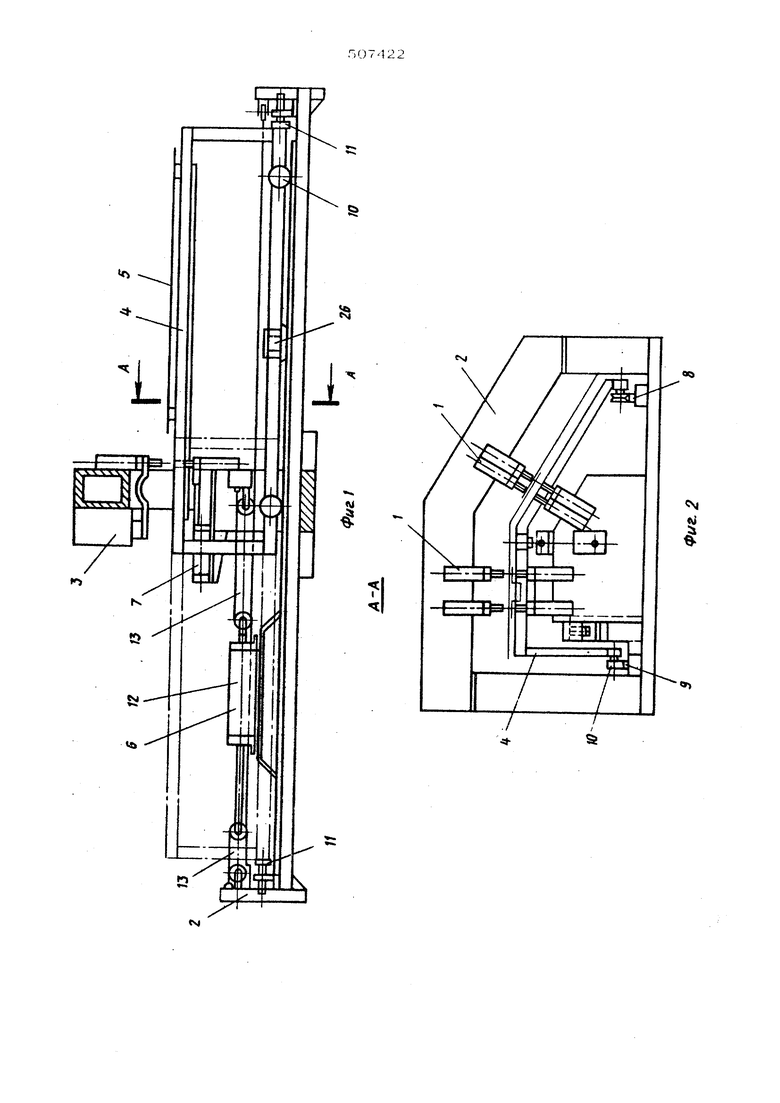
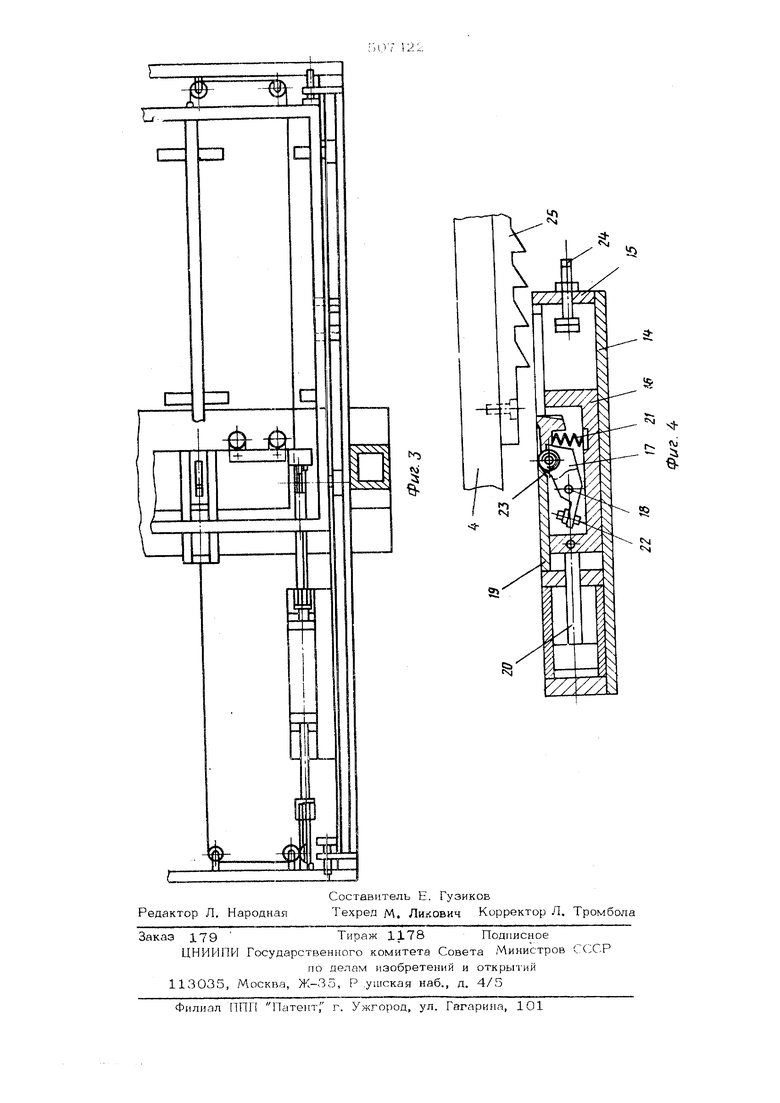
54) МАШИНА ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВДРКИ цилиндра 12, а неподвижные - на станине 2., Свободные ветви канатов закреплены на противоположных сторонах стола 4. Кратные полиспасты предназначены для увеличения хода отола при сравнительно небольшом ходе поршня цилиндра. Например при кратности полиспаста, равной 4, для осуществления хода стола 20ОО мм необходим цилиндр с ходом поршня 500 мм, т. 9 в четыре раза меньшим. Механизм шагового перемещения 7 установлен на станине 2 и предназначен для npe рывистой рабочей подачи стола 4 через зон электродов на загрузочную позицию и содер ,жит корпус 14, переднюю крышку 15, ползу l6, с собачкой 17, установленной на оси 18, верхнюю крышку 19 ипневмоцилиндр 20. Собачка 17 снабжена пружиной 21, служащей для приведения ее в рабочее положение через окно в верхней крышке 19. 11ля ограничения поворота собачки под действием пружины 21 предназначен винт 22, Собачка 17 также снабжена роликом 23, взаимодействующим с наклонным верхней крышки 19 при холостом ходе собачки и позволяющим последней занимать утопленное положение. В переднюю крышку 15 встроен винт24 с амортизатором, предназначенный для регулировки величины рабочего хода собачки В верхней части стола 4 закреплена храповая рейка 25 зубьями вниз, расстояние между которыми соответству.;г шагу между точками шва свариваемого . Для точного соблюдения шага, т. е. для прерывистого перемещения стола без выбега под действием инерционных сил, на столе 4 смонтирован тормоз 26. Устройство для многоточечной контакт ной сварки работает следующим образом. В исходном положении подвижный столкондуктор 4 находится в правом крайнем положении на загрузочной позиции, механиз 7 шагового перемещения после холостого кода остановлен с утопленной собачкой 17 поршень пневмоцилиндра 12 занимает левое положение, подвижные и неподвижные обоймы левого полиспаста 13 сближены, праио Го - удалены одна от другой.. После установки закреплений свариваемого изделия 5 устройство включают на рабочий цикл. В это время стол 4 посредtCTisoM пневмоцилиндра 12, поршень которог еремешается вправо, и левото полиспасга 13 перемещается в левое крайнее положение до упора 11, в результате чего свари ваемое изделие 5 своей правой кромкой азмешается в зоне электродов. Электроды сварочных