равномерная вытяжка кромок крыльевого браслета ведут к снижению качества крыльев.
Целыо изобретения является расширение
эксплуатационных возможностей устройств ва, а также обеспечение стабильных внут ренних диаметров дополнительных крыльев .и обеспечение равномерной вытяжки кромок крыльевого браслета.
В предлагаемом устройстве каждая б ковая часть снабжена приводом ее возврарН1 -поступательного перемещения и установлена, на смонтированных на основании опорных роликах, а механизм предварительного формования крыльевого браслета установлен на одной из боковых частей и снабжен npie водом его возвратно-поступательного перемещения вдоль шаблона.
Привод для разведения секторов механнма предварительного формования крыльевого браслета выполнен в виде поворотного диска с наклонными пазами, а сектора снаб жены папьцамИ| взаимодействующими с позами.
Элементы для заворота и дублирования кромок крыльевого браслета вьшолнены в виде коничесхях роликов один из которых кинематически связан с приводами его вр шения и возвратно-поступательного переме шения, а другой установлен с возможносгью свободного вращения н кинематически с приводом его возвратнсь-постулатель ного перемещения.
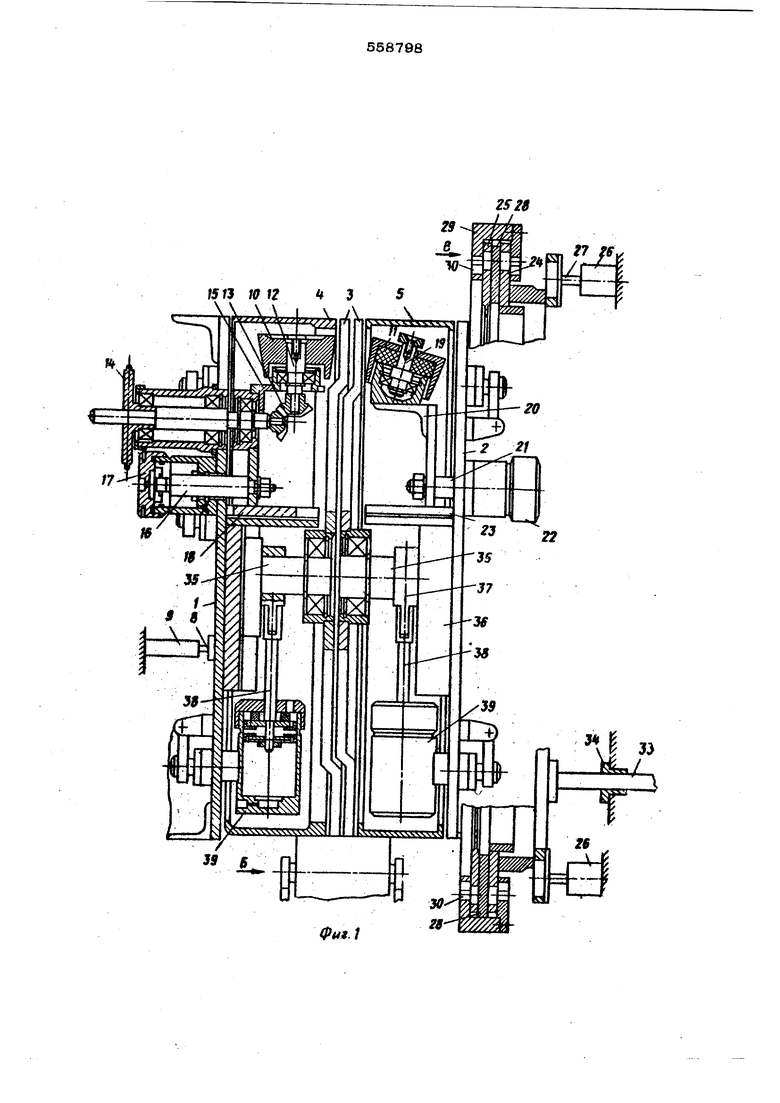
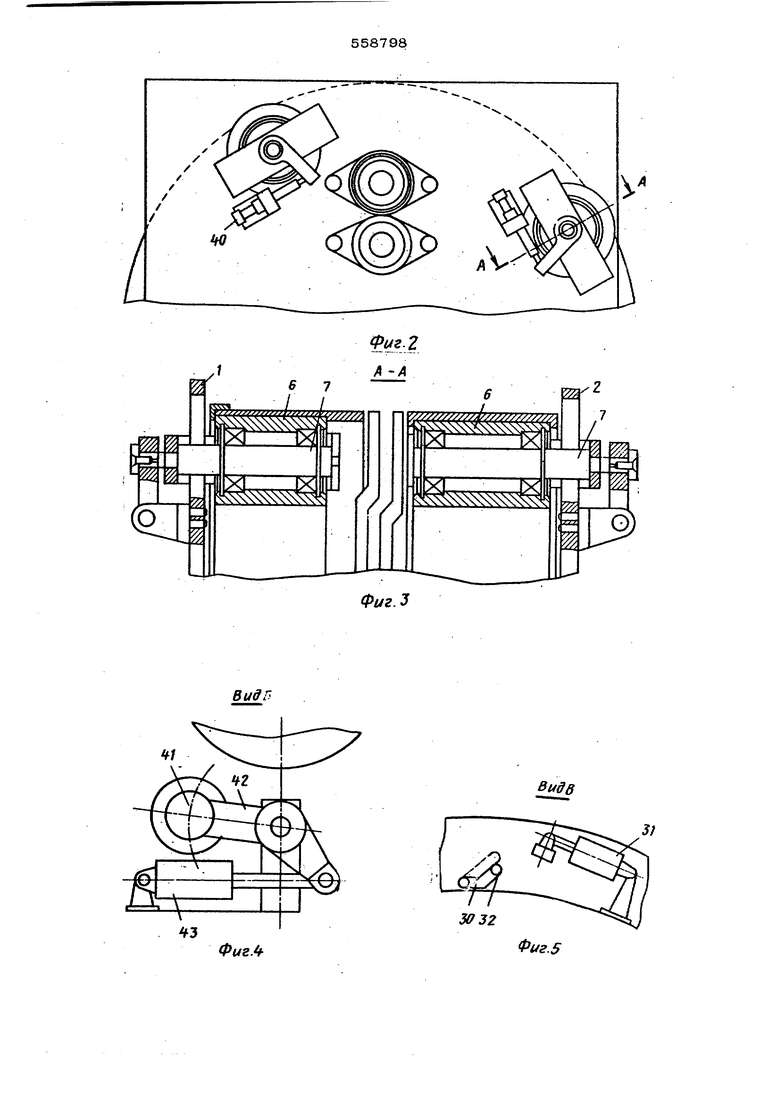
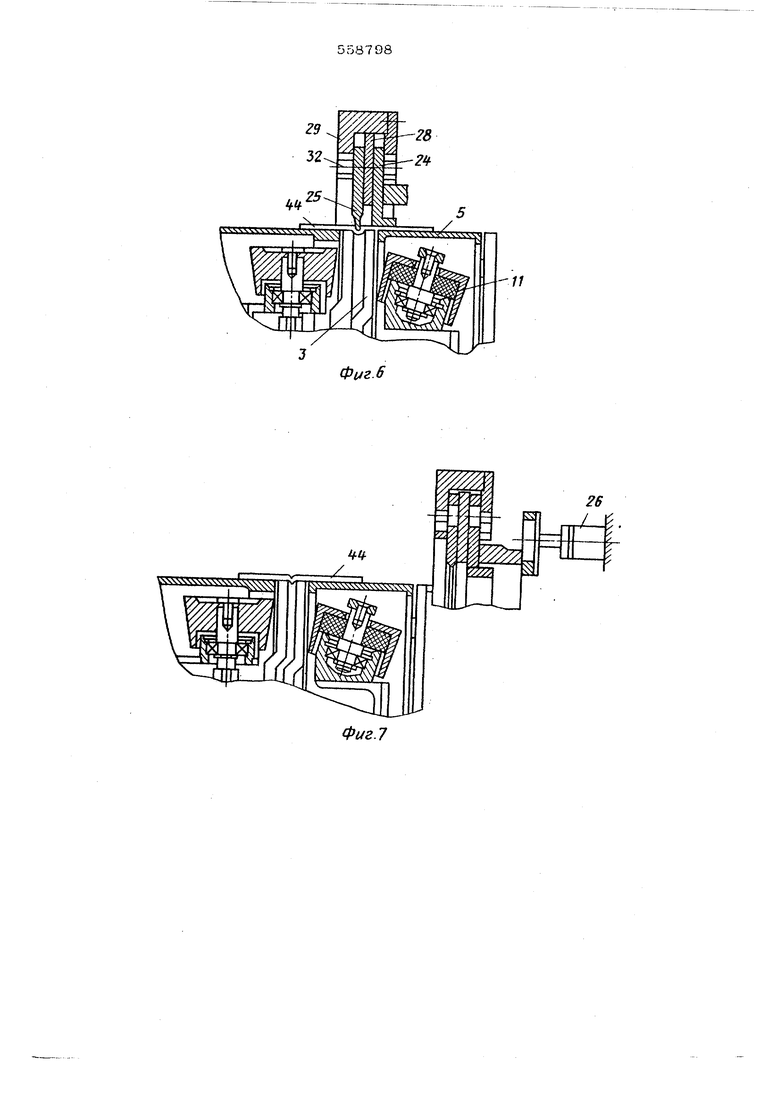
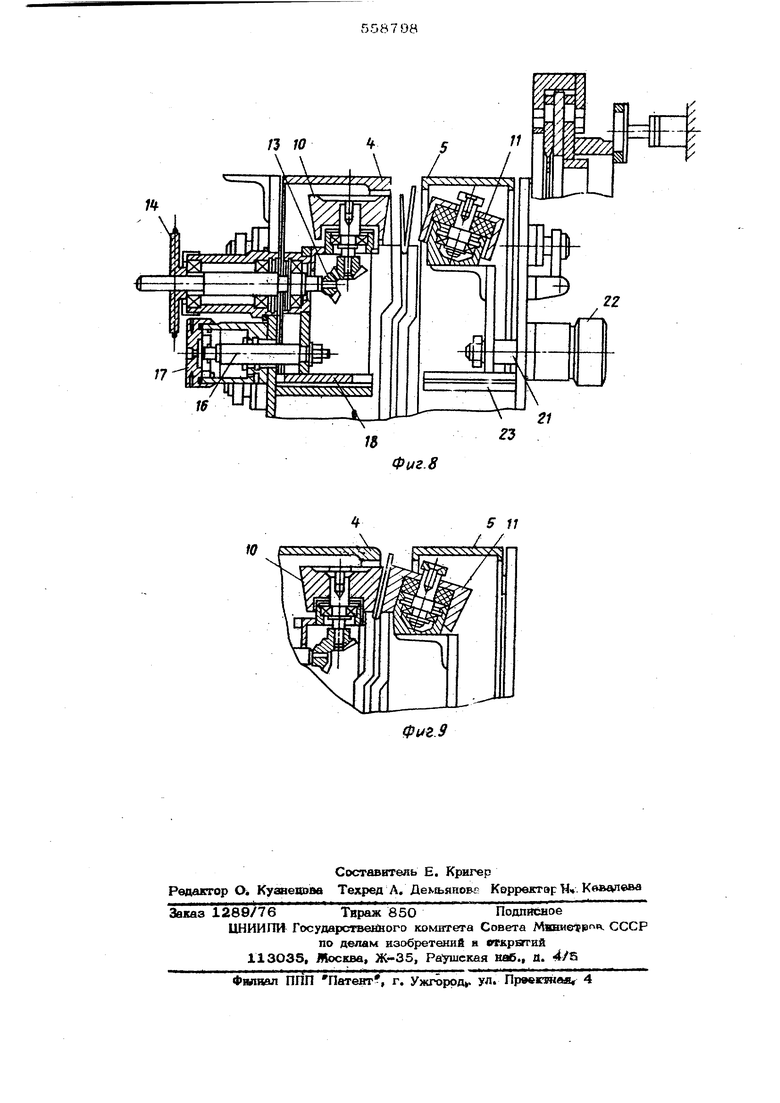
На фиг. 1 изображено предлагаемое усгройсгво, общий вид; на фиг. 2 - то же, вид сбоку; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - вид по стрелке Б на фиг. 1; на фиг. 5 - вид по стрелке В на фиг, 1; на фиг. 6, 7, 8 и 9 - процесс изготовления крыла.
