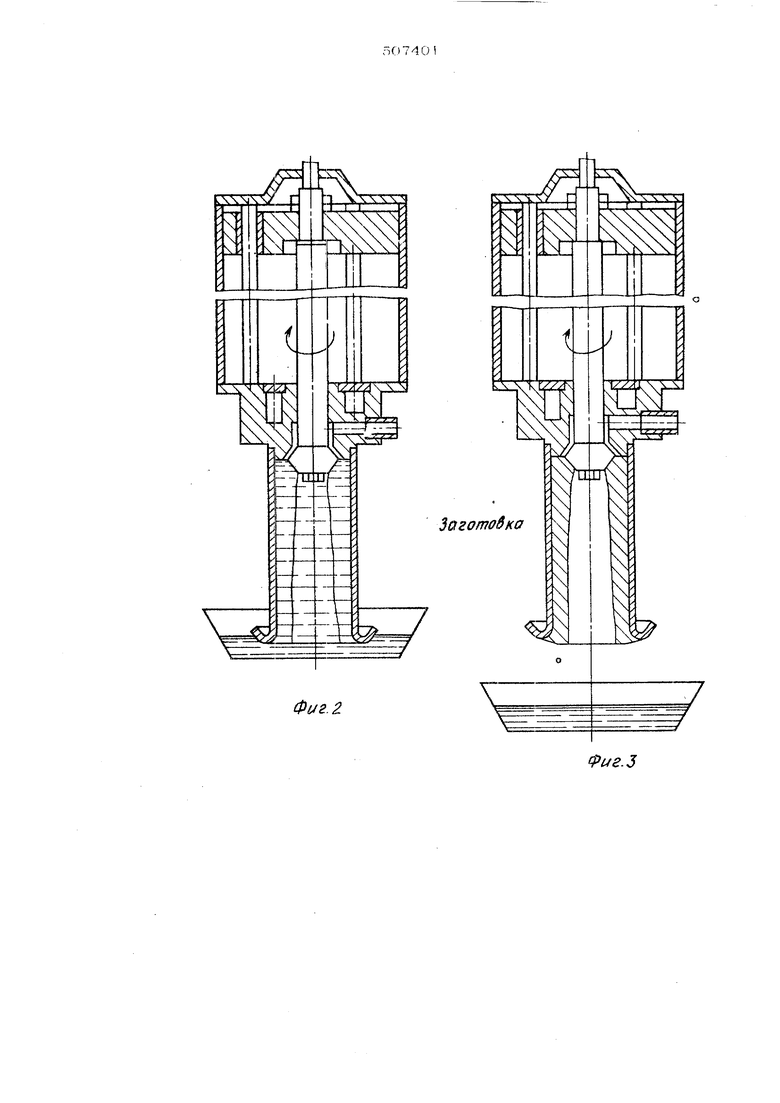
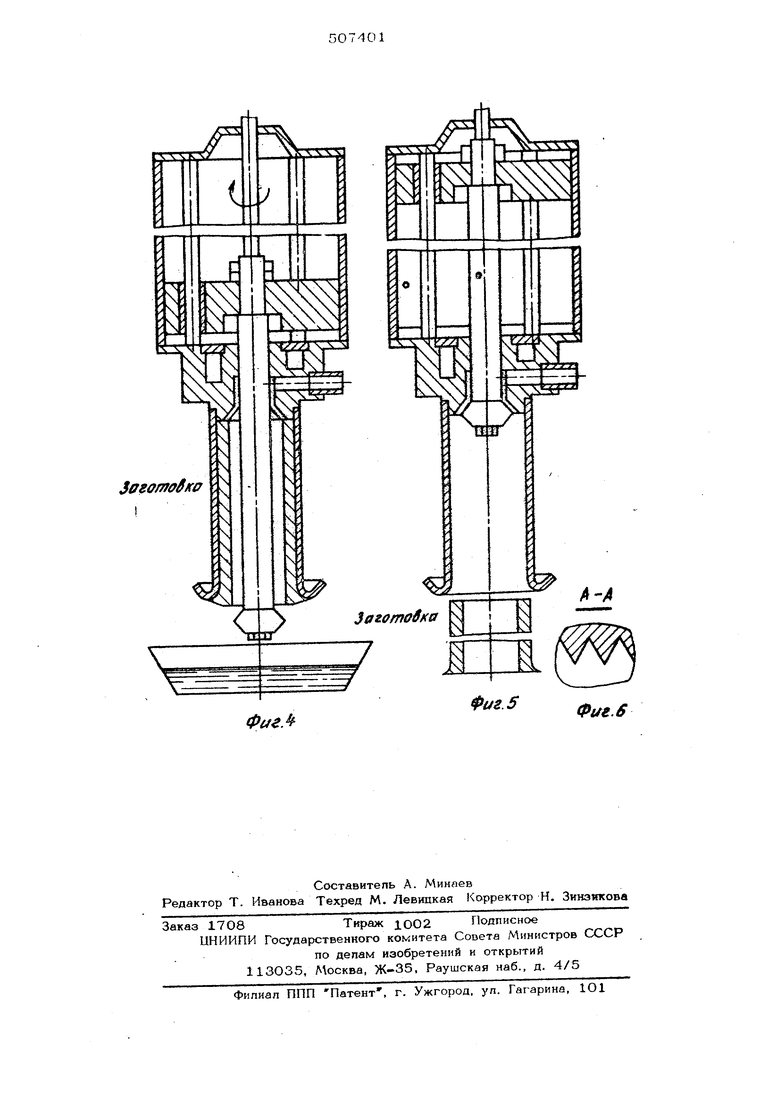
поршеЙь сгилового цилиндра подвижно связан jo шпинделем. Дпн фиксации эаготовкн от поворота относительно кристаллизатора на торце крышк по всему периметру выполнены выступы На фиг. 1 показана вакуумная установка, продольный разрез; на фиг. 2, 3, 4, 5 - последовательные приемы рабочего цик ла; на фиг, 6 - форма зубцов, фиксирующих заготовку от проворота. Предлагаемая вакуумная установка содержит собственно водоохлаждаемый кристаллизатор 1 с полостью 2, взаи.мосвязанный с вакуумной системой 3 и реле времени 4, носком 5 погружаемый в ванну 6 с расплавленным металлом, а верхник концог жестко скреплен посредством шайбы 7 с нижней крышкой 8. Нижняя 8 и верхняя 9 крышки, уплотненные и скрепленные болтам с СИЛОВЫМцилиндром 10, образуют герметичную камеру 11. Установленный в подшипниках и уплотненный вращающийся шпиндель 12, расположенный на одной оси с кристаллизатором 1, силовым цилиндром Ю, электродвигателем 13с переключателем 14, соединенный в тандем с поршнем 15, уплотненным по Стенкам силового цилиндра 1О, совместно перемещаются в полости 2 кристаллизатора 1 на требуемую длину заготовки вверх или Вниз под давлением напорной средьг, подаваемой в надпоршневое или подпоршневое прос транство камеры 11 череа- трехходовой кран 16. Верхним концом вращающийся шпиндель 12 подвижно взаимосвязан при помощи штока 17 с электродвигателем 13 установленным и закрепленным на каркасе 18, который жестко связан с силовым цилиндром 1О, а нижним концом - с закрепленным режущим инструментом 19, расположен в полости 2 кристаллизатора 1. Вакуумная установка работает следующим образом. При включенной системе охлаждения,,. установпенном режущем