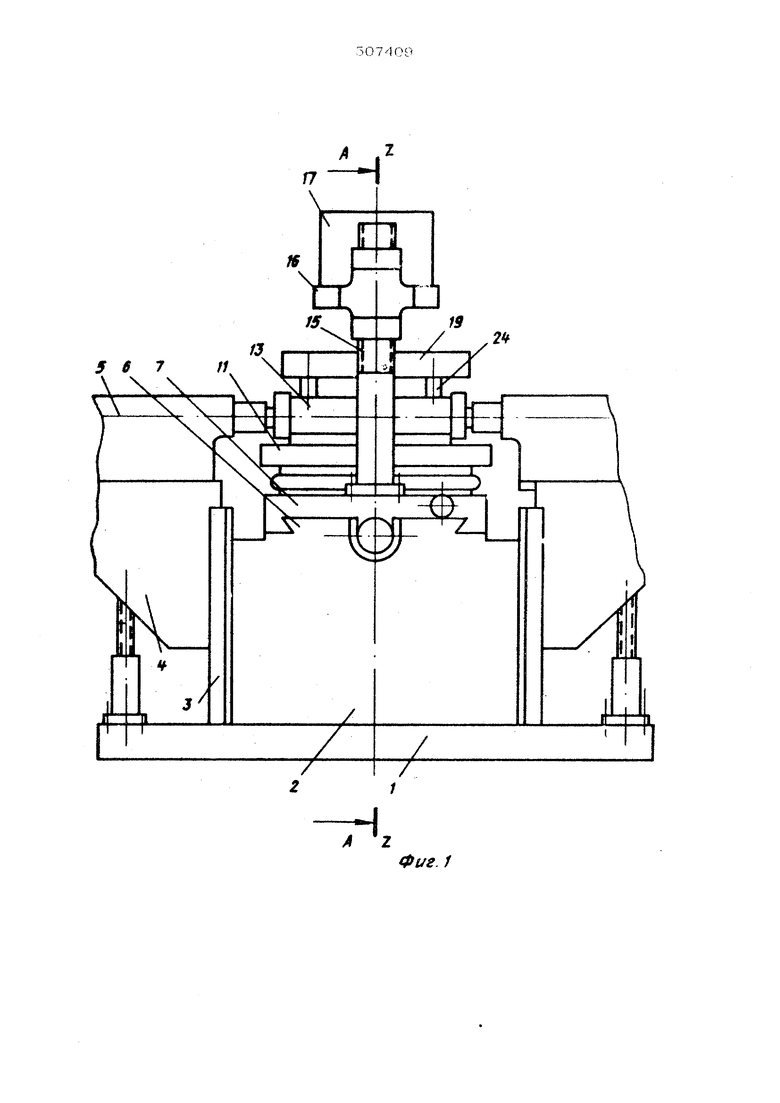
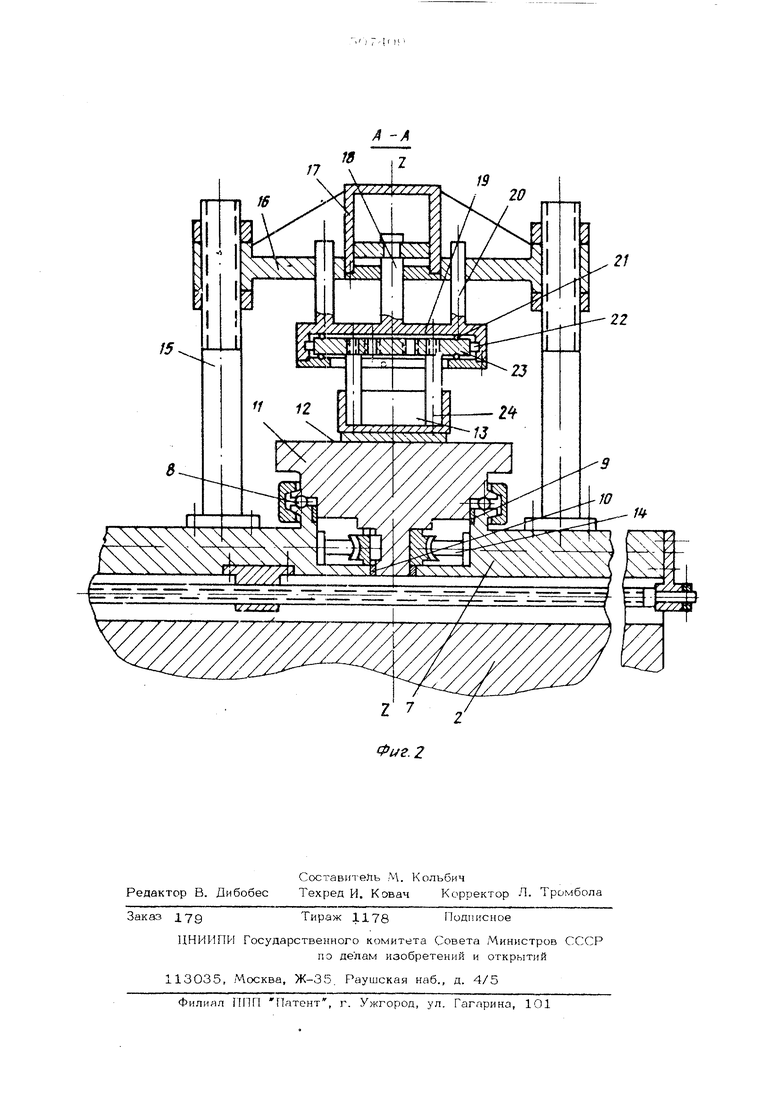
(54). ФРЕЗЕ-:РНЫИ полулвтомлт Поворотный стол 11 снабжен автономным, механизмом 14 вращения. На продольном сто-, ле 7 расположены стойки 15. На стойках 15 с возможностью регулирования по высо, те установлен портал 16, несущий пневматический цилиндр 17. На штоке 18 жестко закреплена обойма 19, фрксируемая от поворота вокруг вертикальной оси направляющиеми 2 О. В обойме 19 на шариковых направляющих 21 с центровкой в роликах 22. с возможностью вращения вокруг одной общей с поворотным столом 11 вертикальной оси Z.-Z установлена поворотная пянта 23, снаб женная элементами для 4я1ксации к кропления сменных прижимов 24. В описываемом варианте плита 23 нмее1 ряд резьбовых , которые могут быть заменены на любые другие установочные элементы, например сетку Т-образных пазов. Перемещаемые узлы: продольный стол 7 и фрезерные бабки 5 снабжены механизмами перемещения, а также системой упоров и путевых переключателей, управляющих ра-« ботой станка в автоматическом режиме. Под действием давления рабочей среды движу щийся вниз поршень со штоком 18 перемещает обойму 19с поворотной плитой 23 и смен;ными прижимами 24, прижимая обрабатывав мую деталь 13 к рабочей поверхности 12 поворотного стола 11. По. вертикальным направляющим 3 станины 2 консольные кронштейны 4 с фрезерными бабками 5 устанавливают не Зашнную высоту обработки. По горизонтальным направняющим консольнь1х кронщтвйнов 4 фрезе ные бабки 5 устанавливают на заданный раз мер обрабатываемой детали 13. По горизонтальным направляющим 6 станины 2 продоль ный стол 7 с поворотным столом 1.1 и пркжа той к нему обрабатываемой деталью 13 перемещают в горизонтальной плоскости, в результате чего обрабатывают одну из двух ротиволежащих поверхностей или торца детали 13, в зависимости от заданного техноогического процесса. По окончании обработки этих плоскостей дальнейшее перемещение продольного стола 