Изобретение относится к технологическому оборудованию для производства электрических машин и мохсет быть использовано в электротехнической промышленности при комплектовании пакетов пластин магнитопроводов. Известно устройство для комплектования пакетов пластин магнитопроводов flj в котором комплектование пакетов производится с помощью последовательной отсечки шиберным механизмом пакета из магазина пластин. Недостатком данного устройства являе ся то, что при несовпадении плоскости соприкосновения пластин в стопе с отсекающей плоскостью заслонки, во-время отсекания пакета, происходит заклинивание выталкивателя пластиной, находящейся в плоскости отсечки. Известно также устройство- для комплектования пакетов пластин магнитопроводов Г2, содержащее основание, ма газин для пакетов, механизмы продоль- . ного и поперечного сжатия стопы, механизм отделения пакетов с приводом и выталкиватель. Данное техническое решение является наиболее близким к изобретению по технической сущности и достигаемому результату. В данном устройстве механизм отделеН1ет пакетов выполнен в виде подпружиненного упора, управляющего через датчик приводом ножа, отсекающего пакет. При попадании ножа при отсекании пакета в пределах толщины крайней пластины происходит деформация крайней пластины. Кроме того, отсекание пакетов происходит последовательно, что снижает производительность. Целью изобретения является повышение производительности,и надежности работы устройства. Поставленная цель достигается тем, что механизм отделения пакетов выполнен в виде дисков с переменной толщиной по окружности с приводами их вращения и возвратно-поступательного перемещения, с Т1орами на торцовых поверхкостях, расположенными по оси вращения дисков и установленных на поворотных рьмагах, свободно сидящих на оси вдоль магазина.
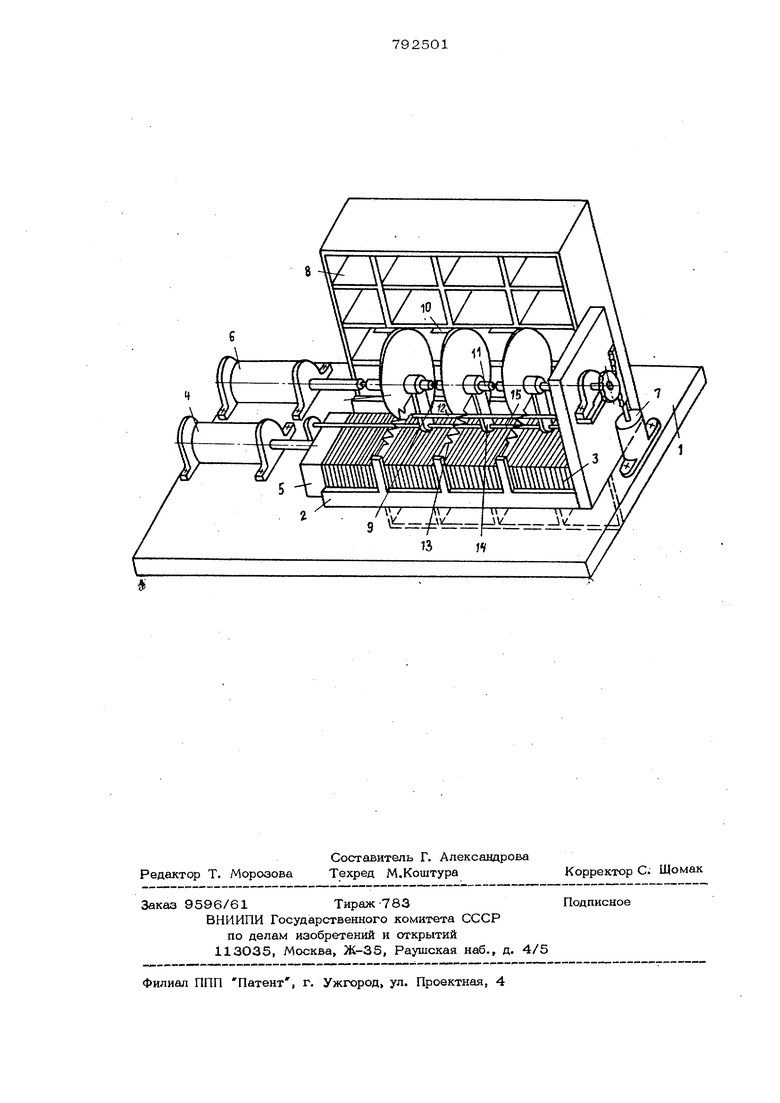
На чертеже изображено устройство для комплектования пакетов пластин магнитопроводов.
