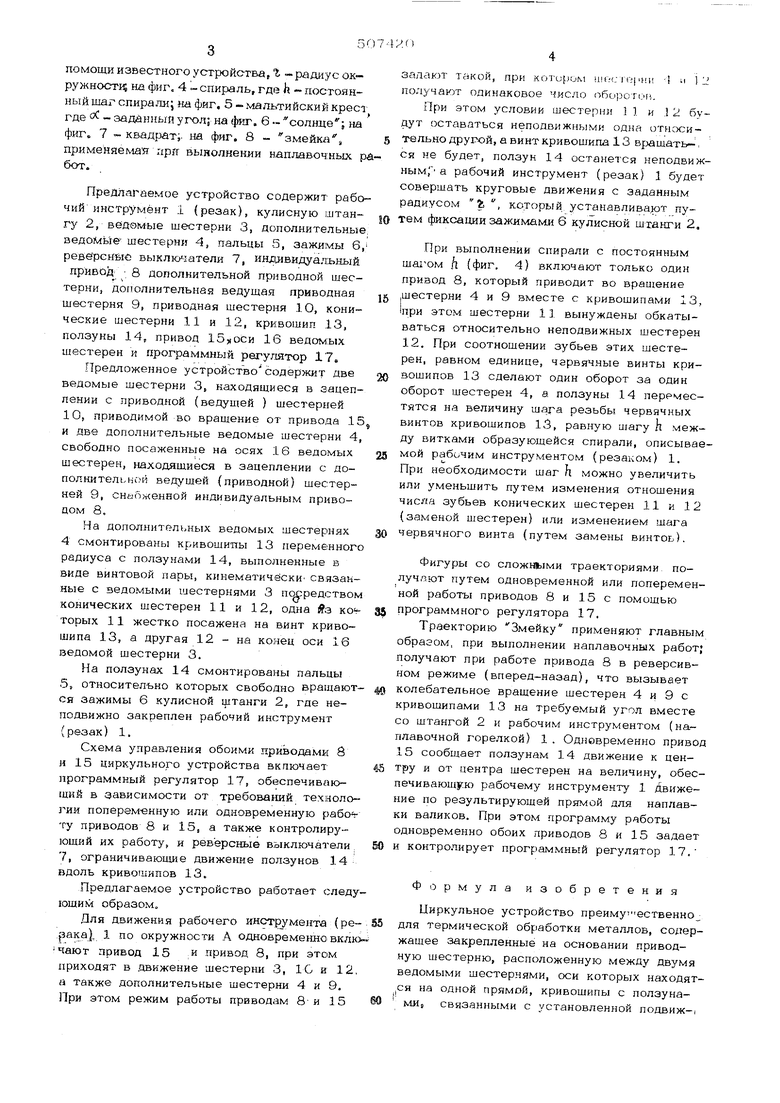
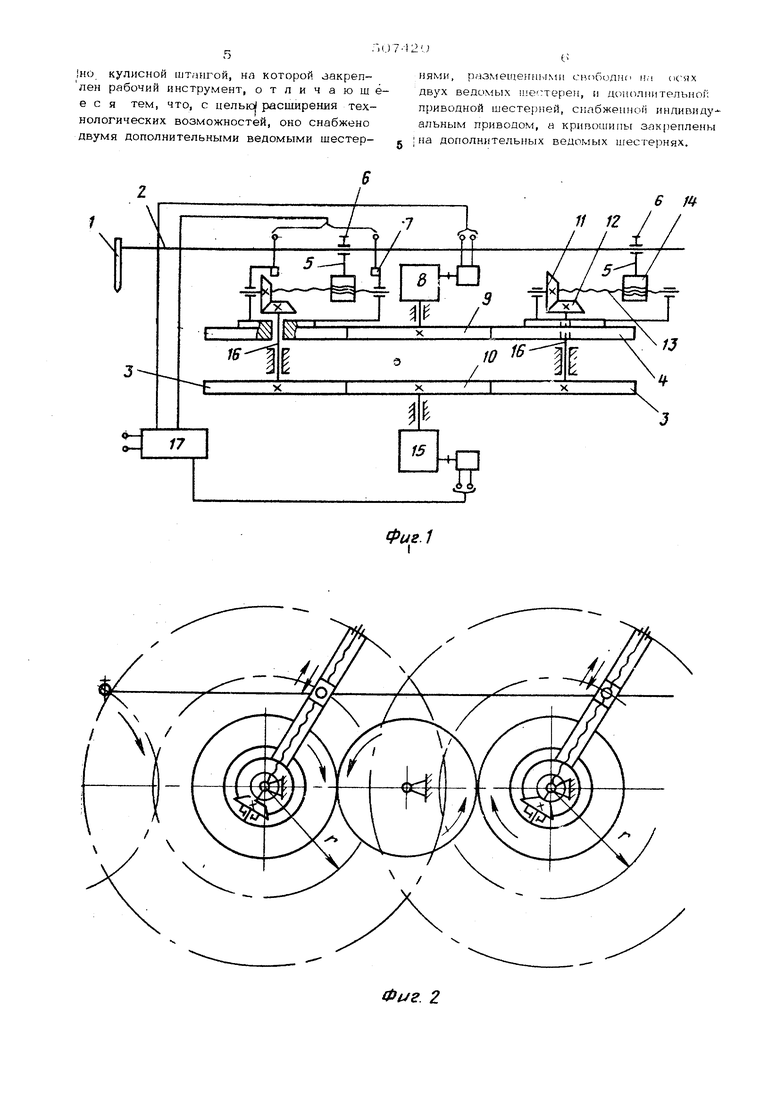
(54) ЦИРКУЛЬНОЕ УСТРОЙСТВО помощи известного устройсгва, t - радиус окружностч на фиг. 4 - спираль, где k - постоянНЕ:.1й шаг спирали; на фиг, 5 - мальтийский креса где ( заданный угол; на фиг. 6 - солнце ; на фиг 7 - квадрат;, на фиг. 8 - змейка, применяемая iipff вынолнении наплавочных р бот. Предлагаемое устройство содержит рабо чий инструмент 1 (резак), кулисную штанГУ 2, ведомые шестерни 3, дополнительные аедомьге шестерни 4, пальцы 5, зажимы 6 реверсные выклю-атели 7, индивидуальный привод 8 дополнительной приводной шестерни, дополнительная ведущая приводная шестерня 9, приводная шестерня Ю, конические шестерни 11 и 12, кривошип 13, ползуны 14, привод 16 ведом:ых шестерен и программный регу;:штор 17 Предложенное устройство содержит Две ведомые шестерни 3, находящиеся в запеппении с приводной (ведущей ) шестерней 10, приводимой во вращение от привода 15 и две дополнительные ведомые шестерни 4 свободно посаженные на осях 16 ведомых шестерен, находящиеся в зацеплении с дополнительной ведущей (приводной) шестерней 9, снабженной индивидуальным приводом 8. На дополнительных ведомых шестернях 4 смонтированы кривошипы 13 переменног радиуса с ползунами 14, выполненные в виде винтовой пары, кинематически связанные с ведомыми шестернями 3 посредством конических шестерен 11 и 12, одна ffa ко торых 11 жестко посажена на винт кривошипа 13, а другая 12 - на конец оси 16 ведомой щестерни 3. На ползунах 14 смонтированы пальцы 5s относительно которых свободно вращают ся зажимы 6 кулисной штанги 2, где неподвижно закреплен рабочий инструмент (резак) 1. Схема управления обоими приводами 8 и 15 циркульного устройства включает программный регулятор 17, обеспечивающий в зависимости от требова1шй техноло гии поперем-енную или одновременную рабо ту приводов 8 и 15, а также контролирующий