1
Изобретение относится к технологическому оборудованию для изготовления трансформаторов и может быть использовано в электротехнической и радиотехнической промышленности.
Известно устройство для комплектования пакетов магнитопроводов из стальных пластин, содержащее магазин для размещения стопы пластин, механизмы продольного и поперечного сжатия стопы, содержащие прижимы, опорную плиту, корпус опорной плиты, выталкиватель пакетов и привод. Высота отсекаемого пакета устанавливается высотой выталкивателя над опорной плитой и положением заслонки.
Однако конструкция известного устройства не исключает возможности заклинивания выталкивателя пластиной, находящейся в плоскости отсечки.
С целью повышения надежности работы устройства опорная плита установлена с возможностью возвратно-поступательного перемещения вдоль оси стопы и содержит фиксаторы, взаимодействующие с одной стороны с корпусом, а с другой с приводом, на опорной плите установлены подпружиненные сбрасыватели, причем в стенке магазина против бокового прижима выполнено окно с установленной в нем подвижной заслонкой, жестко соединенной с боковым прижимом, при этом нижняя плоскость окна расположена ниже нижней нлоскости бокового прижима на расстоянии, равном максимальной толщине пластины, а высота окна выполнена больше высоты бокового прижима на величину не менее суммы толщин двух нластин.
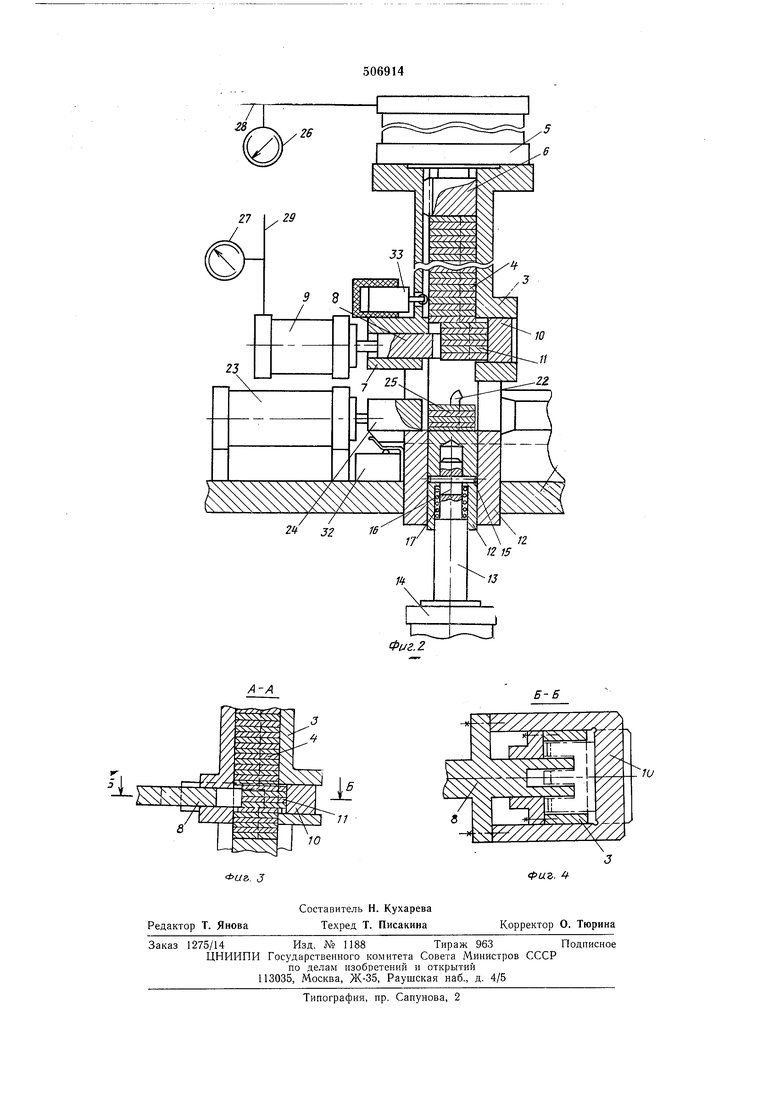
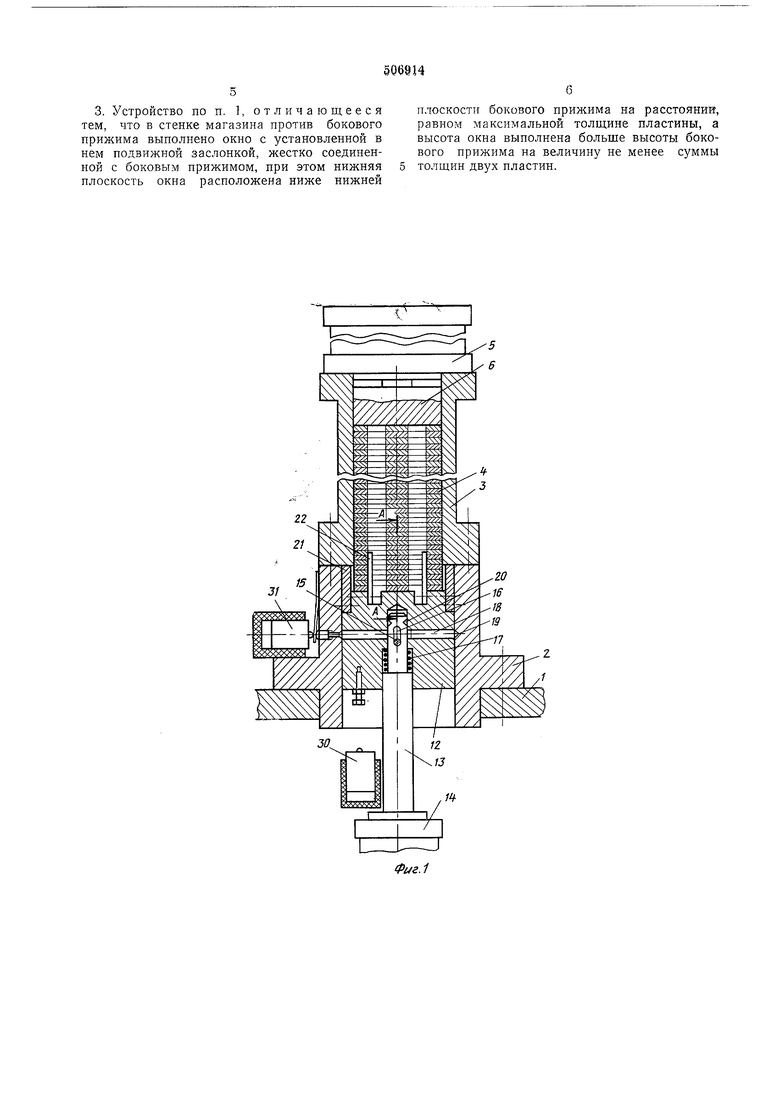
На фиг. 1 показано предлагаемое устройство в момент сжагия стопы перед отделением иакета; на фиг. 2 - то же, в другой проекции после отделения пакета; иа фиг. 3 - разрез по А-А на фиг. 1 в момент сдвига части стопы над отделяемым пакетом; на фиг. 4 - разрез по Б-Б на фиг. 3.
Устройство смонтировано на плите 1 (фиг. 1), а в ее отверстии установлен корпус 2, на котором закреплен магазин 3, предназначенный для размещения стопы 4 тонких пластин. На верхней части магазина 3 установлен силовой цилиндр 5, на штоке которого закреплен прижим 6, передающий усилие цилиндра 5 на стопу 4. В нижней части магазина 3 (фиг. 2) в направляющих 7 помещены боковой прижим 8, соединенный со штоком силового цилиндра 9. В стенке магазина 3 (фиг. 2 и 3) против бокового прижима 8 выполнено
Т окно, в котором находится подвнжиая заслонка 10, жестко соединенная с боковым прижимом 8, предназиаченным для сдвига части пластин 11 стопы 4 над отделяемым пакетом и выявления плоскости отделеиия пакета от стопы, а подвил ная заслонка 10 возвращает сдвинутую часть пластин 11 в исходное положение после отделения пакета и удаления его с опорной плиты. В корпусе 2 (фиг. 1) в направляющих установлена опорная плита 12, которая соединена со щтоком 13 силового цилиндра 14 при помощи штифта 15, паза 16 и пружины 17. В отверстиях опорной плиты 12 расположены фиксаторы 18 с коническими или сферическими концами. В наиравляющих опорной илиты 12 выполнены углубления 19 для жесткого