пистолетов 1 сходятся и ставят первую группу точек. По окончании процесса сварки первой руппы точек и раскрытия электродов срабатываетмеханизм шагового перемещения 7, собачка 17 которого, совершая рабочий ход (слева направо), взаимодействует сХр Пово рейкой 25 и подает стол 4 на шаг между группами точек, после чего подается команда на свар-ку второй группы точек. Пока осушестьляется процесс сварки второй группы тоек, собачка 17 механизма 7 шагового перемешения совершает холостой ход (справа налево до утопленного положения). По окончании сварки второй группы точек после раскрытия электродов механ зм шагового перемешени передвигает стол 4 со свариваемым изделием 5 на очередной шаг между группами точек. Процесс повторяется до перемещения стола 4 для сваркипоследней группы точек. По окончании последней группы точек осуществляется шаговая подача без сварки на 1-3 шага до тех пор, пока стол 4 не займет правое крайнее положение до упора 11. В процессе шаговой подачи стола 4 слева направо nigpшень пневмоцилиндра 12 перемещается справа палево. На загрузочной позиции со стола 4снй-мают готовое сваренное изделие, на его место устанавливают очередное, и цикл повторяется. Формула изобретения Машина для многоточечной контактной . Сварки, содержащая установленные на станине сварочные пистолеты, подвижный стол с механизмами установочного и шаговог о перемещения, отличаюш./аяся тем, что, с целью увеличения производительности, шток механизма установочного перемешения выполнен двусторонним с установленными , на его концах подвижными обоймами двукратных полиспастов, неподвижные обоймы которыхi смонтированы на станине, а свободные концы канатов полиспастов закреплены на противоположных сторонах стола.
«v
Ч
«

| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 1968 |
|
SU211699A1 |
| Транспортер | 1977 |
|
SU685466A1 |
| Машина для многоточечной контактной сварки | 1977 |
|
SU707725A1 |
| Устройство для шаговой подачи | 1979 |
|
SU897436A1 |
| Устройство для шагового перемещения | 1988 |
|
SU1660916A1 |
| Машина для многоточесной контактной сварки | 1976 |
|
SU577109A1 |
| Устройство для контактной точечной сварки | 1974 |
|
SU521094A1 |
| Устройство для контактнойТОчЕчНОй СВАРКи | 1978 |
|
SU799928A1 |
| Машина для многоточечной контактной сварки | 1973 |
|
SU472770A1 |
| Установка для контактной многоточечной сварки | 1978 |
|
SU774851A1 |