 |
|
SU488451A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ БОРТА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1993 |
|
RU2051039C1 |
| Устройство для сборки покрышек пневматических шин | 1976 |
|
SU598296A1 |
| АГРЕГАТ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1998 |
|
RU2147991C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 2002 |
|
RU2231445C2 |
| СПОСОБ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН ТИПА "Р" | 1992 |
|
RU2085387C1 |
| Механизм заделки борта автопокрышки при сборке | 1955 |
|
SU106486A1 |