фиксирования при помощи фиксаторов 18 опорной плиты 12 с корпусом 2 в ее верхнем крайнем положении. На конце штока 13 выполнены впадииы 20 для жесткого фиксирования при помощи фиксаторов 18 штока 13 с опорной плитой 12 при ее перемещении из верхнего крайнего положения в нижнее и из нижнего крайнего положения в вгрхнее. На опорной плите 12 закреплеиы уиоры 21 и подпружиненные сбрасыватели 22. На плите 1 (фиг. 2) установлен силовой цилиндр 23, на штоке которого закреплен выталкиватель 24 для удаления с опорной плиты 12 отделенных от стопы 4 пакетов 25. Высота отделяемого пакета устанавливается положением упоров 21 (фиг. 1). Управлеиие аппаратурой силовых цилиндров при работе устройства в автоматическом цикле осупхествляется при помощи реле 26 и 27 давления (фиг. 2), которые включены в трубопроводы 28 и 29 силовых цилиндров 9 и 5 и конечных выключателей 30, 31 (фиг. 1) и выключателей 32, 33 (фиг. 2). Предлагаемое устройство работает следующим образом. Стопу 4 (фиг. 1) тонких пластин загружают в магазин 3 и сжимают с помощью цилиндра 5 и прижима 6, при этом опорная плита 12 находится в верхнем крайнем положении. В этом положении опорной плиты фиксаторы 18 одним концом находятся в впадинах 19, а другим упираю-тся в цилиндрическую поверхность щтока 13. Когда в цилиндре 5 давление достигнет заданной величины, от реле давления (фиг. 2) поступает сигнал на включение цилиндра 9, при этом часть пластин 11 нод действием бокового прижима 8 перемещается в окно, выполненное в стенке магазина 3, обеспечивая четкую плоскость отделения пакета пластин от стопы 4. После сдвига части пластин 11 стопы 4 от реле давления 26 поступает сигнал на сбрасывание давления со стопы 4, действующего вдоль ее оси, и на перемещение опорной плиты 12 в нижнее крайнее иоложение. Шток 13 (фиг. 1) цилиндра 14 перемещается вниз относительно опорной плиты 12 за счет свободного хода паза 16. При совпадении -впадин 20 с фиксаторами 18 шток 13 взаимодействует с опорной плитой 12 через штифт 15. Под действием усилия -цилиндра 14 фиксаторы 18 выходят из впадин 19 и заходят во впадины 20, 5 10 15 20 25 30 35 40 45 50 55 60 65 жестко фиксируя опорную плиту 12 со щтоком 13, далее опорная плита 12 со щтоком 13 перемещается в крайнее положение. При перемещении опорной плиты 12 в иижнее крайнее положение часть пластин, равная заданной высоте накета, находящаяся между опорной поверхностью плиты 12 и сдвинутой в окно частью пластин 11 (фиг. 3), перемещается под действием собственного веса вместе с опорной плитой 12. В случае соединения заусенцами или смазкой верхней пластины отделяемого пакета с нижней пластиной, вдвинутой боковым прижимом 8 в окно, прилипшая пластина отделяется подпружиненными сбрасывателями 22. В нижнем крайнем положении опорная плита 12 нажимает на конечный выключатель 30 (фиг. 1), от которого поступает сигнал на включение цилиндра 23 (фиг. 2) для удаления отделенного пакета 25 с