(54) СПОСОБ ИЗГОТОВЛЕНИЯ СЕРДЕЧНИКОВ МАГНИТНЫХ ГОЛОВОК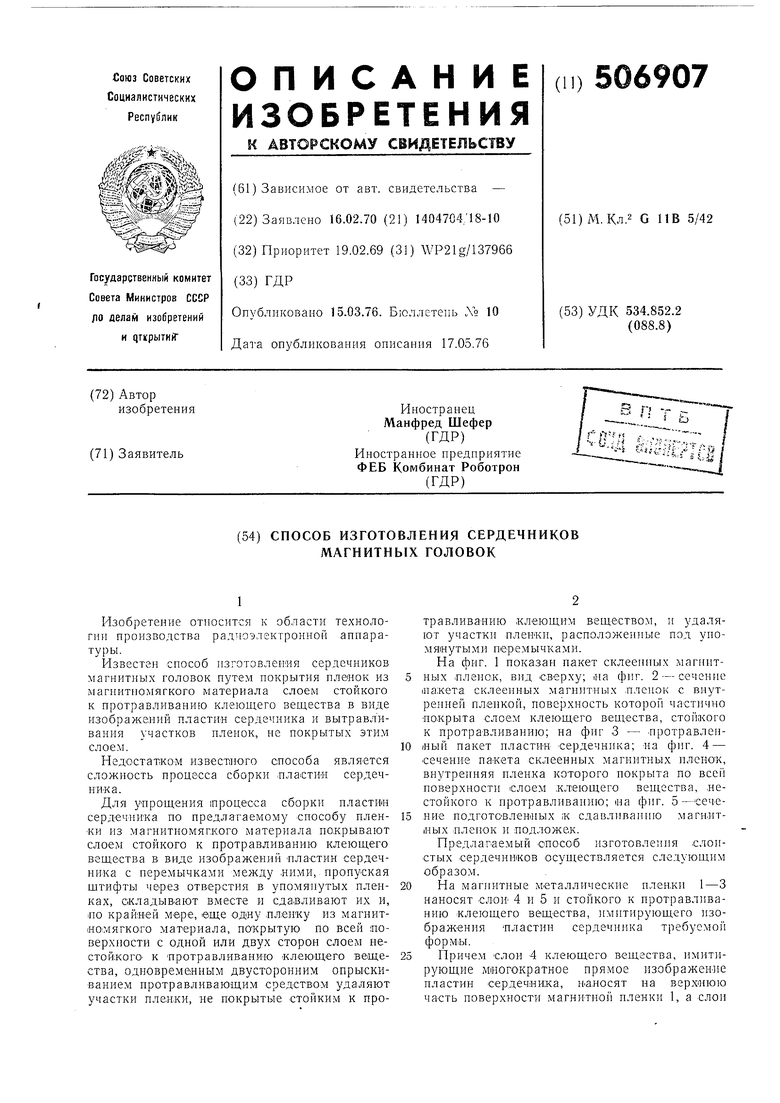
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОТОШАБЛОН (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1994 |
|
RU2144689C1 |
| Способ изготовления отражательной фазовой решетки | 1989 |
|
SU1781657A1 |
| ТОПЛИВНЫЙ ЭЛЕМЕНТ С МЕМБРАНОЙ, АРМИРОВАННОЙ ВОЛОКНОМ | 1996 |
|
RU2146406C1 |
| ЗАЩИЩЕННОЕ ОТ ПОДДЕЛКИ МНОГОСЛОЙНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2510437C1 |
| Способ изготовления радиационночувствительного материала | 1970 |
|
SU459902A3 |
| Способ изготовления интегральных магнитных головок | 1981 |
|
SU980145A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ДЕТАЛЕЙ | 2001 |
|
RU2200772C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО СТЕКЛА С ОТРАЖАЮЩИМ ИНФРАКРАСНОЕ ИЗЛУЧЕНИЕ ПОКРЫТИЕМ НА ПЛЕНОЧНОЙ ПОДЛОЖКЕ | 2016 |
|
RU2692339C1 |
| Способ формирования контактных окон в слое защитного основания высоковольтного прибора | 2016 |
|
RU2645920C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ЭЛЕКТРОННОГО ПРИБОРА | 2012 |
|
RU2498453C1 |
1
Изобретение отиосится к области технологии произволетва радиоэлектронной аппаратуры.