их работу, и реверсные выключатели 7, ограничивающие движение ползунов 14 вдоль кривогиипов 13. Предлагаемое устройство работает след ющим образоМо Для движения рабочего инструмента (р рака. 1 по окружности А одновременновкл чают привод 15 ;И привод 8, при этом приходят в движение шестерни 3, 10 и 12 а также дополнительные шестерни 4 и 9, При этом режим работы приводам 8-и 15 адают такой, при котором ии стесни -1 и 11: олучают одинаковое число обороп;. При этом условии шестерни 11 и .12 буут оставаться неподвижными одна отнсжиеяьно другой, а винт кривошипа 13 вращать-, я не будет, ползун 14 останется неподвижым, а рабочий инструмент (резак) 1 будет овершать круговые движения с заданным адиусом Ъ , который устанавливают пуем фиксации зажимами 6 кулисной штанги 2, При выполнении спирали с постоянным шшом h (фиг. 4) включают только один привод 8, который приводит во вращение шестерни 4 и 9 вместе с кривошипами 13, при этом шестерни 11 вынуждены обкатываться относительно неподвижных шестерен 12, При соотношении зубьев этих шестерен, равном единице, чарвяЧлЧые винты кривошипов 13 сделают один оборот за один оборот шестерен 4, а ползуны 14 переместятся на величину шага резьбы червячных винтов кривошипов 13, равную шагу л между витками образующейся спирали, описываемой рабочим инструментом (резаком) 1. При необходимости шаг h можно увеличить или уменьшить путем изменения отношения числа зубьев конических шестерен 11 и 12 (заменой шестерен) или изменением шага червячного винта (путем замены винтоь). Фигуры со СЛОЖШ51МИ траекториями, получяют путем одновременной или попеременной работы приводов 8 и 15 с помошью программного регулятора 17. Траекторию Змейку применяют главным образом, при выполнении наплавочных работ, получают при работе привода 8 в реверсивном режиме (вперед-назад), что вызывает колебательное вращение шестерен 4 и 9 с кривошипами 13 на требуемый угол вместе со штангой 2 и рабочим инструментом (наплавочной горелкой) 1. Одновременно привод 15 сообщает ползунам 14 движение к центру и от центра шестерен на величину, обеспечиваюшу.