Устройство содержит смонтированные на основани5ис 1 и 2 вращающийся шаблон с разжимной центральной калибровочной чао тью, образованной подвижными секторами 3, и двумя боковыми частями 4 и 5, установленными соосно с возможностью вращение, на трех вращающихся роликах 6, оси 7 которых смонтированы на основаниях 1 и 2.
Боковая часть 4 связана со щтокоМ 8 двухпоршневого дифференциального 1щпищи ра 9, служащего для возвратно-поступательного перемещения боковой части 4.
Боковые части 4 и 5 снабжены приказ точными элементами для заворота и дубли рования кромок крыльевого браслета, выполненными в виде кошпеских роликов 10 и 11.
Ролик 10 устгиговлен на оси 12 и чере конические шестерни 13 н звездочку 14
кинематически связан с приводом его вращения. Cteb 12 смонтирована на кронщтейне 15, который связан со щ током 16 пневмоцилиндра 17.
Под действием цилиндра ролик 10 сс верщает возвратно-поступательные перемещения в направляющей 18.
Ролик 11 установлен ha оси 19с возможностью свободного вращения вокруг нее. Ось 19 смонтирована на кронщтейне 20,
который связан со щтоком 21 пнеамоцилш дра 22. Под действием пневмоцилиндра 22 ролдк 11 соверщает возвратн -поступател1рное перемещение в нащшвляющей 23.
Устройство снабжено механизмом предварительного формования врыльевого браслета в BT/Oie радиально раэдвнжных секторов 24 и 25, смонтированных на основании 2 с возможностью возвратно-поступательного п&ремещениг посредством пневмоцилиндров26 щтоки 27 которых связаны с корпусом 28.
В корпусе 28 в радиальных направляющих смонтированы сектора 24 и 2i5. Привод для разведения секторов выполнен в виде смонтированного на корпусе 28 поворотного диска 29 с наклонными пазами ЗО (см. фиг. 5), связанного с пневмоцилиндром 31.
Сектора 24 и 25 снабжены па/гьцами 32 взаимодействующими с пазами 30.
Корпус 28 связан с направл51ющими 33, установленными в смонтированных на основании втулках 34.
Подвижные сектора 3 посажены на осях 35, установленных в радиальных направляющих 36, закрепленных на основаниях 1 я 2.
На OC5IX 35 смонтированы хомуты 37, связанные со щтоками 38 пневмоцилиндров 39, установленных на основаниях 1 и 2.
Ролики 6 установлены с возможностью радиального перемещения посредством BHI тов 40 (см. фиг, 2) и за счет эксцентриситета осей 7.
Вращение центральной части и двух боковых осуществляется от вращения фрикци онного ролика 41, смонтированного на pь чаге 42. Последний связан с пневмоцилиндром 43 для отвбда и подвода ролика 41. f
Устройство работает следующим образом ПодЁ1ют сжатый воздух в пневмошшиндр 9. При этом щток 8 перемещает основание 1 в исходное положение. Подают сжатый воздух в пневмоцилиндр 43. Ролик 41 касается боковых частей 4 и 5. Включают привод вращения ролика 41 и накладывают на цеир ральную и боковые части металлокордную ленту. Отрезают и стыкуют концы ленты в браслет . 44. Затем подают сжатый воздух в шшвмоцил1шдр 26 и перемещают сектора 24 и 25 в рабочее положение. Подают сжатый воздух-в пневмощ1Л1Шдр 31, при этом диск 29 поворачивается на корпусе 28, а пальцы 32 скользят по наклонным пазам 30. Сектора 24 и 25 опускаются. При этом сектор 24 зажимает одну из кромок мета; покордногр браслета 44 на одной из боковых частей (5), а сактчЬра 25 вдавливают металлокордный браслет в щель между секторами 3. Затем подают сжатый воздух в цилиндр 9, а сектора 24 н 25 поворотом диска 29 от пневмоцилиндра 31 возвращаются в исходное положение. При этом (см. г, 7), вдавленную между секторами 3 . браслета зажимают между ними. Механизм предварительного формования крыльевого браслета возвращают в ис содно положение (см, фиг, 7). Подают сжатый воздух в пневмоцилшздр .39 и перемещают оси 35 вдоль радиальных направляющих 36, Сектора 3 опускаются В1,из (см. фиг. 7). Верхняя часть браслета 