1
Изобретение относится к производству тары из бумаги, в частности конусообразных стаканчиков.
Известен автомат для изготовления бумажных конусообразных стаканчиков, содержащий рулонодержатель, механизм нодачи бумажной ленты, механизм нанесения клея на ленту, механизмы штампов для вырубки заготовок корпуса и дна, механизмы подачи заготовок корпуса и дна, карусели с механизмами формообразования, сборки и скрепления заготовок и приемное устройство.
Однако конструктивное выполнение известного автомата не позволяет повысить его производительность, так как при этом снижается надежность работы механизмов формообразования и скрепления заготовок, увеличивается шум и вибрация автомата. В то же время механизмы штампов для вырубки заготовок корпуса и дна могут работать на режимах, значительно превышаюш,их режимы работы механизмов формообразования и скрепления заготовок.
Целью изобретения является повышение производительности автомата для изготовления бумажных конусообразных стаканчиков.
Эта цель достигается тем, что механизмы формообразования, сборки и скрепления заготовок расположены на каруселях попарно, механизмы подачи заготовок корпуса и дна
снабжены распределителями, кинематически связанными с приводом механизмов штампов, причем распределитель заготовок дна выполнен в виде качающегося рычага, а распределитель заготовок корпуса - в виде транспортера с поводками.
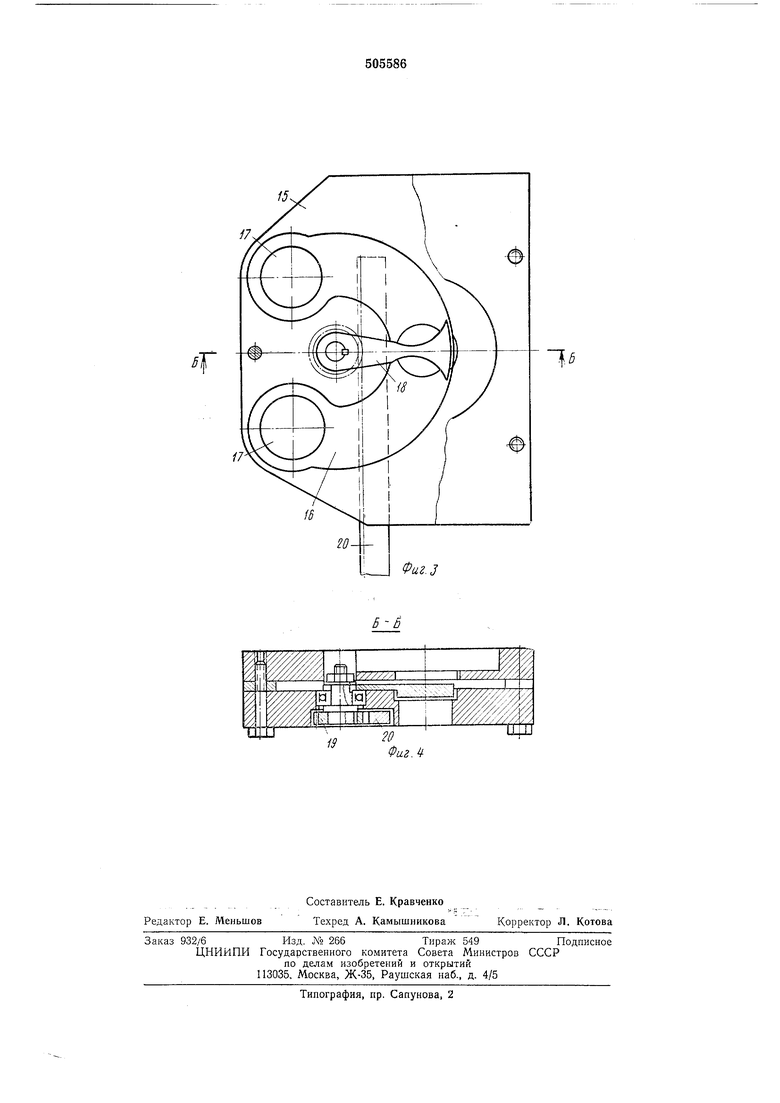
На фиг. 1 изображена принципиальная схема автомата с частичным разрезом; на фиг. 2 - разрез по А - А на фиг. 1; на фиг. 3 - распределитель заготовок дна; на фиг. 4 - разрез по Б - Б на фиг. 3.
Автомат состоит из рулонодержателя 1, механизма 2 подачи бумажной ленты, механизма 3 нанесения клея на ленту, механизма штампа 4 для вырубки заготовок корпуса. Механизм подачи заготовок корпуса содержит толкатель 5 для выталкивания заготовок из полости штампа, поводки 6 для подачи заготовок корпуса на первую исходную позицию I, поводки 7, укрепленные на втулочнороликовом транспортере 8 и служащие для подачи заготовок на вторую исходную позицию II, толкатель 9 для перемещения заготовок корпуса к калибровочным отверстиям 10 плиты свивки 11.