инструменте 19 на шпинделе 12, подготовленном к работе кри таллизаторе 1, через переключатель 14 . включенном электродвигателе 13, установпенном в исходное рабочее положение шпин деле 12, опускают кристаллизатор 1 носко 5 на 1О-35 мм в ванну 6 с расплавленны металлом (фиг. 1). Включают вакуумную систему 3 с реле времени 4. В процессе разрежения и заполнения полости 2 криста лизатора 1 металлом образуется заготовка (фиг. 2). После отключения вакуумной сис темы 3, поднятия кристаллизатора 1 на 10О-300 мм и удержания его над ванной (фиг. 3) включают трехходовой кран 10. Напорная среда, поступающая над поршнем 1-5 со скрепленным в тандем В5)вщаюшимся шпинделем 12, постепенно двихает его вниз ни заготовки и обрабатывает отверстие требуемого размера, горячая полужидкая стружка падает назад в ванну 6 (фиг.4, а готовую заготовку извлекают из кристаллизатора 1 обычным способом (фиг.5). В зависимости от технологического процесса установка может работать при различных положениях шпинделя с инструментом полости кристаллизатора, например обработка отверстия заготовки с нижнего ее конца. Количество оборотов и подача шпинделя могут быть различные, так как обработка горячей заготовки не требует больших усилий. С целью потгучения требуемого размера отверстия заготовки без режущего инструмента шпиндель или его конец может быть рьпгалнен в виде металлического стержня требуемого размера с аналогичным соблюде- нием циклов, описанных при работе установки. Формула изобретения 1. Установка для литья методом вакуумного всасывания, включающая кристаллизатор, выполненный в виде погружаемого носком в жидкий металл полого охлаждаемого цилиндра с крышкой, соединенного с вакуумным насосом, отличающаяся тем, что , с целью уменьшения