опорной плиты 12. После возвращения штока цилиндра 23 в исходное положение выталкиватель 24 нажимает на конечный выключатель 32 и подает сигнал на перемещение опорной плиты 12 в верхнее крайнее положение, в этом положении опорной плиты 12 фиксаторы 18 совмещаются с впадинами 19. При дальнейшем движении штока 13 за счет свободного хода паза 16 фиксаторы 18 выходят из впадин 20 и заходят во впадины 19 и л естко фиксируют опорную плиту 12 с корпусом 2, причем от конечного выключателя 31 поступает сигнал на отвод бокового прижима 8 (фиг. 2 и 3) в исходное положение и на включение цилиндра 5. При отводе бокового прижима 8 в исходное положение лсестко соединенная с ним заслонка 10 возвращает сдвинутую боковым прижимом 8 в окно магазина 3 часть пластин 11 обратно в стопу 4. В дальнейшем цикл работы продолжается до тех пор, пока прилхим 6 не на конечный выключатель 33 (фиг. 2). Цилиндр 5 срабатывает, а прижим 6 возвращается в верхнее крайнее положение. Для продолжения работы устройства в магазин 3 загружают очередную стопу тонких пластин и включают устройство. Формула изобретения 1. Устройство для комплектования пакетов магнитопроводов из стальных пластин, содержащее магазин для размещения стопы пластин, механизмы продольного и поперечного сжатия стопы, содержащие прижимы, опорную плиту, корпус опорной плиты, выталкиватель пакетов и привод, отличающееся тем, что, с целью повышения надежности работы устройства, опорная плита установлена с возможностью возвратно-поступательного перемещения вдоль оси стопы и содержит фиксаторы, взаимодействующие с одной стороны с корпусом, а с другой с приводом. 2. Устройство по п. 1, отличающееся тем, что на опорной плите установлены подпрул :иненные сбрасыватели.
3. Устройство по п. 1, отличающееся тем, что в стенке магазина против бокового прижима выполнено окно с установленной в нем подвижной заслонкой, жестко соединенной с боковым прижимом, при этом нижняя плоскость окна расположена ниже нижней
плоскости бокового прилсима на расстоянии, равном максимальной толщине пластины, а высота окна выполнена больще высоты бокового прижима на величину не менее суммы толщин двух пластин.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отделения пакетов пластин от стопы | 1973 |
|
SU544001A1 |
| Устройство для комплектования пакетов пластин магнитопроводов | 1979 |
|
SU792501A1 |
| Устройство для дозирования пакетов магнитопроводов | 1990 |
|
SU1734168A1 |
| Автомат для сборки радиаторов | 1967 |
|
SU306688A1 |
| Устройство для поштучной выдачи деталей | 1985 |
|
SU1315233A1 |
| Устройство для комплектования пакетов магнитопроводов из пластин | 1987 |
|
SU1594620A1 |
| Устройство для прессования слоистыхиздЕлий | 1976 |
|
SU793789A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| СПОСОБ КЛЕПКИ СМЕШАННЫХ ПАКЕТОВ И УСТРОЙСТВО ДЛЯ ГРУППОВОЙ КЛЕПКИ | 1991 |
|
RU2007251C1 |
| УСТРОЙСТВО ДЛЯ СПАСЕНИЯ ЛЮДЕЙ | 2013 |
|
RU2513859C1 |