Устройство для комплектования пакетов пластин магнитопроводов состоит из плиты 1, магазина для пакетов 2, в который закладывается стопа пластин 3, пневмоцилиндра 4 продольного сжатия . стопы, прижима 5, пневмоцилиндра в механизма отделения пакетов, пневмоцилиндра 7 поворота механизма отделения приемной кассеты 8,
Механизм отделения состоит из дисков 9 с винтовой образующей поверхностью с установленными на }шх упорами 10, закрепленных на разрезной оси 11, запорной планки 12, пружин 13, опускаюищх диски на стопу, поворотных рычагов 14 и оси 15.
Устройство для комплектования пакет пластин работает следующим образом.
Стопу пластин 3 загружают в магазин 2 и сжимают с помощью цилиндра 4 и прижима 5, одновременно сжимают пневмоцилиндром 6 диски 9, насаженные на разрезную ось 11. При этом диски 9, перемещаясь на оси 11, выбирают зазоры и устанавливаются так, что расстояние между ними равно высоте отсекаемых пакетов.
После сжатия стопы 3 опускается запорная планка 12 и под действием пружин 13 диски 9 падают на стопу пластин 3. При этом диски дозируют стопу пластин на пакеты одинаковой высоты. Усилия, возникающие в точечном контакте соприкосновения дисков 9 и стопы 3, незначительны и не вызывают деформации крайних пластин.
При снятии давления с набора дисков и отвода прижима 5 происходит распушение стопы пластин за счет внутренних сил упругости, при этом плавающие диски 9 перемещаются за крайними
пластинами и расстояния между дисками становятся не равными высоте пакета, однако количество пластин между дисками равно высоте пакета в случае сжатия этого количества пластин.
При вращении разрезной оси 11 с помощью пневмоцилиндра 7 диски 9 соскальзывают в зазор между пластинами.
Это происходит потому, что заходная часть дисков выполнена по винтовой линии с толщиной заходной части, значительно меньшей толщины разделяемых пластин, и имеет точечный контакт со стопой 3.
При вращении дисков они перемещаются вдоль оси за счет винтовой линии до момента соскальзывания в зазор между пластинами. Удаление отдельных пакетов осуществляется с помощью дисков 9 с укрепленными на них упорами 10 в приемную кассету 8. При возврате механизма отделения в исходное положение с помощью пневмоцилиндра 7, закладывается новая стопа пластин и затем весь цикл повторяется.
Изобретение позволяет повысить производительность и надежность работы, так как отделение пакетов происходит при снятии усилий со стопы пластш параллельно несколькими дисками.
.формула изо. бретения
Устройство для комплектования пакетов пластин магнитопроводов, содержащее основание, магазин для пакетов, механизмы продольного и поперечного сжатия стопы, механизм отделения пакетов с приводом и выталкиватель, о т л и ч а ю щ е е с я тем-, что, с целью повьшения производительности и надежности работы устройства, механизм отделения пакетов выполнен в виде дисков с переменной толщиной по окружности с приводами из вращения и возвратно-поступательного перемещения, с упорами на торцовых поверхностях, расположенными по оси вращения дисков, и установленных на поворотных рычагах, свободно сидящих. на оси вдоль магазина.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 1570О5, кл. Н 01 F 41/02, 1964.
2.Авторское свидетельство СССР № 189О76, кл. Н О1 F 41/02, 1966.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для комплектования пакетов магнитопроводов из пластин | 1987 |
|
SU1594620A1 |
| Устройство для пакетирования шихтованных магнитопроводов | 1983 |
|
SU1270808A1 |
| Устройство для комплектования пакетов магнитопроводов из стальных пластин | 1974 |
|
SU506914A1 |
| Устройство для отделения пакетов пластин от стопы | 1984 |
|
SU1206847A1 |
| Устройство для пакетирования магнитопроводов электрических машин | 1979 |
|
SU792502A1 |
| Устройство для отделения пакетов пластин от стопы | 1973 |
|
SU544001A1 |
| Автомат для сборки пластинчатых магнитопроводов электрических машин | 1981 |
|
SU991553A1 |
| Устройство для дозирования пакетов магнитопроводов | 1987 |
|
SU1508316A2 |
| Автомат для сборки сердечников магнитопроводов электрических машин | 1980 |
|
SU959220A1 |
| Устройство для дозирования пакетов магнитопроводов | 1988 |
|
SU1603492A2 |