Известен способ нзготовлеиия сердечников магнитных головок путем покрытия пленок из магнитпомягкого материала слоем стойкого к протравливанию клеющего вещества в виде изображений пластин сердечника и вытравливания участков нленок, не покрытых этим слоем.
Недостатком известного способа является сложность процесса сборки .пла1сти« сердечника.
Для упрощения процесса сборки пластиа сердечника по предлагаемому способу пленки из магнитномягкого материала покрывают слоем стойкого к протравливанию клеющего вещества в виде изображений -пластин сердечника с перемычками между .ними, пропуская штифты через отверстия в упомянутых пленках, складыв ают вместе и сдавливают их и, по крайней мере, еще одну лленку пз магнит(НО: лягкОГо материала, покрытую по всей поверхности с одной или двух сторон слоем нестойкого- к протравливанию клеющего вещества, одновременным двусторонним опрыскиванием протравливающим средством удаляют участки пленки, не покрытые стойким к протравливанию клеющим веществом, и удаляют участки пленки, расположенные под упомянутыми перемычками.
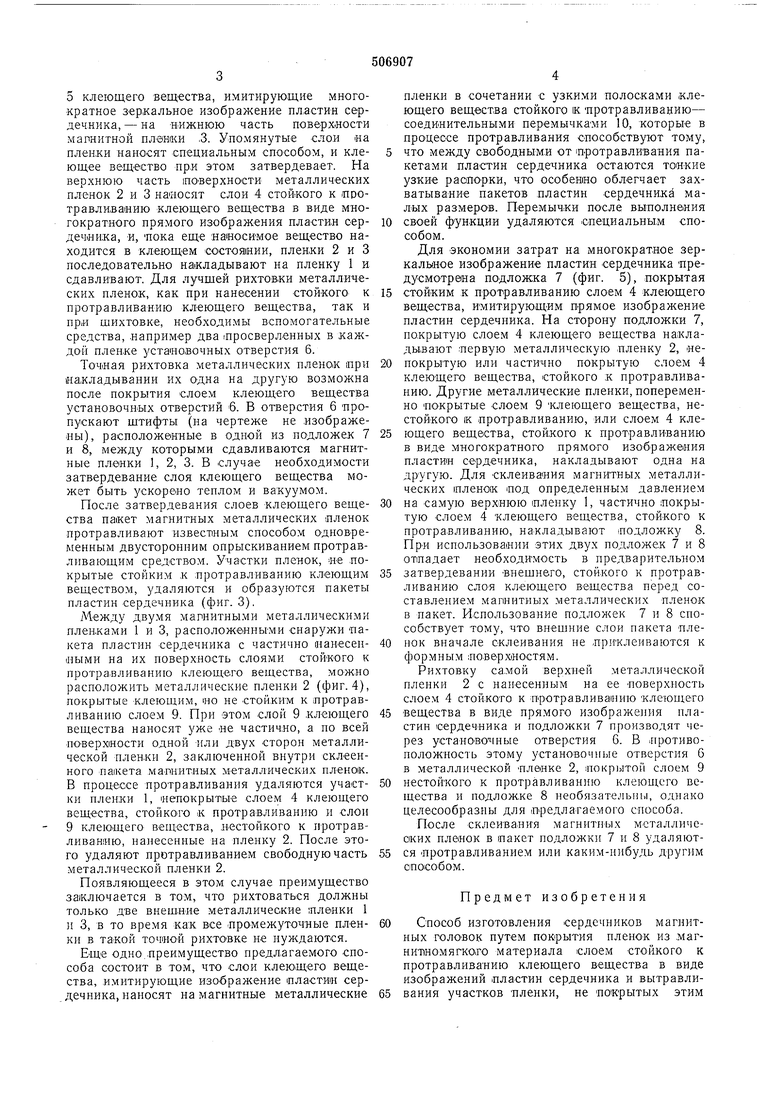
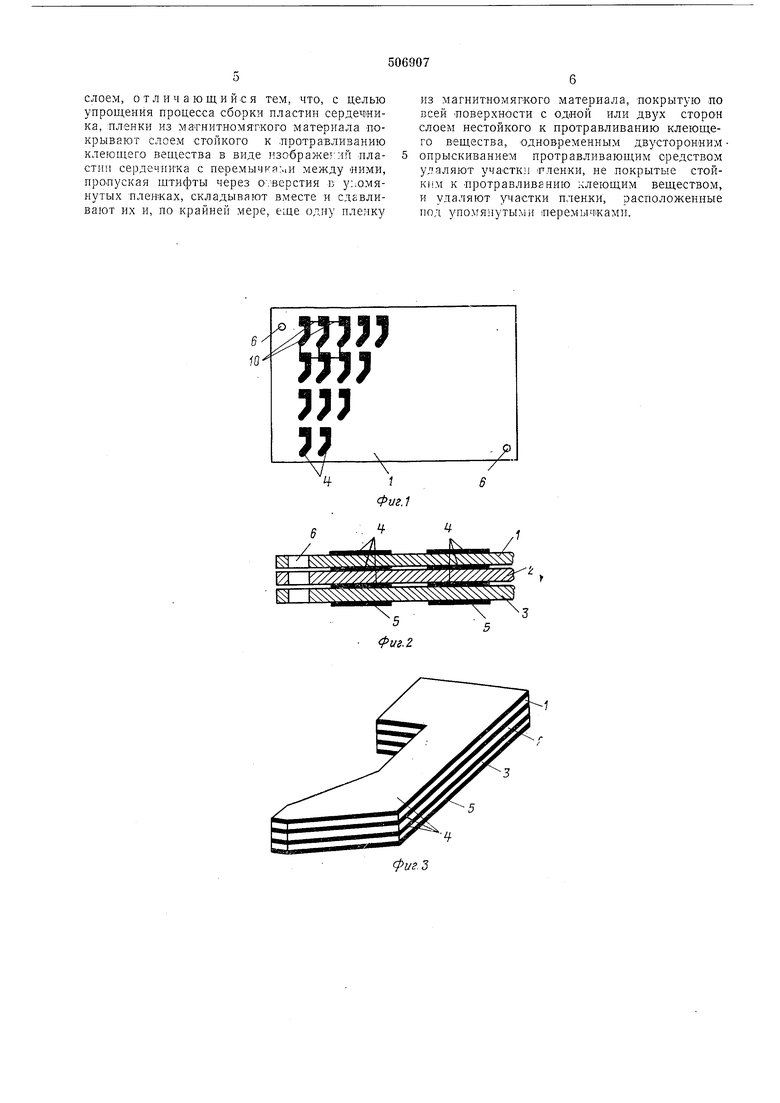
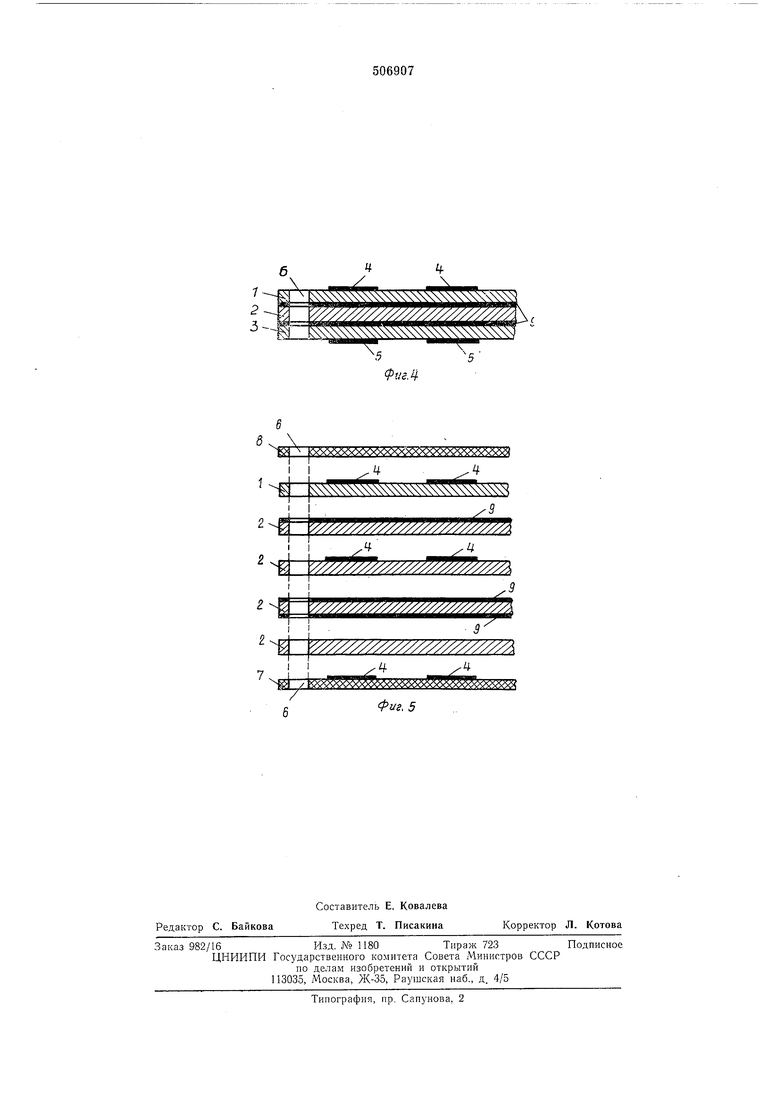