Механизм штампа 12 для вырубки заготовок дна установлен на механизме 13 подачи заготовок, который содержит два толкателя 14. Распределитель заготовки дна состоит из плиты 15 с направляющим пазом 16 и калибровочными отверстиями 17, рычага 18, сидящего на одном валу с шестерней 19, находящейся в зацеплении с зубчатой рейкой 20, приводимой в движение через зубчатую передачу валом привода механизма штампа заготовки дна. На автомате установлены вальцы 21 для подачи бумажной ленты к механизму штампа 12. Карусель 22 имеет механизм формообразования заготовок корпуса, содержащий толкатели 23 подачи заготовок через калибровочные отверстия 10 в конусные обоймы 24, два инструмента 25 предварительной формовки, два инструмента 26 горячей склейки с нагревательными элементами и два инструмента 27 холодной склейки. Для подачи склеенного корпуса стакана с карусели 22 на оправки 28 карусели сборки 29 на автомате установлены разжимные захваты 30. В зубчатом зацеплении с каруселью сборки 29 находится промежуточная карусель 31 с конусными обоймами 32. Под промежуточной каруселью 31 установлено два инструмента 33 закатки верхнего края стакана. Карусель 34 содержит механизмы скрепления заготовок, состоящие из инструментов 35 - 39, которые расположены попарно и служат для осадки стаканов на конусные оправки 40, предварительной и окончательной закатки дна, его опрессовки и сбора готовых стаканов в стопку. Привод карусели 22 и 34 осуществляется при помощи мальтийских дисков 41, приводимых поочередно в движение одним диском привода 42 с роликом 43. Для фиксации каруселей имеются запорные рычаги 44. Автомат работает следующим образом. Бу.мажная лента, сматываясь с укрепленного на рулонодержателе 1 рулона механизмом 2 иодачи ленты, проходит механизм 3 нанесения клея. Механизмом штампа 4 вырубаются сегментные заготовки корпуса. Из иолости штампа 4 заготовка выталкивается толкателем 5, поводками 6 досылается на первую исходную позицию I. Поводки 7, укрепленные на транспортере 8, подают сегментную заготовку корпуса на вторую исходную позицию И и одновременно с этим вторая заготовка, вырубленная штампом 4, подается поводками 6 на первую исходную позицию I. Толкатели 9 обе сегментные заготовки досылают к калибровочным отверстиям 10 плиты свивки 11. Толкатели 23, опускаясь, проталкивают заготовки через отверстия 10 и досылают их в обоймы 24 карусели 22. Механизм штампа 12 для вырубки заготовок дна изготовляет два донышка за один цикл работы автомата. Рычаг 18 поочередно досылает донышки по пазу 16 к калибровочным отверстиям 17 плиты 15. На нозициях карусели 22 заготовки, сверлутые в форме усеченного конуса, осаживаются инструментами 25 и склеиваются инструментами 26 и 27. Разжи.мные захваты 30 переносят склеенные корпусы на оправки 28 карусели 29, в гнезда которых предварительно толкателями 14 досланы два донышка. Здесь в склеенные корпусы вставляются донышки, а затем собранные стаканы снимаются с оправок 28 карусели 29 и вставляются в обоймы 32 карусели 31, где инструментами 33 осуществляется закатка верхнего края стакана. Из обоймы 32 корпусы с дном инструментами 35 осаживаются на оправке 40 карусели 34, при цикличном повороте который осуществляется последовательно предварительная и окончательная закатка донышек, их опрессовка и сборка готовых стаканов в стопкосборщике. Формула изобретения Автомат для изготовления бумажных конусообразных стаканчиков, содержащий рулонодержатель, механизм подачи бумажной ленты, механизм нанесения клея на ленту, механизмы штампов для вырубки заготовок корпуса и дна, механизмы подачи заготовок корпуса и дна, карусели с механизмами формообразования, сборки и скрепления заготовок и приемное устройство, отличающийся тем, что, с целью повышения производительности автомата, механизмы формообразования, сборки и скрепления заготовок расположены на каруселях попарно, механизмы подачи заготовок корпуса и дна снабжены распределителями, кинематически связанными с приводом механизмов штампов, причем распределитель заготовок дна выполнен в виде качающегося рычага, а распределитель заготовок корпуса - в виде транспортера с новодками. 8 38 37 I I I таа и и,у jJitR И Л JS 36 35 J5 f Г / / I I I I I Ж A rA, Д. A iMI И«1П ГТа«11НЦ|гг1 Д I-J 1|1 I и -I I / 27 27 26 2S 25 25 23 Шт.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления бумажных конусообразных стаканчиков | 1990 |
|
SU1722876A1 |
| ВСЕСОЮЗНАЯ Ift И "^Г 1г Т :)j •'t Yr'^f'^^'-is-^T *:? J'^IPИд s ;.sJ; f*'J-; ?:^>&.';й'?5Щй^ ЕИйЛуЮТЕКЛ IЛ. А. Полянский | 1972 |
|
SU351732A1 |
| Автомат для изготовления бумажных стаканчиков | 1989 |
|
SU1680574A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ БУМАЖНЫХ КОНУСООБРАЗНЫХ СТАКАНЧИКОВ ИЗ РУЛОНА БУМАЖНОЙЛЕНТЫ | 1968 |
|
SU213571A1 |
| Автомат для изготовления бумажных стаканчиков | 1971 |
|
SU479664A1 |
| Способ изготовления бумажного стаканчика и устройство для его осуществления | 1986 |
|
SU1452710A1 |
| ШТАМПОВОЧНО-УКУПОРОЧНЫЙ АВТОМАТ | 1970 |
|
SU263425A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ БУМАЖНЫХ КОРОБОК СО ВСТАВНЫМ ДНОМ | 1964 |
|
SU164785A1 |
| Линия для изготовления штучных изделий из ленточного материала | 1990 |
|
SU1750812A1 |
| Агрегат для изготовления бумажной посуды, имеющей форму тел вращения | 1959 |
|
SU125468A1 |

tit 2
15
/7
В
1
Фиг.З