припусков ханическую обработку и увеличение выход годного литья, в ПО7ЙЗСТИ кристаллизатора подвижно установлен вращаемый шпиндель, один конец которого снабжен режущим инструментом, а второй конец посредством штока соединен с приводом вращения, причем шпиндель снабжен приводом возвратно-поступательного перемещения относительно продольной оси кристаллизатора. 2.Установка по п. 1, отличающаяся тем, что, с целью упрощения конструкции и сокращения габаритов, привод возвратно-пос- упательного перемещения выполнен в виде силового цилинд- ра соосно с кристаллизатором и жестко скрепленного с ним, причем поршень силового цилиндра подвижно связан со шпинделем. 3.Установка по пп. 1,2, о т л и чающаяся тем, что, с целью фиксации заготовки от поворота относительно кристаллизатора, на торце кp JIШки по всему периметру выполнены выступы.
Фие 1 Фыг.2
(риг. 5 Заготовка Sa ffrnoS/(P Фи.5 Фиг.6
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для литья вакуумным всасыванием | 1971 |
|
SU450639A1 |
| Устройство для литья методом вакуумного всасывания | 1973 |
|
SU483193A1 |
| КАМНЕОБРАБАТЫВАЮЩИЙ СТАНОК | 2006 |
|
RU2310559C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ФОРМ ДЛЯ МЕТАЛЛОГРАФСКОЙ ПЕЧАТИ И ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ ПЕЧАТНАЯ ФОРМА | 2003 |
|
RU2348533C2 |
| Вакуумная установка для наплавки инструмента | 1985 |
|
SU1252034A1 |
| Гидромеханический пресс | 1992 |
|
SU1819182A3 |
| АГРЕГАТ ДЛЯ ЗАКАТКИ КОНЦОВ ТРУБНЫХ ИЗДЕЛИЙ | 1989 |
|
SU1783677A1 |
| Станок для обкатки трубчатых заготовок | 1987 |
|
SU1459790A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| ДИФФУЗОР С ДИНАМИЧЕСКИМ ПОЗИЦИОНИРОВАНИЕМ ДЛЯ РАСПРЕДЕЛЕНИЯ МЕТАЛЛА ВО ВРЕМЯ ОПЕРАЦИИ ЛИТЬЯ | 2018 |
|
RU2789050C2 |