На фиг. 1 показан пакет склеенных магнптных пленО:К, вид сверху; ina фиг. 2--сечение (Пакета склеенных магнитных ллеиок с внутренней плепкой, поверхность которой частично покрыта CvToe.M клеющего вещества, стойкого к протравливанию; на фиг 3 - -иротравлен1НЫЙ пакет пластин -сердечника; на фиг. 4 - сечение пакета склеенных магнитных плен-ок, внутренняя пленка которого покрыта по всей поверхностн 1слоем клеющего вен1ества, .нестойкого к протравливан1по; iHa фиг. 5-сечение подготоВлеш1ых ;к сдавливанию магн-ит|Ных пленок и подложек.
Иредлаг-аемый -способ изготовлення -слоистых -сердечников осуществляется следующим образом.
На магнитные металлические пленки 1-3 наносят СЛОИ 4 и 5 и стойкого к протравливанию клеющего вещества, имитирующего изображения нластин сердечника требуемой формы.
Причем слои 4 клеющего в-ещества, имитирующие многократное прямое изображен-ие пластин -сердечника, н-алосят на верхнюю часть новерхности магнитиой нленки 1, а слои
о клеющего вещества, имитирующие многократное зеркальное изображение пл.астин сердечника, - на нижнюю часть пове-рхлости малнитной ПЛ9Н1КИ ,3. Упомянутые слои «а пленки наносят специальным способом, и клеющее вещество пр.и этом затв-ердевает. На верхнюю часть поверхности металлических пленок 2 и 3 наиосят слои 4 стойкого к поотравливанию клеющего вещества в виде многократного прямого изображения пластин сердечйика, и, пока еще яаеосимое вещество находится в клеющем состоянии, плен,ки 2 и 3 последовательно накладывают на пленку 1 и сдавливают. Для лучшей рихтовки металлических пленок, как при нанесении стойкого к протравливанию клеющего вещества, так и при шихтовке, необходимы вспомогательные средства, .например два просверленных в каждой пленке установочных отверстия 6.
Точная рихтовка металлических пленок ори накладывании их одна на другую возможна после покрытия слоем клеющего вещества установочных отверстий 6. В отверстия 6 пропускают штифты (на чертеже не изображены), расположенные в одной из подложек 7 и 8, между которыми сдавливаются магнитные пленки 1, 2, 3. В случае необходимости затвердевание слоя клеющего вещества может быть ускорено теплом и вакуумом.
После затвердевания слоев клеющего вещества пакет магнитных металлических пленок протравливают известным способом одновременным двусторонним опрыскиванием протравливающим средством. Участки пленок, не покрытые стойким к нротравливанию клеющим веществом, удаляются и образуются пакеты пластин сердечника (фиг. 3).
Между двумя марнитны.ми металлическими пленками 1 и 3, расположенными снаружи пакета пластин сердечника с частично нанесен1НЫМИ на их поверхность слоями стойкого к протравливанию клеющего вещества, можно расположить металлические пленки 2 (фиг. 4), покрытые клеющим, «о не стойким к протравливанию слоем 9. При этом слой 9 клеющего вещества наносят уже не частично, а по всей поверхности одной или двух сторон металлической пленки 2, заключенной внутри склеенного па1кета ма пнитных металлических пленок.