7 прекращается. Механизмом 14 вращения поворачивают в центрирующих втулках 9 и 10 на щариковых направляющих 8 вокруг оси %- поворотный стол 11. Вместе с ним поворачивается обрабатываемая деталь 13, прижатая к рабочей поверхности 12 сменными прижимами 24, установленными на поворотной плите, 23, которая поворачивается Б шариковых направляющих 21 и роликовых 22 рбоймы 19, вокруг общей с поворотным стоЩ1ОМ вертикальной оси . По окончании поворота всей системы на необходимый угод фрезерные бабки 5 устанавливают на новые размеры обработки детали 13 в вертикальной и горизонтальной плоскостях и обратным ходом продольного стола 7 обрабатывают одну или две других плоскости. Формула изобретения . Фрезерный полуавтомат, содержащий продольно перемещающийся по направляющим станины, стол с установленным на нем кругль1М поворотным столом, несущим деталь, отличающийся тем, что, с целью повыщения производительности и исключения применения специальной оснастки для закрепления детали, полуавтомат снабжен установленными на продольно перемещающемся столе Двумя стойками с передвижным порталом, несущим пневмоцилиндр,. на щтоке которого жестко закреплена обойма сустанов-ленной на ней с возможностью поворота на шариковых и роликовых направляющих плитой, имеющей сменные прижимы для детали, причем плита выполнена поворотной вокруг оси, совпадающей с ооью поворота круглого стола.
/7 /J г567/t | .Ч гЗ
II /и 1 19
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТЕЙ КОРПУСA АВТОСЦЕПКИ | 2009 |
|
RU2404027C1 |
| НАСТОЛЬНЫЙ УНИВЕРСАЛЬНЫЙ СТАНОК КОСТРОВА | 1992 |
|
RU2008163C1 |
| Многооперационный станок | 1987 |
|
SU1454653A1 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| ПОЛУАВТОМАТ ДЛЯ ФРЕЗЕРОВКИ СЕКРЕТОВ КЛЮЧЕЙ ДИСКОВОГО ЗАМКА | 2001 |
|
RU2207225C2 |
| Автоматическая линия для механической обработки крупногабаритных деталей | 1989 |
|
SU1770114A1 |
| Станок для обработки гребных винтов | 1975 |
|
SU610618A1 |
2
йг. /
.2