ю рабочему инструменту 1 движение по результирующей прямой для наплавки валиков. При этом программу работы одновременно обоих приводов 8 и 15 задает и контролирует программный регулятор 17. Формула изобретения Циркульное устройство преиму-ественно для термической обработки металлов, содержащее закрепленные на основании приводную шестерню, расположенную между двумя ведомыми шестернями, оси которых находят|Ся на одной прямой, кривошипы с ползунаMHs связанными с установленной подвиж-i IHO кулисной штангой, на которой закреплен рабочий инструмент, отличают ёвся тем, что, с цельиэ/расширения технологических возможностей, оно снабжено двумя дополнительными ведомыми шестерg
/j нями, р;г1зме1це1гными свобиднп n;i осях двух ведомых шестерен, я дополнительной приводной шестер} ей, снабженной индивидуальным приводом, а кривошипы закреплены I на дополнительных ведомых шестернях. 6 Ш /
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для фасонной резки труб | 1977 |
|
SU740426A1 |
| Переносное устройство для термической вырезки отверстий в трубах | 1981 |
|
SU988483A1 |
| Устройство для термической вырезки отверстий в трубах | 1982 |
|
SU1100055A1 |
| Устройство для изготовления сосуда с патрубком | 1977 |
|
SU682345A1 |
| Устройство для обработки торцовКРуглыХ дЕТАлЕй МЕбЕли | 1979 |
|
SU818866A1 |
| ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1971 |
|
SU292733A1 |
| УСТРОЙСТВО для ПЕРЕМЕЩЕНИЯ РЕЗАКА ИЛИ СВАРОЧНОЙ | 1964 |
|
SU166420A1 |
| Устройство для односторонней доводки деталей | 1986 |
|
SU1316798A2 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| Шайбонавивочный автомат | 1979 |
|
SU810347A1 |
17
15
Фиг.1
Фиг. j
Фиг.
Фиг 5
Фиг.в
Фиг 7
Фиг. 8