44 проталкивае ся в щель между боковыми частями 4 и 5 при этом кромки браслета заворачиваются их торцами вокруг вдавленной и зажатой между секторами 3 части браслета. Подают сжатый воздух в пневмоцилиндры 17 и 22 (см, фиг. 7), их щтоки 16 и 21 перемещают прикаточные ролики 10 и 11, которые дублируют завернутые кромки брас лета. Включают привод вращения ролика 1О При своем вращении ролики 1О и 11 з& тягивают металлокррдный браслет в щель между торцами боковых частей 4 и 5. При этом происходит заворот и дублирование кромок браслета по всему. периметру . Подают сжатый воздух в пневмоцилиндры 22 и разводят ролики в исходное положение. Подают сжатый воздух в пневмошьлиндр 39 и перемещают сектора 3 с изготовленным крылом вверх. Подают сжатый ;воэдух в пневмоцилиндр 9 и возвращают основание 1 в исходное положение. Крыло . снимают. Цикл сборки повторяется. Формула изобретения 1. Устройство для изготовления допо; нительных крыльев пневматических щин. содержащее смонтированные на основании вращающийся щаблон с разжимной центральг ной калибровочной частью, образовшшой подвижными секторами, и двумя боковыми частями, установленными соосно с возможностыо вращения и снабже1шымн прикаточными элементами для заворота и дублирования кромок крыльевого браслета, и механизм предварительного формования крыльевого браслета в виде радильно раздвижных секторов с приводом для их разведения, отличающееся тем, что, с ц&лъао расщирения эксплуатационных возможностей устройства, каждая боковая часть снабжена приводом ее возвратно-поступател.и ного перемещения и установлена на CMOHTI рованных на основании опорных роликах, а механизм предварительного формования крыльевого, браслета установлен на одной из боковых частей и снабжен приводом его воэ« вратно-поступательного перемещения вдоль щаблона, 2, Устройство по П.1, отличающееся тем, что с целью обеспечения стабильных внутренних , диаметров V дополнительных крыльев, привод для разведения секторов м ханизма пре.цварительного формования крыльевого браслета вьшолнен в виДе поворот- «ого диска с наклонными пазами, а сектора снабжены пальцами, взаимодействующими с пазами. 3. Устройство по П.1,(Отличающееся тем, что, с целью обеспечешш равномерной вытяжки кромок .крыльевого браслета, элемеиггы для заворота и д.блирования кромок крыльевого браслета выполнены в В1вде конических роликов, один на которых кинематически связан с приводами его вращения и возвратно-поступательного. перемещения, а другой установлен с возможностью свободного вращения и кинематически связан с приводом его возвратно-поступательного перемещения. Источники информации, принятые во внимание при экспертизе: 1,Патент США № 3154455, кл. 156-443, 1962. 2.Авторское свидетельство № 503737, кл. В 29 И 17/32, 1973.
Фи9.1
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ БОРТА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1993 |
|
RU2051039C1 |
| АГРЕГАТ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1993 |
|
RU2039656C1 |
| МЕХАНИЗМ ФОРМИРОВАНИЯ БОРТА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1993 |
|
RU2069150C1 |
| Устройство для изготовления бортовых колец покрышек пневматических шин | 1973 |
|
SU503737A1 |
| Устройство для сборки покрышек пневматических шин | 1975 |
|
SU559507A1 |
| Способ изготовления дополнительных крыльев покрышек пневматических шин | 1972 |
|
SU488451A1 |
| Агрегат для сборки покрышек пневматических шин | 1986 |
|
SU1361014A1 |
| Устройство для сборки металлокордных брекерных браслетов | 1988 |
|
SU1558702A1 |
| Устройство для сборки и формования покрышек пневматических шин | 1977 |
|
SU765008A1 |
| Устройство для прикатки деталей покрышек пневматических шин | 1981 |
|
SU975448A1 |
/
Фие.
Виде
SO 32
Фиг.5
.
Фиг.6
26
I 2
7М /3
Фиг. 8 Ю