8процессе протравливания удаляются участки пленки 1, непокрытые слоем 4 клеющего вещества, стойко о к протравливанию и слои
9клеющего вепхества, нестойкого к протравливанню, нанесенные на пленку 2. После этого удаляют протравливанием свободную часть металлической пленки 2.
Появляющееся в этом случае преимущество заключается в том, что рихтоваться должны только две внешние металлические ;пленки 1 и 3, в то время как все промежуточные пленки в такой точной рихтовке не нуждаются.
Еще одно.преимущество предл,агаемого способа состоит в том, что слои клеющего вещества, имитирующие изображение пластин сердечника, наносят на магнитные металлические
пленки в сочетании с узкими полосками клеющего вещества стойкого к протравливанию- соединительными перемычкями 10, которые в процессе протравливания способствуют тому, что между свободными от протравливания пакетами пластин сердечника остаются тонкие узкие раапорки, что особенно облегчает захватывание пакетов пластин сердечника малых размеров. Перемычки после выполнения своей функции удаляются специальным способом.
Для экономии затрат на многократное зеркальное изображение пластин сердечника предусмотрена подложка 7 (фиг. 5), покрытая стойким к протравливанию слоем 4 клеющего вещества, имитирующим прямое изображение пластин сердечника. На сторону подложки 7, покрытую слоем 4 клеющего вещества накладывают первую металлическую пленку 2, непокрытую или частично покрытую слоем 4 клеющего вещества, стойкого к нротравливанию. Другие металлические пленки, попеременно покрытые слоем 9 клеющего вещества, нестойкого 1К протравливанию, или слоем 4 клеющего вещества, стойкого к протравливанию в виде многократного прямого изображения пластин сердечника, накладывают одна на другую. Для склеивания магнитных металлических пленок под определенным давлением на самую верхнюю пленку 1, частично покрытую слоем 4 клеющего вещества, стойкого к протравливанию, накладывают подложку 8. Прн использовании этих двух подложек 7 и 8 отпадает необходимость в иредварительном затвердевании внешнего, стойкого к протравливанию слоя клеющего вещества перед составлением магнитных металлических пленок в пакет. Использование подложек 7 и 8 способствует тому, что внешние слои пакета пленок вначале склеивания не приклеиваются к формным поверхностям.
Рихтовку са.мой верхней металлической пленки 2 с нанесенным на ее поверхность слоем 4 стойкото к протравливанию Клеющего вещества в виде прямого изображе)ия пластин сердечника и подложки 7 производят через установочные отверстия 6. В противоположность этому зстановочные отверстия 6 в металлической пленке 2, покр1з1той слоем 9 нестойкого к протравливанию клеюп;его вещества и подложке 8 необязательшл, однако целесообразны для предлагаемого способа.
После склеивания магнитных металлических пленок в пакет подложки 7 и 8 удаляются протравливанием или каким-нибудь другим способом.
Предмет изобретения
Способ изготовления сердечников магнитных головок путем покрытия пленок из .магнитоном я гкого материала слоем стойкого к протравливанию клеющего вещества в виде изображений пластин сердечника и вытравливания участков пленки, не покрытых этим
слоем, отличающийся тем, что, с целью упрощения процесса сборки пластин сердечника, лленки из магнитномяткого материала покрывают слоем стойкого к .протравливанию клерощего вепдества в виде изображегли пластин сердечника с перемычка:.1И между «ими, пропуская штифты через отверстия в упомянутых плевках, складывают вместе и СДЁВЛИвают их и, по крайней мере, еще одну пленку
из магнитномягкого материала, покрытую по всей Поверхности с одной или двух сторон слоем нестойкого к протравливанию клеющего вещества, одновременным двусторонним опрыскиванием протравливающим средством удаляют участкз пленки, не покрытые стойким к протравливанию клеющим веществом, и удаляют участки пленки, расположенные под упомя;1утыми перемыч1ками.
р666Д6 ХХХХХ ХХ Х Х 9999У5Д55д1
фф
I I
У///7//9У//У///////////
I I
У7/ //777/77 ////Л
У//у /7/У/7/У
ммнвиваапввапмвнюрм
1 I
Э
//777/уУ7///// /7//77//
I I
kw vi xxxxs6ddoc
.х/(
/:
:)d6 X XXX ggg5d( ;г/г, 5
